0.11.1 Skänkmetallurgi – Sekundärmetallurgi
Nackdelen med ljusbågsugnen är att den maximalt installerade effekten endast utnyttjas under nedsmältningen. Under färskning, raffinering och färdigställning är
effektbehovet inte så stort. När transformatoreffekten ökades med introduktionen av UHP-ugnarna accentuerades detta problem. Utveckling mot dubbelugn och kontinuerlig chargering var olika sätt att öka utnyttjningsgraden upp emot 90%.
Samtidigt pågick utveckling av så kallad skänkmetallurgi alternativt sekundärmetallurgi med målsättningen att färdigställa stålet utanför den egentliga stålugnen och samtidigt tillverka ett stål med hög kvalitet.
Många olika behandlingsmetoder i skänk har utvecklats. En flexibel metod är
skänkugnen som uppfyller många av metallurgernas önskemål:
- Stålbadet kan homogeniseras genom omröring
- Föroreningar som väte och svavel kan avlägsnas
- Temperaturen kan höjas via ljusbågar
- Analysen kan justeras
- Avskilja desoxidationsprodukter och motverka agglomerering
- Undvika emulgering av slagg
- Undvika oxidation från luft och eldfast material
Enligt ASEA-SKF metoden tappas stålet i en skänk av icke magnetiskt material och
placeras i en induktionsspole för omröring. Skänken är infodrad med dolomit som är stabilare än chamotte och alumotegel med hög silikahalt. Omröringen utnyttjas för att homogenisera badet med avseende på både analys och temperatur samt att bidra till avskiljning av desoxidationsprodukter. Den kan förstärkas med gasomröring via lans eller bottendysa för att påskynda reaktionen mellan stålet och toppslaggen vid desoxidation och svavelraffinering, Figur 15.
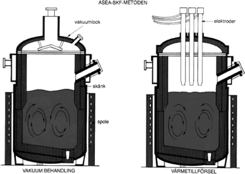
Anläggningarna kan ha två lock dels ett vakuumtätt dels ett med elektroder för att
värma stålet med ljusbågar till avsedd gjuttemperatur och möjliggöra insmältning av legeringar. Vakuumutrustningen används för att sänka vätehalten och för att undvika luftoxidation vid tillsats av desoxidationsmedel och legeringsämnen. Skänkugnen har ofta möjligheter för tvådmatning.
Skänken är utrustad med skivtärning. För att bibehålla stålets renhet bör skyddad
gjutning tillämpas.
Den första skänkugnen var en ASEA-SKF som togs i drift vid SKFs dåvarande stålverk i Hellefors 1965. Många skänkugnar har sedan dess installerats med olika tekniska lösningar till exempel med gasomröring i stället för induktiv omröring för att kringgå ASEAs patent.
