0.5.1 Homogenisering av analys och temperatur
Exakt kemisk analys är ett av de viktigaste kvalitetskraven. För att få rätt analys är det viktigt att inför varje provtagningstillfälle homogenisera smältan. Detta görs med styrd omrörning av smältan. För att mäta rätt temperatur gäller på samma sätt att man måste röra om. Smältan är i regel varmast i toppen av skänken eftersom värme tillförs ovanifrån men även på grund av att stålet skiktar sig på grund av de täthetsskillnader som temperaturskillnader ger upphov till.
0.5.2 Temperaturkontroll
En viktig funktion hos skänkugnen är förmågan att värma stålet. Varje enhetsoperation innebär temperatursänkningar framför allt på grund av att de tar en viss tid i anspråk. Eftersom man i regel vill genomföra flera enhetsoperationer är det inte möjligt att klara sig genom att enbart överhetta stålet vid tappning från stålugnen. Eftersom en exakt ståltemperatur vid överlämnandet till stränggjutningen är ett krav är värmning nödvändig för att tillräcklig flexibilitet och säkerhet.
0.5.3 Svavelrening
När man behöver nå låga svavelhalter kan det vara nödvändigt med en svavelrening. Den utförs nästan uteslutande med CaO-Al2O3– baserade slaggen. Under behand- lingen raffineras svavlet från stålet till slaggen enligt följande reaktion

Reaktionsformeln skall läsas så att vänstra sidan med CaO i slaggfasen plus löst svavel i stålet står i jämvikt med högra sidan med CaS i slaggfasen och löst syre i stålet. För god svavelrening vill man ha hög halt CaO i slaggen och låg syreaktivitet i badet. Syreaktiviteten är låg efter desoxidation och därför görs i regel svavelreningen efter desoxidationen. Negativt för möjligheten att hålla en låg syreaktivitet är om ugnsslagg finns kvar i toppslaggen som håller höga halter av lättreducerade oxiden främst FeO och MnO. Om en alltför hög CaO halt uppnås finns risk för att slaggens viskositet ökar och svavelreningen går långsammare av kinetiska skäl. För att minska viskositeten kan ofta det vara nödvändigt att tillsätta flusspat eller bauxit. Gynnsamt för svavelreningen är också att ha en stor slaggvolym (cirka 7-10 kg/ton stål) samt en god omröring så att en stor kontaktyta mellan slagg och bad upprätthålles.
0.5.4 Desoxidation
Inledning
Desoxidation är en operation där man sänker smältans syrehalt. Efter konverten eller ljusbågsugn kan stålet beroende på legeringsinnehåll och framförallt kolhalt innehålla 100 – 800 ppm syre. I fast fas är lösligheten av syre i det närmaste noll. Målet är därför för desoxidation att minska det totala syret så mycket som möjligt innan stelning. Det är dessutom viktigt att få kontroll över storleksfördelning och egenskaper hos de oxider som bildas av kvarvarande syre.

Vid 0,1% C i det flytande stålet blir tex jämviktssyrehalten cirka 200 ppm. När ett sådant stål stelnar kommer syret att reagera med kol och bilda COg i form av gasblåsor som blir kvar i det stelnade stålet. Historiskt tillverkades en viss del av ståltonna- get på detta sätt. Stålet kallades otätat till skillnad från tätade stål som inte avgav gas (kokade). Gasbubblorna som blev kvar i otätat stål välldes ihop vid valsningen.
Det finns principiellt två vägar att undvika att stålet bildar COg vid stelnandet. Det vanligaste är att tillsätta ett ämne till exempel Si,Al eller Ca, som reagerar med syret och bildar oxider. Detta kallas fällningsoxidation. Den andra metoden är att applicera ett vakuum så kallad vakuumdesoxidation där syre före stelnandet avlägsnas genom att med kol bilda gasen COg.
Vakuumdesoxidation
Vid vakuumavgasning appliceras ett vakuum ovanför smältan så att reaktionen C+O→COg går åt höger. Vid till exempel ett pco på 0,1 atm har jämviktshalten sänkts till 20 ppm syre. I praktiken är det av kinetiska skäl svårt att nå jämvikt eftersom enbart det översta skiktet av smältan utsatts för vakuum. Om man bubblar en inert gas genom smältan samtidigt som man har ett vakuum ovan stålytan förbättras emellertid kinetiken avsevärt genom att stora växande gasbubblor skapar stora ytor vid överytan. Den inerta gasen gör också att partialtrycket av COg minskas vilket driver på COg-bildningen kraftigt. Trots de möjligheter som kombinerat vakuum och gasspolning ger används inte metoden i normalfallet för desoxidation.
Ett skäl är att stålet blir känsligt för återoxidation vid luftkontakt och att det krävs relativt långa tider vilket försämrar produktionsekonomin.
Fällningsdesoxidation
När ett element med hög affinitet till syre,som aluminium eller kisel, tillsätts till en smälta med hög löst syrehalt bildas en fällning av flytande eller fasta oxidiska inneslutningar. Inneslutningarna avskiljs, med tiden, ur smältan vilket gör att den totala syrehalten i smältan minskar. Detta brukar kallas för fällningsdesoxidation.
Det schematiska förloppet vid fällningsdesoxidation framgår av Figur 7.

Man startar med en hög ingående syrehalt i det inkommande stålet. Vid tillsats av desoxmedlet kärnbildas oxider och den lösta syrehalten minskar snabbt ned till jämvikten med desoxmedlet. Den totala syrehalten minskar också genom att inneslutningarna avskiljs ur smältan men går i praktiken sällan ner till jämviktshalten. Det innebär att en stor del primära inneslutningar återfinns i det stelnade stålet. Ungefärlig tid för huvuddelen av detta förlopp är 5-15 minuter. Vid stelnandet kommer det lösta syret att bindas som oxider eftersom lösligheten i det närmaste är noll i fast fas. De inneslutningar som bildas vid stelnandet kallas för sekundära till skillnad från de som bildades i smältan som kallas primära. De primära och sekundära inneslutningarna kallas i ett gemensamt namn för endogena inneslutningar. Definitionen av endogena inneslutningar är att de bildas av element i smältan till motsats mot de exogena som har sina källor utanför smältan. Exempel på exogena inneslutningars ursprung är toppslagg, bitar ur infordringen eller luft som dragits ner i smältan. En annan indelning av oxidiska inneslutningar som brukar göras är i makro- och mikroinneslutningar beroende på storlek. Makroinneslutningar ligger över 0,1 mm (100 μ) och är synliga för blotta ögat. Makroinneslutningar är ofta exogena inneslutningar och vice versa. I moderna stålverk är såväl makro- som exogena inneslutningar alltmer sällsynta och kvalitetsarbetet inriktas mot att minska totala syrehalten och maxstorleken på de primära oxidiska inneslutningarna.
Kärnbildning av icke metalliska inneslutningar
Vid fällningsdesoxidation måste produkten som är en oxid först kärnbildas för att
jämvikt skall uppnås. Man skiljer på homogen och heterogen kärnbildning. Vid homogen kärnbildning sker en nybildning av den aktuella fasen, i detta fall oxiden
medan heterogen kärnbildning innebär att oxiden växer till från en redan existerande fas. För att homogent bilda en kärna behövs en extra drivande kraft för att övervinna kärnbildningsarbetet. Det åtgår energi för att bilda ny yta. En liten kärna har i starten en stor yta i förhållande till volymen och därför är starten ett problem. Homogen kärnbildning gynnas av låg gränsytspänning mellan oxid och stål, en stor övermättnad av syre och desoxmedel samt ett starkt desoxidationsmedel. Forskarna är fortfarande inte helt överens om graden av homogen kärnbildning vid desoxidationsförloppet.
Jämviktshalter för syre
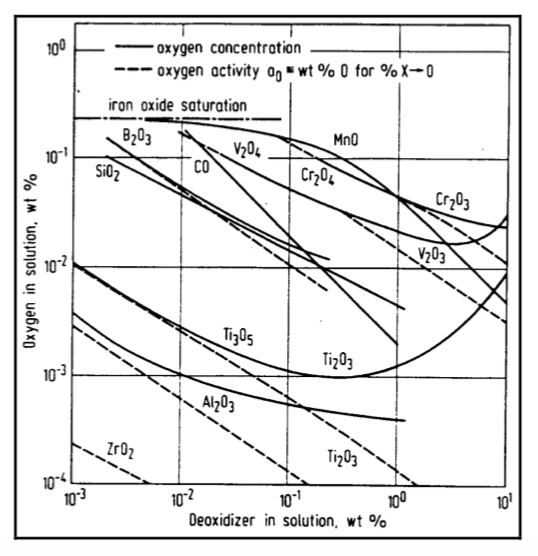
Olika typer av desoxmedel och olika mängder ger naturligtvis olika jämviktshalter syre. Desoxidationen kan skrivas med följande reaktion:

Där x betecknar det stökiometriska förhållandet mellan Me och O i fällningsprodukten medan Me och O betecknar ämnen lösta i smältan.
För varje desoxmetall finns en temperaturberoende jämviktskonstant. I Figur 8 har jäm- viktssyrehalt avsatts mot mängd desoxmedel i ett låglegerat stål vid 1600ºC. För att bestämma jämviktshalten syre enligt ekvation ovan skall aktiviteterna för de enskilda element användas vilket innebär att hänsyn måste tas för interaktion mellan Me och O. Interaktionskoefficienten ändrar sig med halten desoxmedel vilket förklarar att vissa linjer inte är raka. En del böjer till och med av uppåt vid höga halter vilket innebär att jämviktshalten syre kan öka med ökande halt desoxmedel inom vissa intervall. I Figur 8 ser man att man med starka desoxmedel som Zr, Al eller Ti kan nå mycket låga jämviktshalter. För Si och Mn är jämviktshalterna mer måttliga.

Komplex desoxidation
Från desoxidationsekvationen xMe + O = MexO ser vi att jämviktshalten syre kunde sänkas om oxidens aktivitet kunde sänkas. Detta är möjligt om två eller fler oxider blandas vilket kallas komplex desoxidation.
- Tillsats av desoxmedel med fler komponenter exempel kiselmangan (FeMnSi) eller kalciumkisel (CaSi) vilket resulterar i en komplex desoxidationsprodukt bestående av MnO-SiO2 respektive CaO-SiO2 med aktiviteter väsentligt lägre än för de rena oxiderna.
- Injektion av slaggbildare (genom lansinjektion eller trådmatning) som löser in sig i den primärt bildade oxiden. Komplexa CaO-Al2O3-inneslutningar kan exempelvis bildas då CaO injiceras i en Al-desoxiderad smälta. I praktiken är dock denna metod svår att utnyttja eftersom man måste ha en mycket intensiv omröring för att slaggbildaren skall hinna delta i reaktionen till fullbordan.
Tillväxt och avskiljning
Målet för fällningsdesoxidationen är att minska den totala syrehalten och framförallt få primärt bildade inneslutningar avskiljda. Från Figur 7 ser vi att avskiljningen är desoxidationsförloppets hastighetsbestämmande steg. Avskiljningssteget har studerats av en mängd forskare de senaste 30 åren. Eftersom man inte kan se in i smältan eller mäta någonting måste alla slutsatser dras från indirekta iakttagelser. Det finns i huvudsak två förklaringar av förloppet för avskiljningen. Den ena bygger på att stora inneslutningar flyter upp ur smältan medan den andra förklarar avskiljningen genom att omröringen för ut inneslutningar till väggarna och toppslaggen där de fastnar. Hur en partikel flyter upp ur en smälta regleras av en fysikalisk lag som kallas Stokes´ lag. Enligt denna lag påverkas uppflytning av täthetsskillnader mellan partikel och vätska samt absoluta storleken hos partikeln. Större inneslutningar flyter upp fortare. Att större inneslutningar försvinner snabbare ur smältan har man också kunnat påvisa genom att studera förändringarna i den statistiska storleksfördelningen över tiden. Detta har man tagit som bevis för att Stokes´uppflytningslag gäller för avskiljningsförloppet.
- Diffusion och utfällning av löst syre och löst desoxmetall på redan existerande inneslutningar.
- Diffusionskoalescens; en mekanism där små inneslutningar minskar medan stora ökar på grund av ytspänningskrafterna.
- Kollisioner genom hastighetsgradienter på grund av olika uppflytningshastigheter (Stokes´ lag)

Genom iakttagelser i mikroskop se Figur 9 har man visat att flytande inneslutningar (oftast Mn-silikater) vid kollisionen fastnar i varandra och växer till en större partikel. Fasta inneslutningar, typ Al2O3, fastnar också i varandra men koalescerar inte. De bildar istället stora svärmar som hålls ihop av starka ytspänningskrafter. Svärmarna kan bli stora i diametrarna, flera 100μ, men den skenbara densiteten för svärmarna skiljer inte mycket från stålet och därför är uppflytningen i detta fall inte en dominerande avskiljningsmekanism. Istället skiljs de av mot väggar och toppslagg. Studier med olika omröringsintensitet visar att ökad omröring ger ökad avskiljning. Detta har tagits som bevis för att inneslutningar avskiljs genom att fastna på väggar och toppslagg. Man bör dock observera att omröringen i sig också ökar desoxhastigheten genom att det ger en snabb upplösning och inlösning av desoxmedlet och ökar kollisionsfrekvensen. Båda avskiljningsmekanismerna, avskiljning genom uppflyttning och avskiljning genom att fastna på väggen, har betydelse men omfattningen sinsemellan skiljer från fall till fall beroende på bland annat typ av inneslutning.
Reoxidation
Med reoxidation menas att stålet efter desoxidation återigen tar upp syre från externa syrekällor. Eftersom den lösta syrehalten är låg efter desoxidationen finns det en drivande kraft att lösa in syre. Det finns flera källor för syret vid reoxidation. Kvarvarande ugnsslagg med höga MnO- och FeO halter ger direkt ett högt syreupptag.
Slaggdragningen och påläggandet av en ny toppslagg är därför viktig. Lufttillträde
till exempel vid överföring av stålet till gjutlåda och kokill ger också syreupptagning. Ett annat tillfälle när man kan få ett lufttillträde är om överytan exponeras mot luft vid stark omröring.
En tredje principiell oxidationskälla är fodret.
Om man använder en starka syrebindare som till exempel Al, Zr eller Ca vid desoxidationen kan till exempel SiO2 från infordringen lösa upp sig och generera löst syre och kisel i badet. En hög reoxidation märks förutom på högre syrehalter på försämrade utbyten av desoxmedlet och vissa legeringstillsatser.
0.5.5 Legeringstillsatser
Legeringstillsatser görs efter en homogenisering och en fördesoxidation. Fördesoxidationen görs för att sänka den lösta syrehalten. Syret står normalt i jämvikt med kol när stålet överförs till skänkbehandlingen. Om man inte genomför en fördesoxidation riskerar man kraftiga kok när syre reagerar med kol på grund av den lokala temperatursänkningen som sker vid legeringstillsatsen. Dessutom kan utbytet för legeringar som bildar oxider bli försämrat om lösta syrehalten är för hög. Mängden legeringstillsatser beräknas så att nedre gränsen i den aktuella specifikationen innehålles. Finjustering av sammansättningar sker senare i skänkugnsbehandlingen. Slaggbildare, i huvudsak bränd kalk, tillsättes efter legeringarna.
0.5.6 Modifiering av oxidiska inneslutningar
Att desoxiderna med aluminium är billigt och effektivt. Tyvärr är de svärmar (cluster)av Al2O3 som bildas ofta negativa för ytegenskaper och skärbarhet. Dessutom har Al2O3-svärmar en benägenhet att fastna i dysan vid tömning av skänk eller gjutlåda vilket kan vara mycket störande. En lösning är att omvandla Al2O3 -svärmarna till flytande kalciumaluminater bestående av lika delar Al2O3 och CaO. Praktiskt görs detta genom att ett CaSi pulver tillförs genom lansinjektion eller vanligare trådmatning (det vill säga med pulvret i en rörtråd). Det gäller att få flytande kalciumaluminaterna eftersom flytande inneslutningar inte sätter igen dysan som de fasta kan göra. Tyvärr är metoden inte så mycket praktiserad i förhållande till behovet vilket beror på att det sätts stora krav att tillsatsen blir exakt. Sätter man till för lite uteblir effekten helt och sätter man till för mycket kan man istället omvandla inneslutningarna till stora hårda kalciumaluminater som kan vara mycket negativa för stålets egenskaper.

{kind=link}
{kind=link}
{kind=link}