3.4.1 Segjärn
Segjärn har i många fall ersatt svetsade eller smidda stålkonstruktioner. Det ger ofta stora kostnadsbesparingar då det behövs ett färre antal delkomponenter. Segjärn har liksom gråjärn goda glidegenskaper eftersom materialet innehåller fri grafit. En annan fördel är att segjärn kan användas i gjutet tillstånd (“as-cast”) utan värmebehandling.
Det finns ett flertal olika typer av segjärn:
- Konventionella segjärn inklusive lösningshärdat segjärn, SS-EN 1563:2012
- Låglegerade, ferritiska segjärn för högtemperaturtillämpningar, SS-EN 16124:2011
- Ausferritiskt segjärn, SS-EN 1564:2011
- Austenitiskt gjutjärn, SS-EN 13835:2012
De olika segjärnstyperna beskrivs närmare i respektive kapitel.
Vissa segjärnskvaliteter kan användas för tryckbärande konstruktioner, se närmare i standarden SS-EN 13445-6:2009 + C4:2012 ”Tryckkärl (ej eldberörda) – Del 6: Konstruktions- och tillverkningskrav för tryckkärl och tryckbärande komponenter av segjärn”. Bilaga ZA till SS-EN 1563:2012 ger upplysningar om överensstämmelse över tillåtna segjärn till direktivet om tryckbärande anordningar 97/23/EG
I gällande svensk standard och EN-standard för de ovan nämnda segjärnstyperna klassificeras materialet i enlighet med de mekaniska egenskaperna hos materialet.
De mekaniska egenskaperna utvärderas med provstavar uttagna från ämnen som är:
- separatgjutna
- gjutna i formen intill godset
- vidgjutna (cast-on)
- eller bearbetade ur gjutgodset
Om hårdheten är viktig för produkten och ett krav från köparen så finns möjlighet att efter överenskommelse mäta den i vald provstav eller på gjutgodset (på Brinellvårta, ”cast-on knob”, om det inte går att mäta på godset).
3.4.2 Konventionella och lösningshärdade ferritiska segjärn
De segjärn som ingår i denna del är indelade i två grupper:
1 konventionella ferritiska, ferrit/perlitiska och perlitiska segjärn
2 lösningshärdade ferritiska segjärn
Standard för dessa segjärn är SS-EN 1563:2012.
De två grupperna representerar var för sig särskilda egenskaper, exempelvis:
- De ferritiska materialen i grupp 1 har den högsta slagsegheten.
- De perlitiska och ferrit/perlitiska materialen i grupp 1 är mer lämpade för produkter med högre hållfasthetskrav och slitstyrka.
- De lösningshärdade ferritiska segjärnen har vid motsvarande brottgräns en högre sträckgräns och högre töjning än den hos de ferritiska att perlitiska segjärnen.
- En väsentlig egenskap hos de lösninghärdade ferritiska segjärnen är den låga spridningen i hårdhet som resulterar i en förbättrad skärbarhet.
Standarden omfattar tretton konventionella segjärn och tre lösningshärdade ferritiska segjärn baserade på draghållfasthet (se tabeller nedan). Materialbeteckningen bygger på minimum för de mekaniska egenskaper som erhålls i gjutna prover med en tjocklek eller diameter av 25 mm. Beteckningen är oberoende av den typ av gjutet ämne som valts. De mekaniska egenskaperna är tjockleksberoende.
Tabell 12. Mekaniska egenskaper hos de konventionella ferritiska och ferrit/perlitiska segjärnen enligt SS-EN 1563:2012.
Mätningarna är utförda på provstavar bearbetade från gjutna provstavsämnen. Storleken på provstavsämnet skall vara i överensstämmelse med den aktuella väggtjocklek på gjutgodset för vilket de mekaniska egenskaperna gäller.
Angivna värdena gäller endast för relevant väggtjocklek 30 <t ≤ 60 mm. Med relevant väggtjocklek avses den sektionen av gjutgodset till vilken de bestämda mekaniska egenskaperna ska tillämpas. Ytterligare relevanta tjockleksintervall är: t ≤ 30 mm och 60 < t ≤ 200 mm
De material i tabellen om har tillägget RT (rumstemperatur) eller LT (låg temperatur) kan levereras med slagseghetskrav, men kräver särskild överenskommelse vid beställningen. Med RT menas provning vid 23 ± 5 °C och LT vid -20 ± 2 °C eller -40 ± 2 °C.
1) Värden efter överenskommelse mellan tillverkare och köpare.
Tabell 13. Mekaniska egenskaper hos lösningshärdade ferritiska segjärnen enligt SS-EN 1563:2012. Mätningarna är utförda på provstavar bearbetade från gjutna provstavsämnen.Storleken på provstavsämnet skall vara i överensstämmelse med den aktuella väggtjocklek på gjutgodset för vilket de mekaniska egenskaperna gäller.
Mätningarna är utförda på provstavar bearbetade från gjutna provstavsämnen.Storleken på provstavsämnet skall vara i överensstämmelse med den aktuella väggtjocklek på gjutgodset för vilket de mekaniska egenskaperna gäller.
Angivna värdena gäller endast för relevant väggtjocklek 30 <t ≤ 60 mm. Med relevant väggtjocklek avses den sektionen av gjutgodset till vilken de bestämda mekaniska egenskaperna ska tillämpas. Ytterligare relevanta tjockleksintervall är: t ≤ 30 och t > 60 mm. I standarden finns även riktvärden för hållfasthetsegenskaper mätta på prover tagna ur gjutgodset för relevant väggtjocklek t ≤ 30, 30 < t ≤ 60 och 60 < t ≤ 200 mm.
Då hårdheten är av intresse finns riktvärden till hjälp, se tabellen nedan. Detta gäller främst för serieproduktion av gjutgods, där det är möjligt att uppnå önskat antal mätningar.
Tabell 14. Riktvärden för hårdheten hos segjärn enligt SS-EN 1563:2012 Annex C. Mäts på provstavar bearbetade från gjutna provstavsämnen eller på gjutgodset. Storleken på provstavsämnet skall vara i överensstämmelse med den aktuella väggtjocklek på gjutgodset för vilket de mekaniska egenskaperna gäller.
Mäts på provstavar bearbetade från gjutna provstavsämnen eller på gjutgodset. Storleken på provstavsämnet skall vara i överensstämmelse med den aktuella väggtjocklek på gjutgodset för vilket de mekaniska egenskaperna gäller.
I tabellen ges Brinellhårdheten (HBW) för två relevanta väggtjockleksintervall. Med relevant väggtjocklek avses den sektionen av gjutgodset till vilken de bestämda mekaniska egenskaperna ska tillämpas.
1) Genom överenskommelse mellan tillverkaren och köparen kan ett snävare intervall väljas, ett toleransintervall på mellan 30 och 40 Brinell är allmänt acceptabelt. Detta hårdhetsområde kan vara bredare för kvaliteter med en ferrit-perlitisk grundmassa.
Då hårdheten krävs i tillägg till draghållfastheten rekommenderas att använda en utvärderingsprocedur som finns i SS-EN 1563:2012, Annex C. Den används för att bestämma maximal och minimal hårdhet för det material som anges av dess hållfasthetsegenskaper i enlighet med tabell för materialegenskaper enligt ovan.

Allmänna egenskaper
I samtliga segjärnstyper (inklusive låglegerade ferritiska segjärn för högtemperaturtillämpningar, ausferritiskt segjärn och austenitiskt segjärn) föreligger grafiten i form av kulor (noduler) i materialets grundmassa, se följande bilder.



Jämfört med den spetsiga fjällgrafiten i gråjärn ger den runda grafitformen i segjärn en obetydlig spänningskoncentration och därför betydligt högre hållfasthet och seghet. Grafiten formas genom tillsats av små mängder magnesium till basjärnet. I gällande standarder för segjärn föreskrivs att grafitstrukturen huvudsakligen skall vara form V och VI i enlighet med SS-EN ISO 945-1:2008. En noggrannare angivelse kan överenskommas vid beställningen. De flesta företag föreskriver i egna specifikationer ≥ 80 procent nodularitet.
En brottförlängning på upp till över 20 procent kan erhållas i segjärn med ferritisk grundmassa. Generellt gäller liksom för andra gjutna material att segheten sjunker med ökad hållfasthet.
Segjärnets hållfasthet styrs med grundmassans sammansättning och hårdhet. I det konventionella segjärnet ger en hög perlithalt ett mer höghållfast segjärn på bekostnad av segheten. En låg perlithalt ger ett segt material med lägre hållfasthet. Perlithalten styrs i huvudsak genom den kemiska sammansättningen, vanligen med kopparhalten (läs mer under rubriken koppar längre ner).
I det lösningshärdade ferritiska segjärnet styrs hållfastheten med kiselhalten (läs mer under rubriken kisel). Fördelen med detta är förbättrad skärbarhet vid samma hållfasthet och hårdhet som de konventionella ferrit/perlitiska segjärnen. Då grundmassan är helt ferritisk uppnår man en mycket liten hårdhetsspridning. Den mindre spridningen kan ge en reduktion av bearbetningskostnaderna med upp till 10 procent vid serieproduktion. Vid kortare serier av grövre gods har praktiska prov (fräsning/borrning) visat att bearbetningstiden kan minska avsevärt, upp mot 20 procent.
Olika processparametrars inverkan på egenskaper i konventionellt segjärn
De olika hållfasthetsklasserna i konventionellt segjärn styrs som nämnts ovan främst av mikrostrukturen. Denna styrs i sin tur av följande tre grundfaktorer:
- Legeringsämnen
- Svalningshastighet
- Grafitens täthet/fördelning
Inverkan av legeringsämnen
Tabellen nedan visar typiska riktvärden för kemisk sammansättning för två konventionella segjärnslegeringar. Överstigs legeringshalterna behöver smältan spädas.
Tabell 15. Riktvärden för kemisk sammansättning (i procent) för två konventionella segjärnslegeringar.
De legeringsämnen som påverkar grundmassan i första hand framgår av följande tabell.
Tabell 16. Några vanliga legeringsämnen som ökar mängden ferrit respektive perlit i segjärn.
Kol
Med ökande kolhalt vid oförändrad kolekvivalent minskar hållfasthet och hårdhet. Erfarenhet visar samtidigt att en sänkt kolhalt i flera fall har förbättrat slagsegheten något i segjärn. Eftersom flytbarheten och grafitexpansionen ökar med ökande kolhalt hålls denna normalt så hög som möjligt.
Kisel
Ökande kiselhalt ger ökad ferrithalt och därmed sänkt hållfasthet. I ett helferritiskt material ger ökad kiselhalt en lösningshärdning av ferriten och därmed en relativ hållfasthetsökning. Med ökande kiselhalt minskar risken för cementitbildning vid stelnandet (vitt stelnande). För att nå goda slagseghetsegenskaper i exempelvis GJS-350-22-LT och GJS-400-18-LT måste kiselhalten hållas låg.
Mangan
Ökad manganhalt ger en hållfasthetsökning och sänkning av segheten genom ökad perlithalt. Tillsammans med koppar utgör mangan det viktigaste legeringsämnet för att styra hållfastheten via perlitbildning i segjärn. Man bör dock se upp med risken för cementitbildning med ökande manganhalt för speciellt tjockväggigt gjutgods som stelnar långsamt. Mangan har även en viss lösningshärdande effekt på ferriten.
Koppar
Ökad kopparhalt ger en hållfasthetsökning genom ökad perlithalt. Även perlitens lamellavstånd (perlittäthet) minskar, vilket ökar hållfasthet och hårdhet ytterligare. Jämfört med mangan har koppar den fördelen att även grafitbildning gynnas vid stelnandet och risken för cementitbildning minskar. Till viss del kan därigenom den negativa inverkan som mangan har i detta avseende motverkas.
I ferritiskt segjärn lösningshärdar koppar ferriten och påverkar därigenom hållfastheten något. Halten av koppar och mangan är låg i ferritiskt segjärn och effekten är därför marginell.

Nickel
Nickel ger liknande effekt som koppar vad avser perlitstabilisering, perlittäthet och lösningshärdning av ferriten.
Molybden
Ökande molybdenhalt ger liknande effekt som koppar och nickel vad avser perlitstabilisering, perlittäthet och lösningshärdning av ferriten. Molybden används ofta i ausferritiskt segjärn med grövre sektioner eftersom härdbarheten ökar.
Fosfor
Fosforhalten skall vara så låg som möjligt och får inte överstiga 0,06 procent eftersom det har en negativ inverkan på seghet och slagseghet. I praktiken ligger halten oftast under 0,02 procent.
Övrigt
Flera av de ovan angivna legeringsämnena ökar härdbarheten och används därför vid ausferritisk värmebehandling och seghärdning. Svalningshastighetens inverkan på grundmassa och hållfasthet hos konventionellt segjärn
Vid ökande svalningshastighet från austenitområdet ner till avslutad perlitomvandling ökar perlithalten i segjärn. Grövre segjärnsgjutgods svalnar naturligt långsammare, vilket medför att ferrithalten ökar i grovt gods.
Om för höga hållfasthetsnivåer uppstår kan en för tidig uppslagning av formarna, det vill säga att det görs vid för hög temperatur, vara orsaken. En högre svalningshastighet uppstår och en ökad perlithalt erhålls.
Inverkan av grafitens täthet/fördelning på grundmassan och hållfasthet hos konventionellt segjärn
I samband med stelnandet bildas grafitnoduler vars storlek och fördelning påverkas av ympning, godstjocklek, gjuttemperatur och formens kylförmåga. Ju snabbare stelnandet sker utan karbidbildning och ju mer välympat järnet är, desto mindre blir storleken på grafitnodulerna, som dessutom ligger tätare ihop.
Ju tätare grafitnodulerna ligger, desto större är förutsättningarna för att erhålla ett ferritiskt segjärn Figuren nedan visar exempel på effekten av varierande godstjocklek på perlithalten och därmed också på de mekaniska egenskaperna.
Vid gjutning av grovt segjärnsgjutgods med enstaka tunna godssektioner blir grafitpartiklarna små i dessa partier och ligger tätt. Omgivande grövre gods ger en kraftig värmepåverkan på formmaterialet och på de stelnade tunna sektionerna, vilket medför att svalningshastigheten blir låg. Detta kan resultera i att de tunna sektionerna blir helferritiska och mjuka medan de grövre innehåller inslag av perlit och därmed blir något hårdare.

Legeringsämnens inverkan på egenskaperna i ferritiskt lösningshärdat segjärn
Tabellen nedan visar typiska riktvärden för kemisk sammansättning för tre ferritiska lösningshärdade segjärnslegeringar.
Tabell 17. Riktvärden för kemisk sammansättning i procent för de tre standardiserade ferritiska lösningshärdade segjärnen.
1)% C beräknas med hjälp av där Cekv normalt är < 4,3%
Fördelen med denna segjärnstyp är en avsevärt förbättrad skärbarhet vid samma hållfasthet och hårdhet som i motsvarande konventionella ferrit/perlitiska segjärn. Detta beror på att grundmassan är helt ferritisk och mer eller mindre oberoende av godstjockleken, det vill säga att materialet är mer homogent. Därmed uppnår man en mycket liten hårdhetsspridning. Med de konventionella ferrit/perlitiska segjärnen fås med en varierande godstjocklek olika svalningsheter och därför stor variation i perlithalt och hårdhet.
I figuren nedan visas olika legeringsämnens lösningshärdande effekt på ferrit. För denna nya typ av segjärn är kisel det ämne som är bäst lämpat för att styra hållfastheten.


Skärbarheten är minst lika bra som för konventionellt segjärn. Hårdheten i det konventionella GJS-500-7 kan variera från 170 till 230 HBW medan hårdhetsspridningen i motsvarande ferritiskt lösningshärdade segjärnet GJS-500-14 är avsevärt lägre. Den mindre spridningen har beräknats ge en reduktion av bearbetningskostnaderna med upp till tio procent vid serieproduktion. Verifierande försök visar på 5 – 20 procent kortare bearbetningstider och upp till 30 procent längre verktygslivslängd.

Tabell 18. Resultat av HBW-mätning hos lastbilsnav (figuren under tabellen), i konventionellt segjärn, GJS-500-4 och ferritiskt lösningshärdat segjärn GJS-500-14.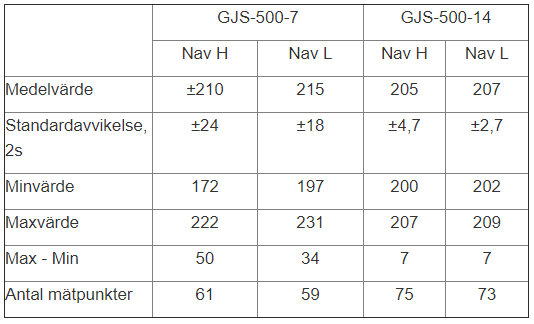

3.4.3 Låglegerade ferritiska segjärn för högtemperaturtillämpningar
Denna typ av segjärn används huvudsakligen för deras värme- och oxidationsbeständighet och distorsionsstabilitet. De kallas ofta för SiMo eftersom de är legerade med kisel (Si) och molybden (Mo). Det är också dessa legeringsämnen som ger materialet högtemperaturegenskaper.
Standarden för denna typ av segjärn är SS-EN 16124:2011.
Det finns nio standardiserade segjärn med olika kisel- och molybdennivåer i intervallet cirka 2,5 – 5 procent kisel och cirka 0,5 – 1 procent molybden, se tabellen nedan. Typiska användningsområden för de tre första kvaliteterna i tabellen är medelstort till tyngre gjutgods, exempelvis turbinhus och kompressordelar. De övriga sex kvaliteterna används huvudsakligen för avgasgrenrör och turbodelar till bilar.
Tabell 19. Mekaniska egenskaper hos ferritiska låglegerade segjärn enligt SS-EN 16124:2011.  Mätningar är utförda vid rumstemperatur på provstavar bearbetade från gjutna provstavsämnen. Storleken på provstavsämnet skall vara ≤ 30 mm. Andra krav och storlek på provstavsämne eller prov från gjutgodset kräver särskild överenskommelse.
Mätningar är utförda vid rumstemperatur på provstavar bearbetade från gjutna provstavsämnen. Storleken på provstavsämnet skall vara ≤ 30 mm. Andra krav och storlek på provstavsämne eller prov från gjutgodset kräver särskild överenskommelse.
Endast värden för information och för relevant väggtjocklek30 < t ≤ 60 mm.Med relevant väggtjocklek avses den sektionen av gjutgodset till vilken de bestämda mekaniska egenskaperna ska tillämpas.
1) Värden för information, mätt på gjutgodset.
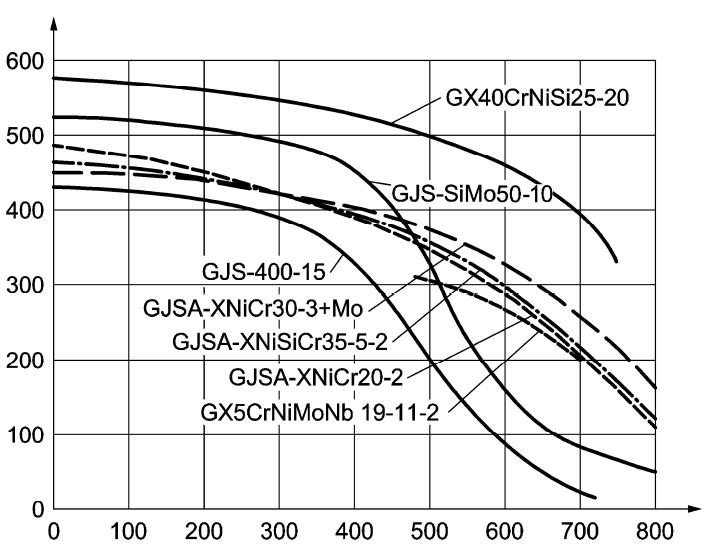
I figuren nedan jämförs ett SiMo-material (GJS-SiMo50-10) med konventionellt ferritiskt segjärn (GJS-400-15), austenitiskt segjärn och två stål. Austenitiskt segjärn och stål har den bästa hållfastheten vid de höga temperaturerna.
3.4.4 Ausferritiskt segjärn
Ausferritiskt segjärn (tidigare benämnt bainitiskt segjärn) är mest känt under beteckningen ADI (Austempered Ductile Iron).
Standarden för ausferritiskt segjärn är SS-EN 1564:2011.
Materialet kännetecknas av hög hållfasthet, som överstiger egenskaperna i perlitiskt segjärn. Speciellt gäller detta för utmattningshållfastheten, som är i det närmaste dubbelt så hög som i konventionellt segjärn (gäller oanvisade provstavar). Anmärkningsvärd är även brottsegheten, KIC, hos ausferritiskt segjärn, som vid samma draghållfasthet är dubbelt så hög som i konventionellt segjärn.
Ausferritiskt segjärn har en god nötningsbeständighet, som är väsentligt bättre än hos konventionellt segjärn. Genom den smörjande verkan som grafiten ger är skärbarheten hos ausferritiskt segjärn väsentligt bättre än för seghärdat stål.
I den svenska standarden SS-EN 1564:2011 ingår fem ausferritiska segjärn (se tabellen), som är definierade av de mekaniska egenskaperna uppmätta på provstavar bearbetade från gjutna provstavsämnen. I standarden ingår även två nötningsbeständiga segjärn, som är definierade av Brinellhårdheten. Dessa segjärn används i produkter där högt nötningsmotstånd krävs. Exempel på detta är inom gruvindustrin och vid markarbeten.
Tabell 20. Mekaniska egenskaper hos ausferritiskt segjärn enligt SS-EN 1564:2011.  Mätningarna är utförda på provstavar bearbetade från gjutna provstavsämnen. Storleken på provstavsämnet skall vara i överensstämmelse med den aktuella väggtjocklek på gjutgodset för vilket de mekaniska egenskaperna gäller.
Mätningarna är utförda på provstavar bearbetade från gjutna provstavsämnen. Storleken på provstavsämnet skall vara i överensstämmelse med den aktuella väggtjocklek på gjutgodset för vilket de mekaniska egenskaperna gäller.
Angivna värdena gäller endast för relevant väggtjocklek 30 <t ≤ 60 mm. Med relevant väggtjocklek avses den sektionen av gjutgodset till vilken de bestämda mekaniska egenskaperna ska tillämpas. Ytterligare relevanta tjockleksintervall är: t ≤ 30 och 60 ≤ t > 100 mm.
1) Hårdhetsintervall för information.
Tabell 21. Hårdhetskrav hos nötningsbeständigt ausferritiskt segjärn enligt SS-EN 1564:2011. Hårdheten mätt på gjutgodset eller efter särskild överenskommelse på en Brinellvårta eller vidgjutet block.  1) Tillverkare och köpare kan komma överens om maximum Brinellhårdhet.
1) Tillverkare och köpare kan komma överens om maximum Brinellhårdhet.
2) Endast för information.
Framställning av ausferritiskt segjärn
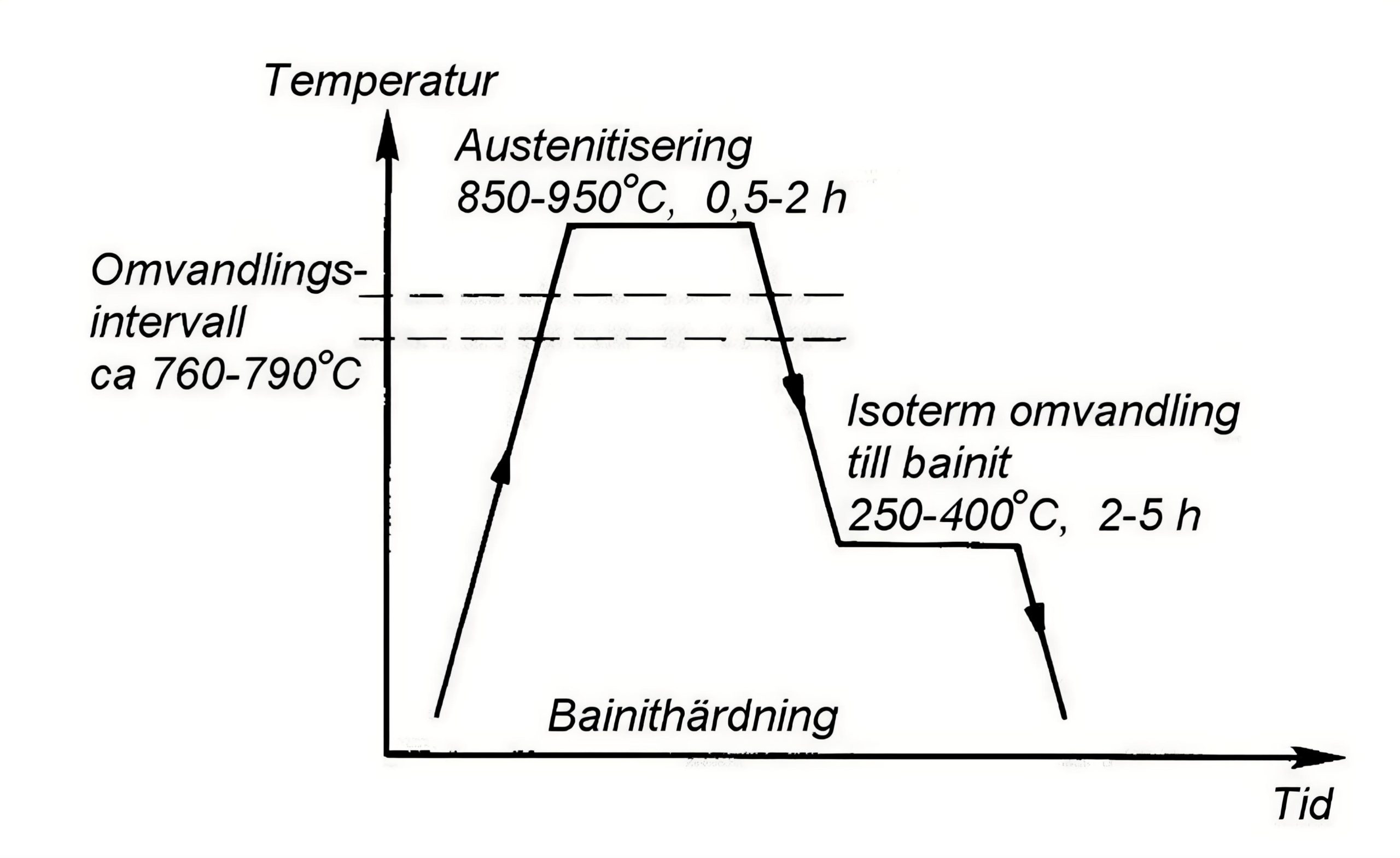
De mekaniska egenskaperna hos ausferritiskt segjärn styrs av grundmassans typ och sammansättning, som nås genom en särskild värmebehandlingsoperation/härdningsprocess. Först hålls materialet vid 850 – 950°C (austenitisering) under så lång tid så att austeniten mättas på kol. Vid denna temperatur skall en fullständig austenitisering av grundmassan ske. Från austenitiseringstemperaturen kyls materialet (svalningshastigheten måste vara tillräckligt hög för att undvika att perlit bildas). Kylning sker till 250 – 400°C, där det normalt hålls –i två till fem timmar beroende på önskade egenskaper. Austeniten omvandlas då helt eller delvis till ausferrit. Efter denna s.k. isoterma omvandling, som vanligen utförs i saltbad eller vid låga temperaturer i varm olja, sker svalning till rumstemperatur.
Figur 47. Exempel på värmebehandlingscykel för ausferritiskt segjärn.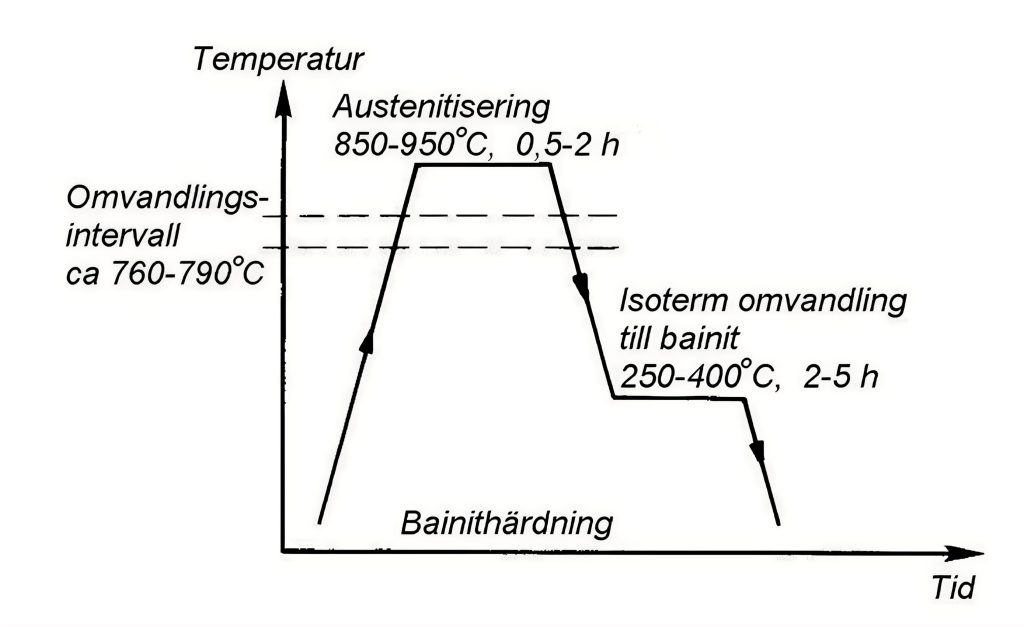
Ett ausferritiskt segjärn kan även erhållas i gjuttillståndet, det vill säga utan värmebehandling. Därvid krävs dock relativt stor legeringstillsats av molybden och/eller nickel, speciellt vid gjutgods med grova godstjocklekar. Vidare krävs att svalningsbetingelserna är lika från gång till gång för att erhålla jämna egenskaper.
Ausferritiskt segjärn kan inte användas vid förhöjda temperaturer, eftersom ej omvandlad austenit i strukturen bildar ferrit och järnkarbid. Materialet försprödas vid temperaturer över 300 – 350°C. Materialet bör därför inte användas vid temperaturer över 200 – 250°C vid högre belastning. Ausferritiskt segjärn behåller sin seghet ner till -40°C, under kortare tid ner till -100°C.
De goda hållfasthetsegenskaperna hos ausferritiskt segjärn tillsammans med goda buller- och vibrationsdämpande egenskaper jämfört med stål innebär att det i flera avseenden kan mäta sig med kvalificerat konstruktionsstål. Typiska användningsområden för ausferritiskt segjärn är kugghjul, snäckhjul, kranhjul, pumphus och pumphjul. Sammanfattningsvis handlar det om detaljer som utsätts för höga krav med avseende på dynamisk hållfasthet och nötningsbeständighet. Denna typ av maskinelement kan bearbetas i värmebehandlat tillstånd och behöver ej ythärdas efter bearbetning. I figurerna nedan ges några exempel.


3.4.5 Seghärdat segjärn
Användningsområdet för seghärdat segjärn är till stor del detsamma som för ausferritiskt segjärn, men tillverkningsprocessen skiljer sig åt.
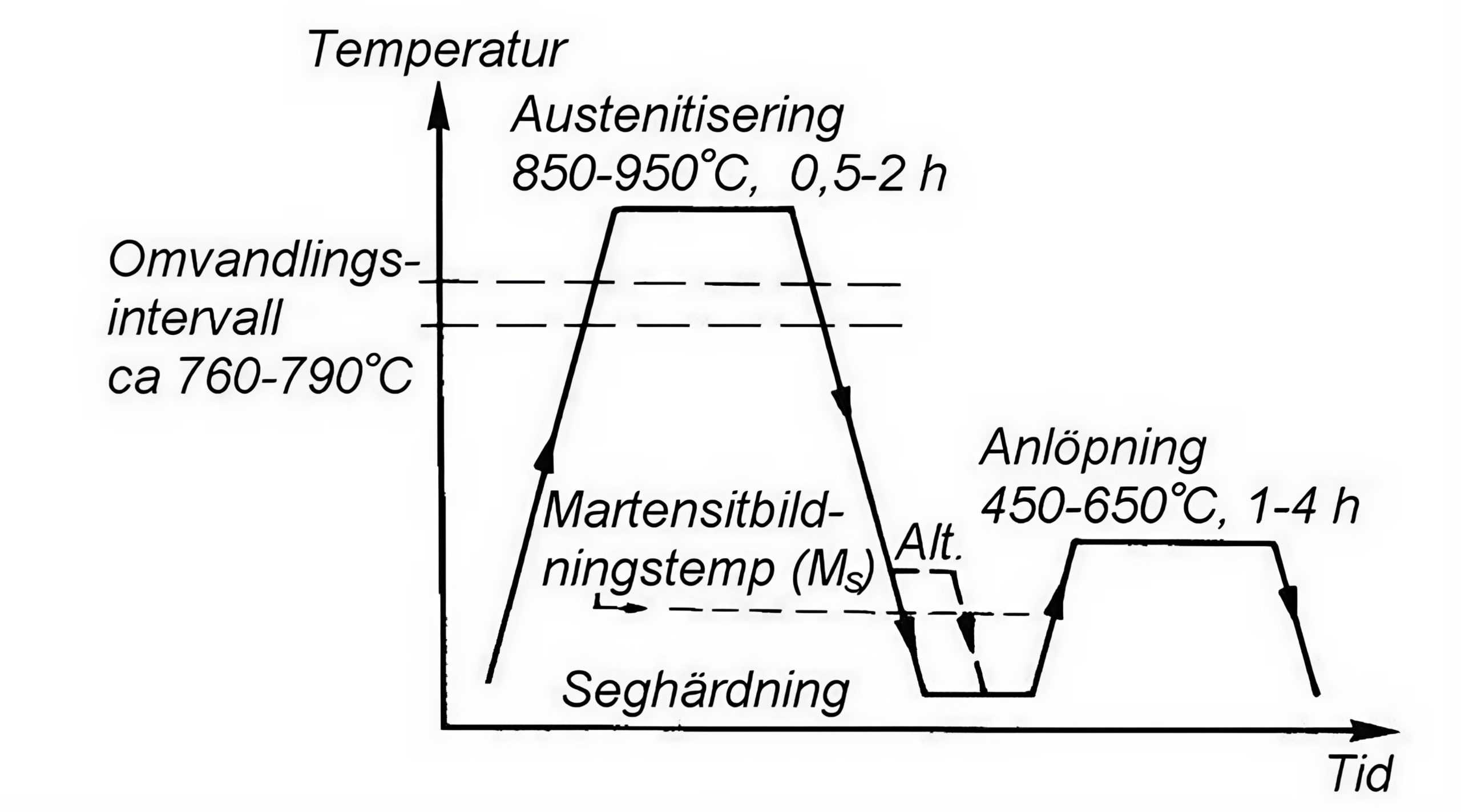
Vid framställning av seghärdat segjärn får materialet på samma sätt som vid framställning av ausferritiskt segjärn genomgå en austenitisering vid 850 – 950°C. Materialet snabbkyls därefter vanligen i vatten eller olja till rumstemperatur eller något förhöjd temperatur. Austeniten omvandlas härvid till martensit med inslag av restaustenit. I detta tillstånd är segjärnet hårt och sprött (500 – 550 HB). För att ett segare material skall åstadkommas görs en anlöpning. Denna innebär att segjärnet under några timmar hålls i temperaturintervallet 450 – 650°C beroende på önskade egenskaper.
Figur 50. Värmebehandlingscykel för seghärdning.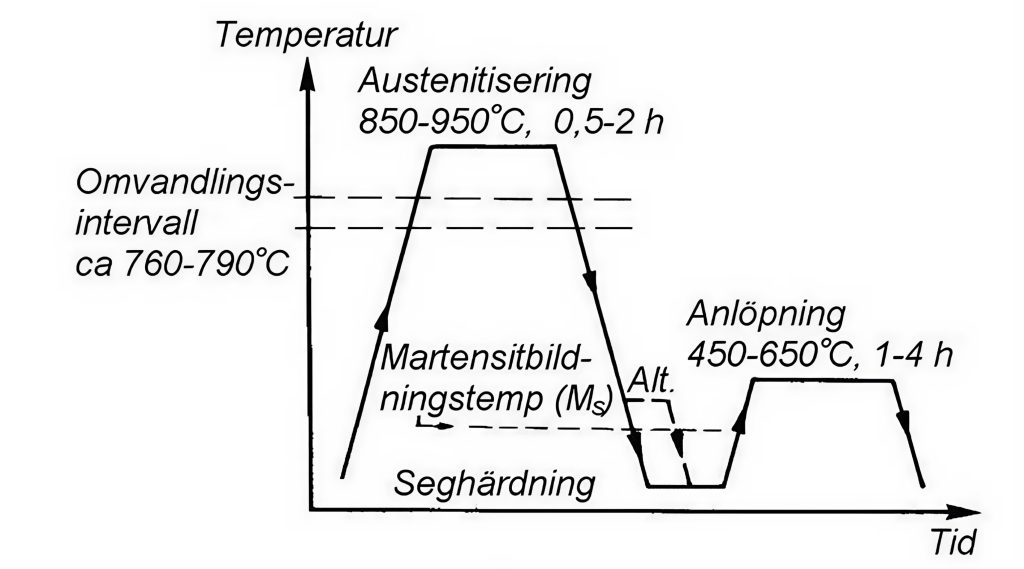
För att reducera sprickrisken och formförändringar förekommer ibland kylning i flera etapper, så kallad etapphärdning. Därigenom utjämnas de spänningar som uppkommer vid kylning och strukturomvandling. Motsvarande sprickrisk föreligger ej vid bainithärdning i samband med framställning av bainitiskt segjärn.
3.4.6 Segjärnsbehandling
Som nämnts tidigare framställs segjärn genom inlegering av låga halter av magnesium i gjutjärnssmältan.
Vanligaste magnesiumbaslegeringen i Sverige är FeSiMg med ungefär fem till sex procent magnesium och mindre mängder kalcium och aluminium. Vissa legeringar kan erhållas med mindre mängder cerium och andra sällsynta jordartsmetaller.
För att undvika oönskade reaktionsprodukter med magnesium, till exempel magnesiumsulfid (MgS), skall svavelhalten i basjärnet vid segjärnsbehandlingen vara så låg som möjligt.
Normalt ligger den eftersträvade magnesiumhalten i det färdiga gjutgodset i intervallet 0,03 – 0,06 procent. Det lägsta värdet gäller för snabbt stelnade tunna sektioner. Slutmagnesiumhalten är beroende av den avklingning som sker från avslutad magnesiumbehandling till dess att detaljen gjutits. Om magnesiumhalten blir för hög kan smältan bli trögflytande samt ge karbider.
För magnesiumtillsatsen och själva segjärnsbehandlingen, finns flera olika metoder tillgängliga. I Sverige är idag de vanligaste metoderna sandwichmetoden och skänklocksmetoden. Vid tillverkning av kompaktgrafitjärn är trådinjektionsmetoden vanligast. Tabellen nedan ger en översikt över vanliga metoder som finns tillgängliga och som förekommer i olika länder.
Tabell 22. Segjärnsbehandlingsmetoder
De viktigaste faktorerna som påverkar behandlingsresultatet är:
- Svavelhalten i basjärnet
- Typ av kvalitet i tråden (gäller trådmatning)
- Geometrin hos behandlingsskänken
- Behandlingstemperatur
- Matningshastighet/Behandlingstid (gäller trådmatning)
- Utformning och placering av behandlingsenheten
Vid val av behandlingsmetod bör bland annat följande beaktas:
- Vikt och antal detaljer som skall produceras
- Behandlingsstorlek
- Tillgängligt golvutrymme
- Kapacitetsbehov
- Automatiseringsbehov
- Smält- och varmhållningsugnar
- Fordringar och specifikationer på tillverkad produkt
- Miljökrav
- Kostnader
De vanligaste metoderna beskrivs i det följande.
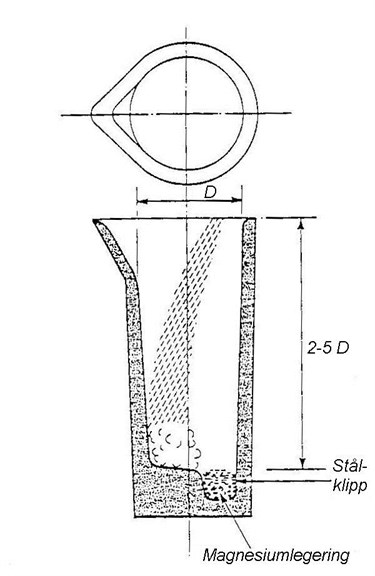
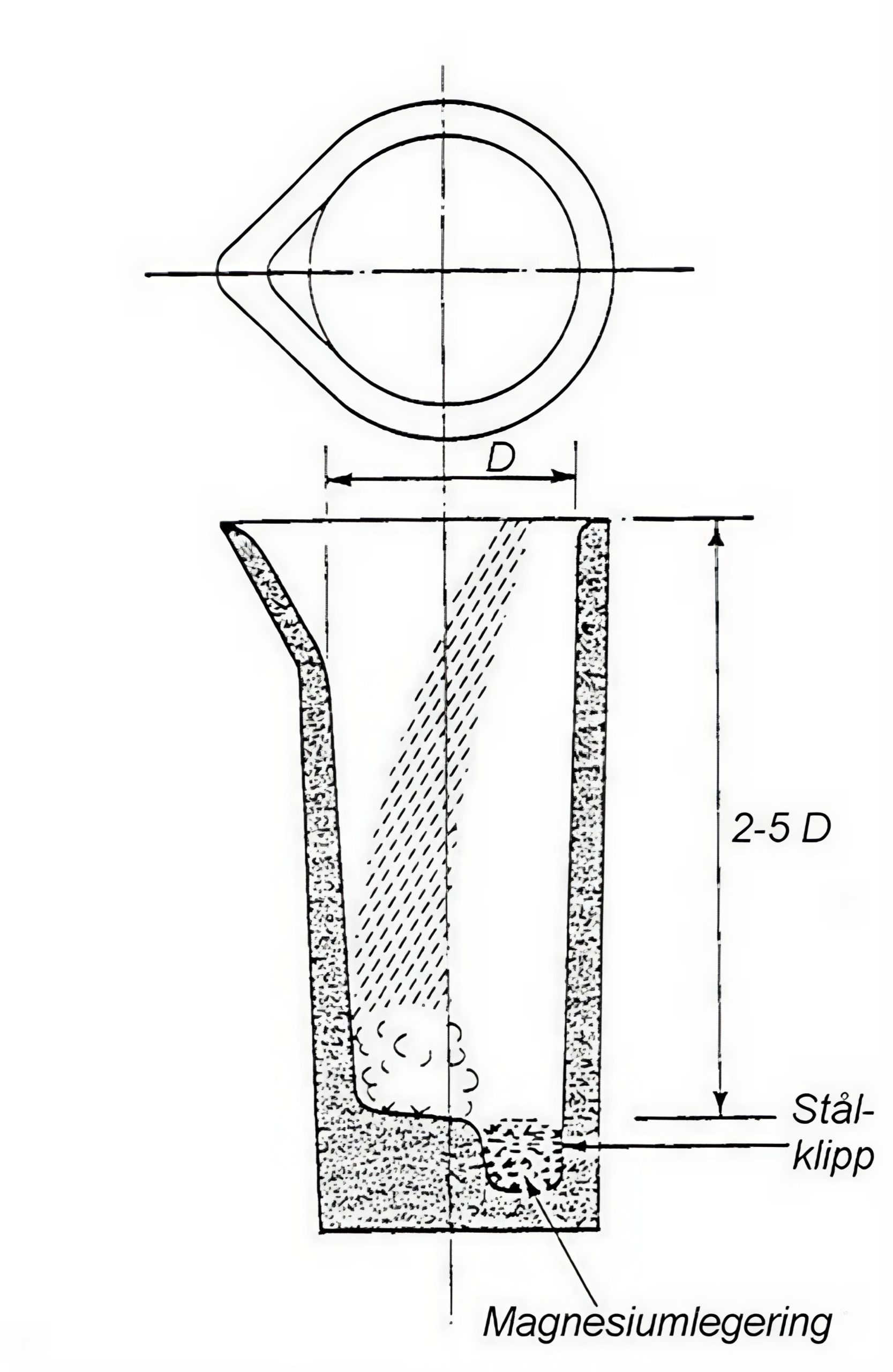
Sandwichmetoden
Vid tillverkning av stora tonnage segjärn är Sandwichmetoden (Figur 50) den vanligaste. Magnesiumlegeringen placeras i botten av skänken och skyddas med fint stålklipp för att fördröja starten på reaktionen. Stålklippsandelen är ungefär två procent av behandlingsmängden. En del av ympmedlet brukar läggas tillsammans med magnesiumlegeringen. Vanligen används magnesiumlegeringar med fem till sex procentmagnesium och resten järn och kisel. Skänkens höjd är vanligen två gånger diametern eller högre.
Figur 51. Sandwichmetoden.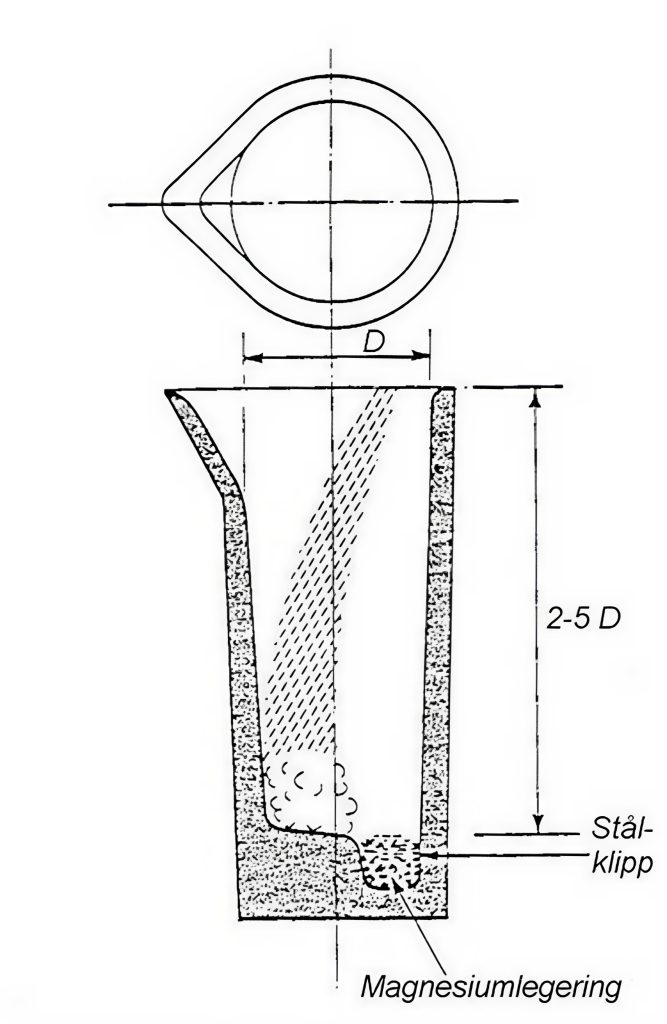
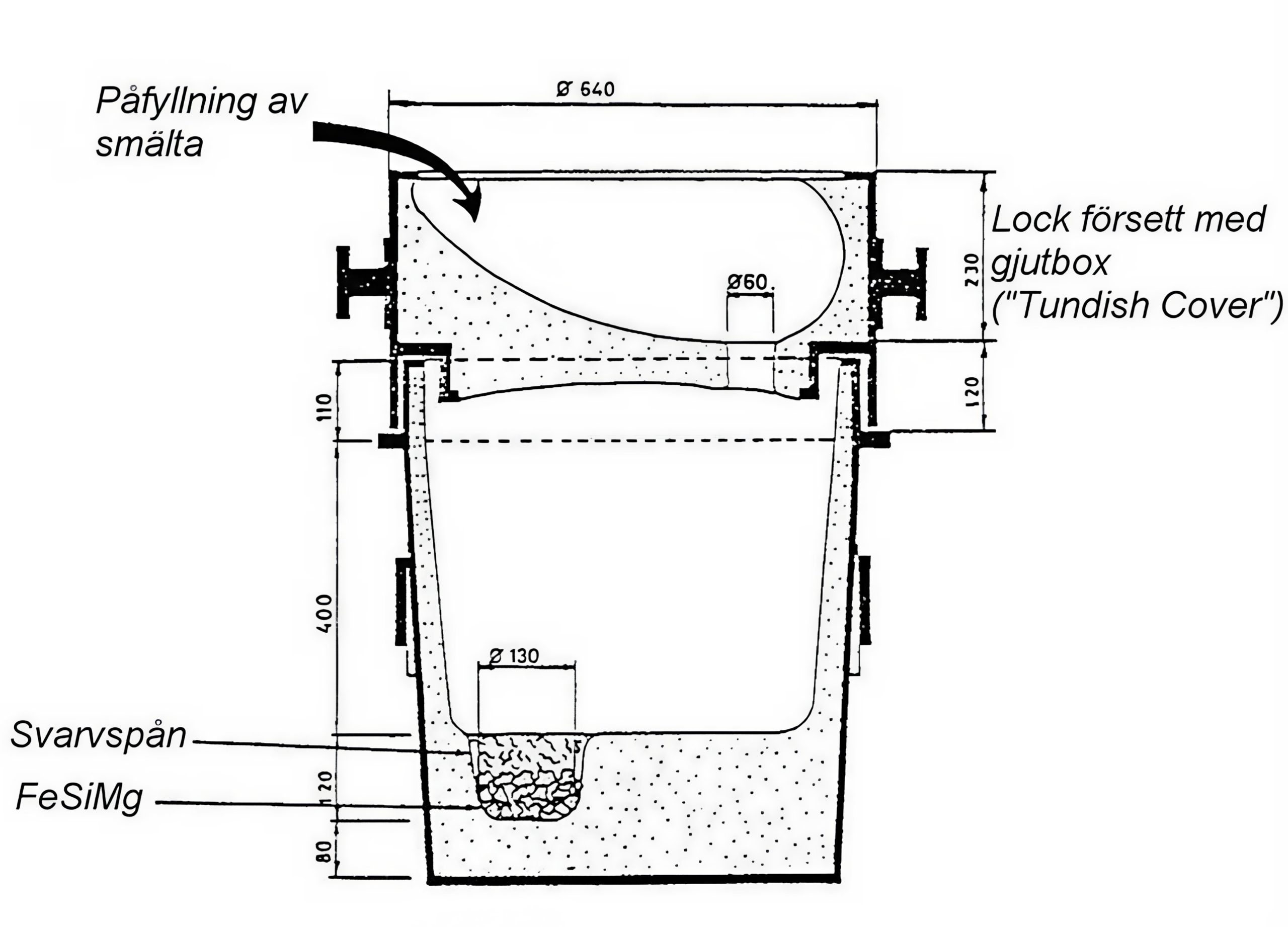
Skänklocksmetoden (Tundish Cover)
Skänklocksmetoden innebär att behandlingen utförs i en skänk med ett speciellt utformat lock. Denna metod är den mest använda vid behandling av segjärn i skänk. Metoden beskrevs första gången 1976 i en QIT bok ”Ductile Iron I Production”. Jämfört med sandwichmetoden ger den följande fördelar:
- Högre magnesiumutbyte
- Jämnare magnesiumutbyte
- Reducerad slaggbildning
- Mindre temperaturförluster
- Mindre rök- och ljusutveckling från magnesiumoxid.
- Bättre arbetsmiljö
Figur 52. Behandlingsskänk typ ”Tundish Cover” med 500 kg behandlingstorlek.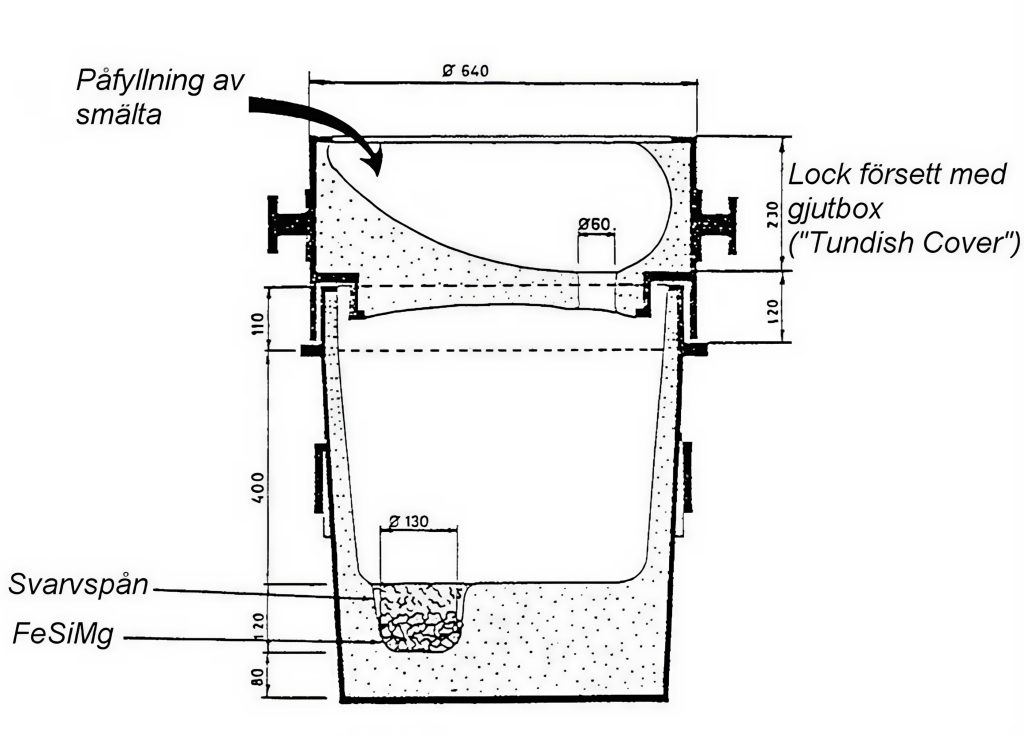
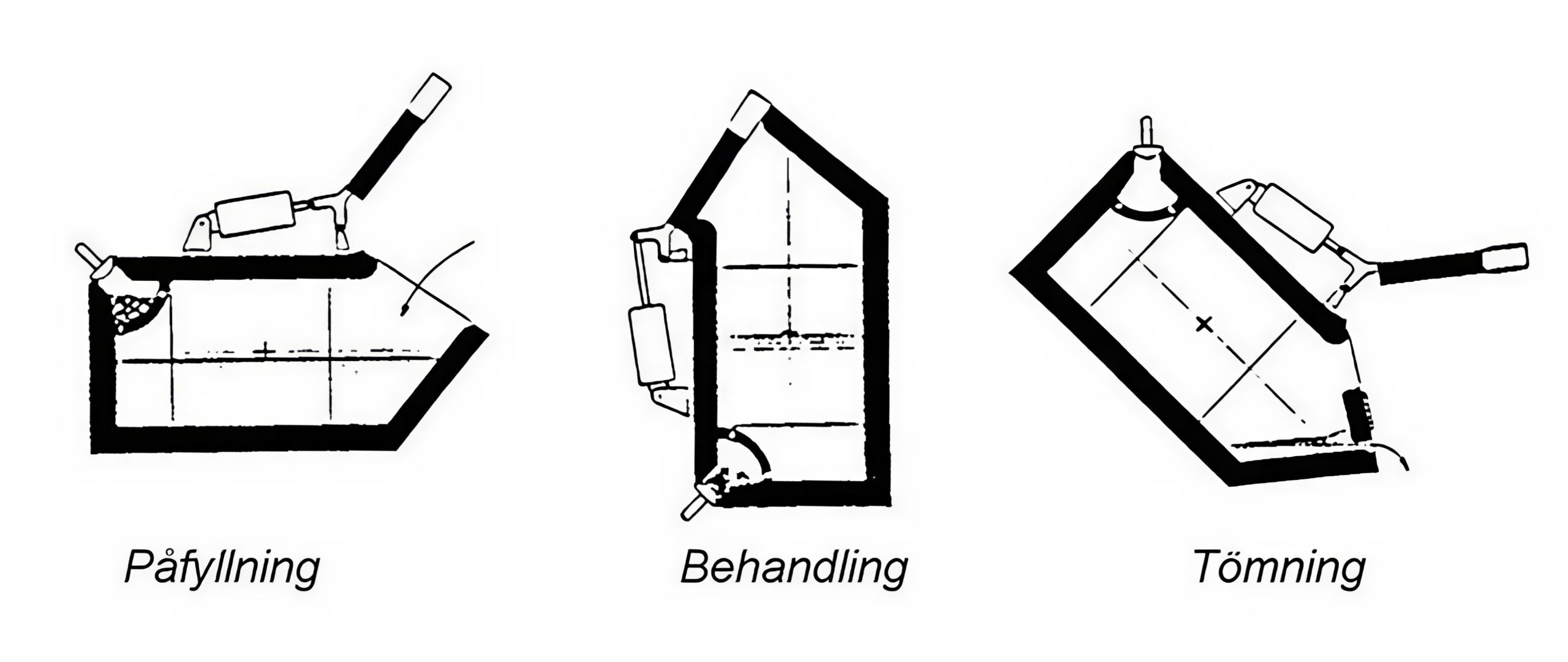
Konverter
Behandlingskärlet (konvertern) har en cylindrisk form och är vridbart kring en axel (Figur 52). I botten mot sidoväggen finns en reaktionskammare, som har en öppning genom konverterväggen. I kammaren placeras tackor innehållande 100 procent magnesium. Reaktionen med smältan sker genom de hål som finns i kammaren då konvertern är i vertikalt läge. Relativt höga magnesiumutbyten erhålls. Bassmältan kan tillåtas hålla förhållandevis hög svavel- och kiselhalt.
Figur 53. Konvertermetoden enligt +GF+.
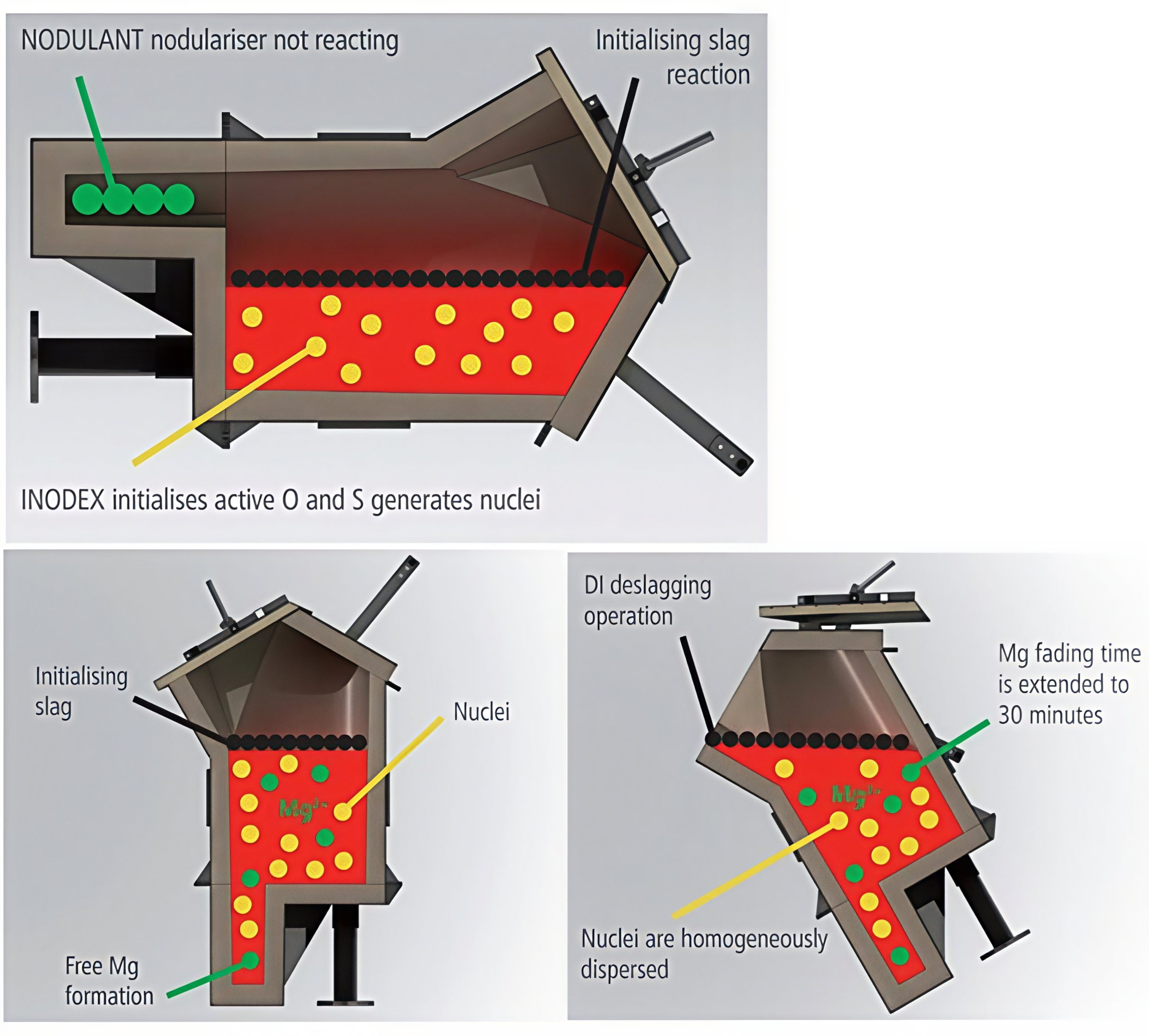
Under senare år har en annan typ av konverterteknik utvecklats av Foseco, som heter INITEK. Till denna används en FeSiMg-legering (NODULANT) vid behandlingen. Smältan förbehandlas med cirka 0,4 procent INODEX, som bland annat innehåller barium. Denna tillsats förbättrar utbytet av magnesium.
Figur 54. Segjärnsbehandling enligt INITEK-metoden i tre steg (Foseco).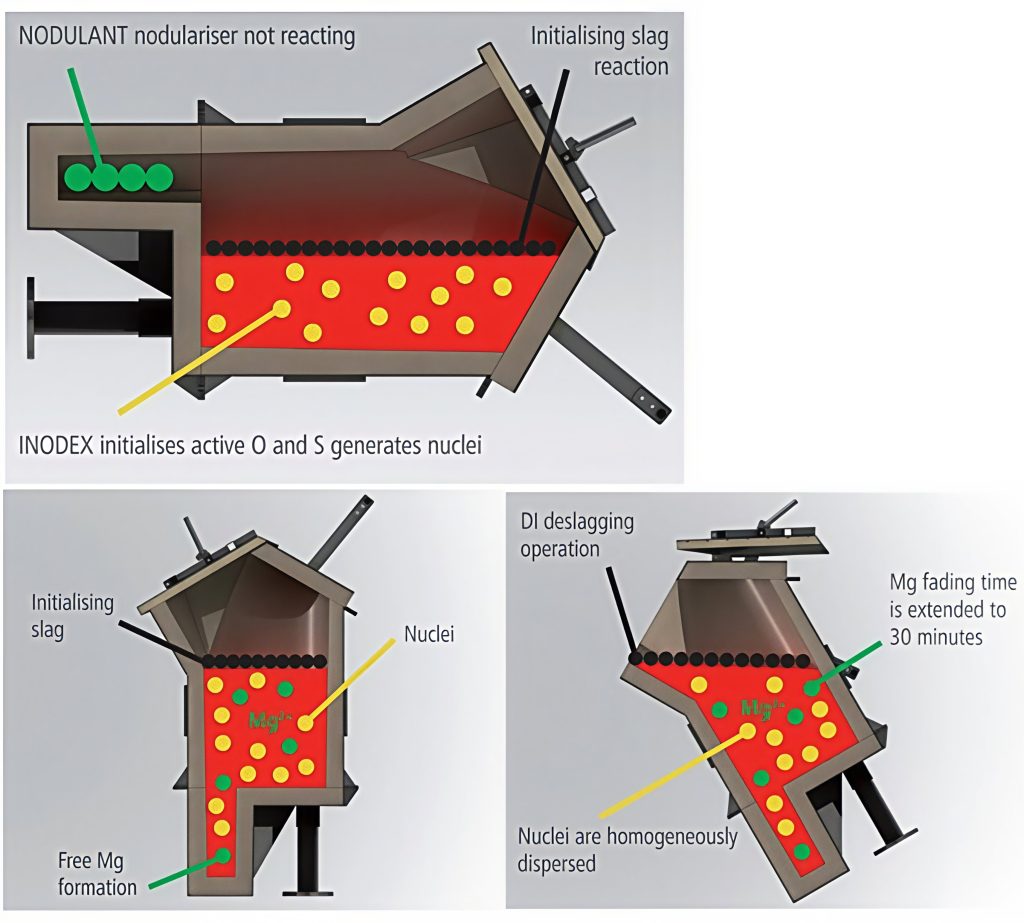
Trådinjektion
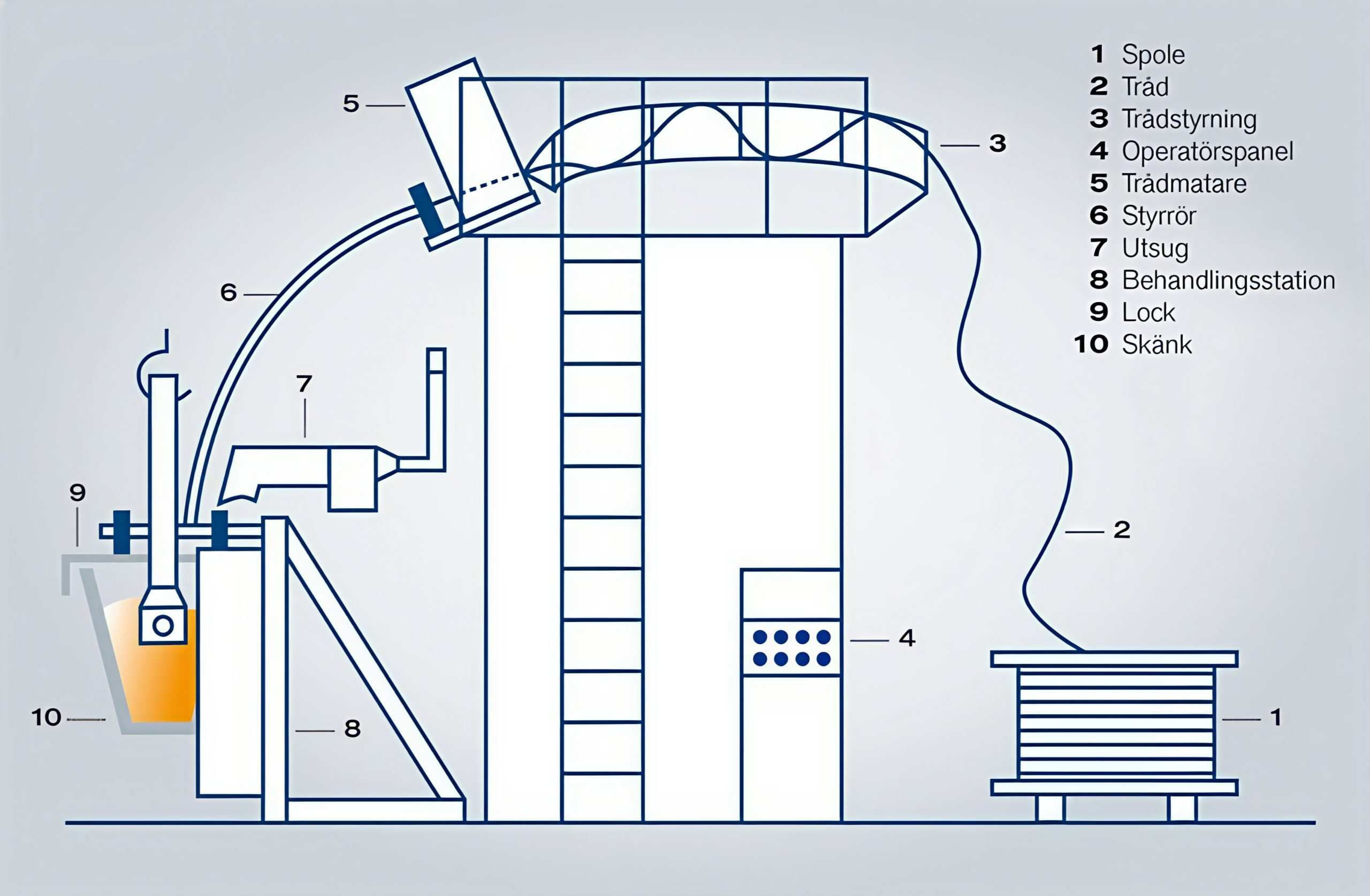
Vid trådinjektion är Mg-legeringen innesluten i en tråd i form av ett rör. Typiska rördiametrar är 9 till 13 millimeter. Tråden levereras fylld med legeringen i rullar ofta innehållande flera tusen meter tråd. Tråden matas med drivna rullar ner i smältan med en styrd hastighet. Leverantörer av tråd för segjärnsbehandling erbjuder normalt en rad olika legeringar, vanligtvis uppbyggda av finkornigt granulat av magnesium eller magnesiumlegeringar. Denna teknik är vanlig vid tillverkning av kompaktgrafitjärn och kombineras då ofta med trådympning.
Figur 55. Segjärnsbehandling med tråd.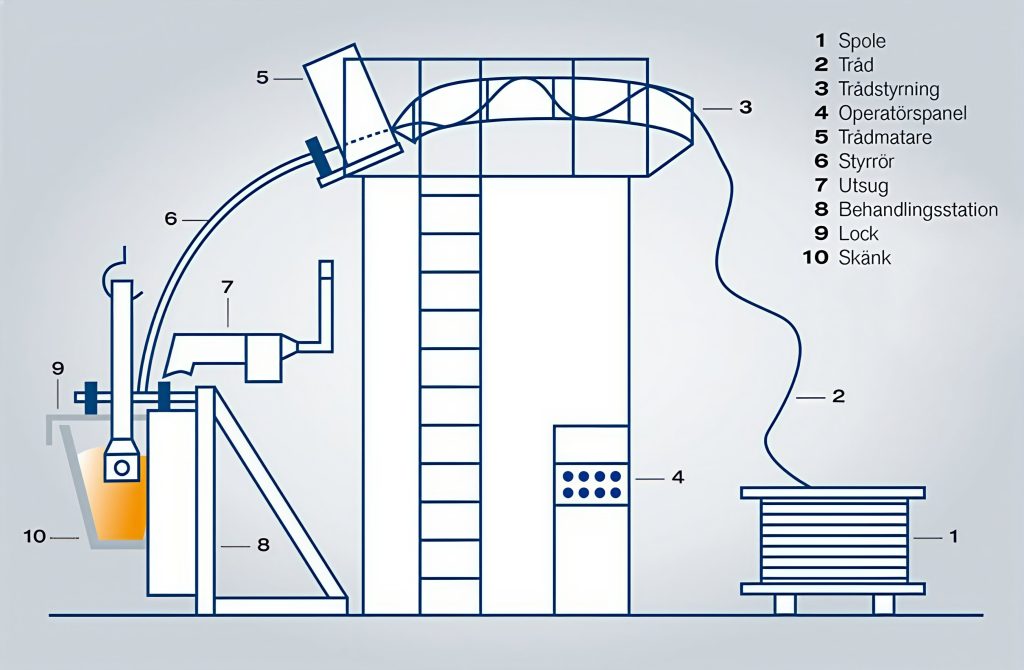
Inmold
Inmoldmetoden skiljer sig från de tidigare beskrivna metoderna genom att behandlingen sker i gjutformen (Figur 55). Metoden används främst i gjuterier som tillverkar segjärnsgjutgods i långa serier.
En FeSiMg-legering placeras i en reaktionskammare i formen. Att så sker kontrolleras vanligtvis med en fotocell. Metoden uppges ge följande fördelar jämfört med konventionella metoder:
- Bättre magnesiumutbyte.
- Ingen avklingningseffekt.
- Mindre tendens till cementitbildning.
- Magnesiumhalten kan styras för att passa ett visst gjutstycke.
- Bättre arbetsmiljö genom reducerad mängd magnesiumrök.
För att fullgott resultat skall uppnås med metoden krävs bland annat korrekt utformat gjutsystem samt en väl avpassad gjuthastighet.
Figur 56. Inmoldmetoden.
Injektionsmetoden
Ytterligare en teknik för att föra in magnesium i smältan är genom injektion. Detta sker genom att ett pulver som innehåller magnesium förs in i smältan via en speciellt utformad lans. Bärgas är vanligtvis kväve. Metodens användning är okänd.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}