2.2.1 Konstruktionsanvisningar
Texterna tar bland annat upp hur man tillverkar gjutgods kostnadseffektivt, vad man kan göra för att om möjligt undvika ha kärnor samt hur man underlättar för bearbetning.
2.2.2 Kostnad för modellutrustning, kokiller och formverktyg
Vid tillverkning av gjutgods i engångsformar utgör kostnaden för modeller, kärnlådor och eventuella fixturer ofta en väsentlig del av det färdiga gjutstyckets kostnad. Speciellt gäller detta vid gods som tillverkas i korta serier. Analogt gäller vid gjutning i permanenta formar att kostnaden för kokiller och formverktyg är förhållandevis hög. Med hänsyn härtill bör det eftersträvas att ge gjutgodset så enkla former som möjligt.
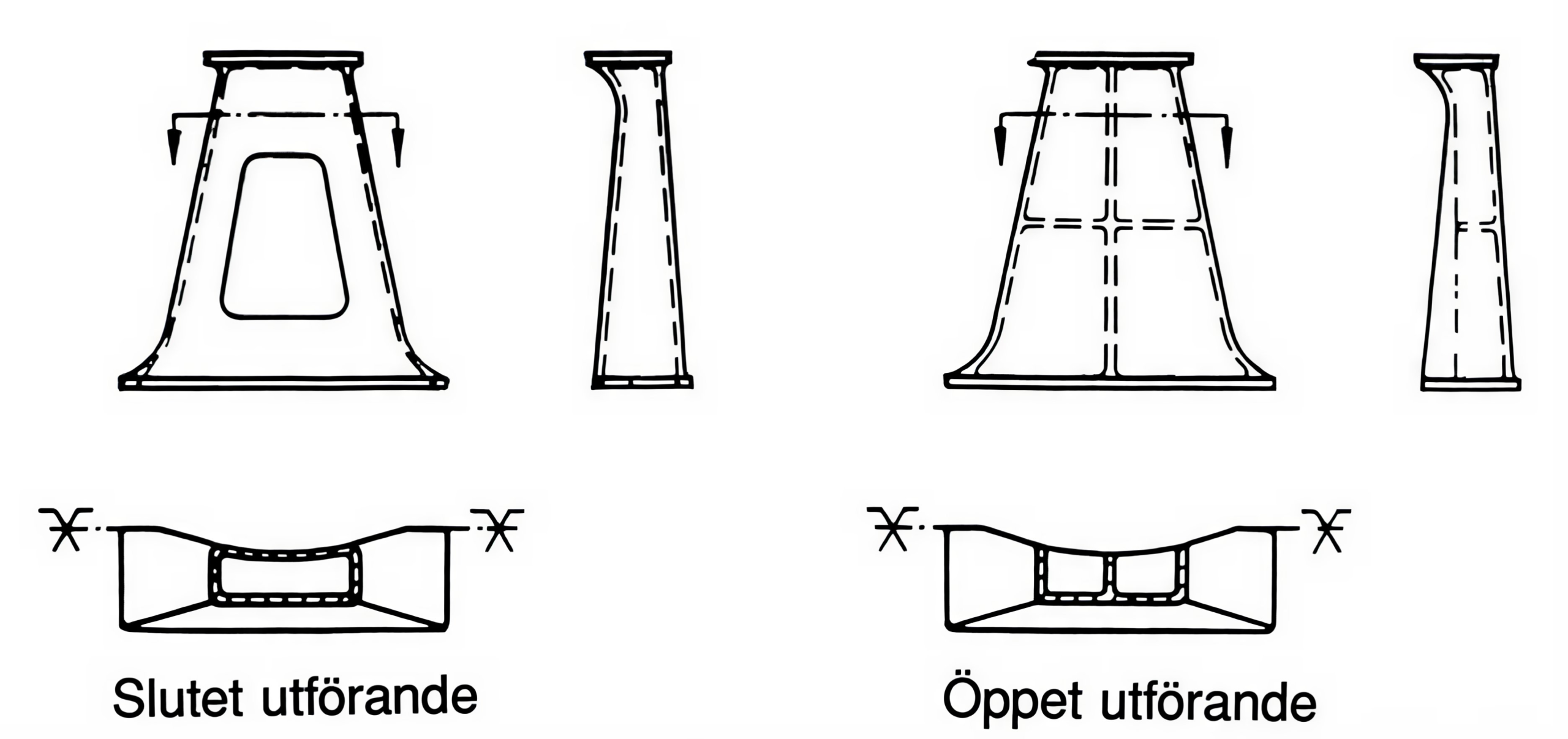
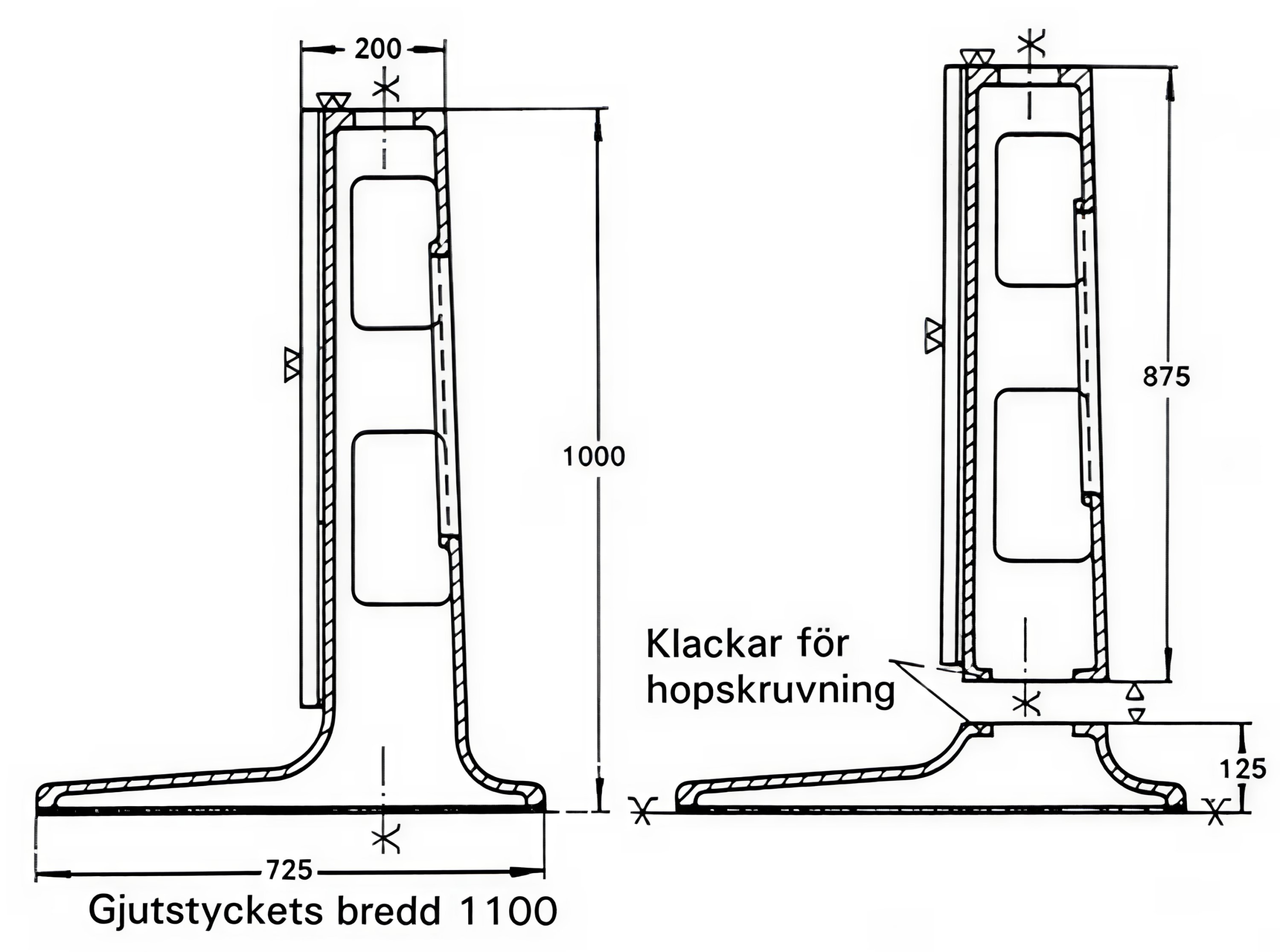
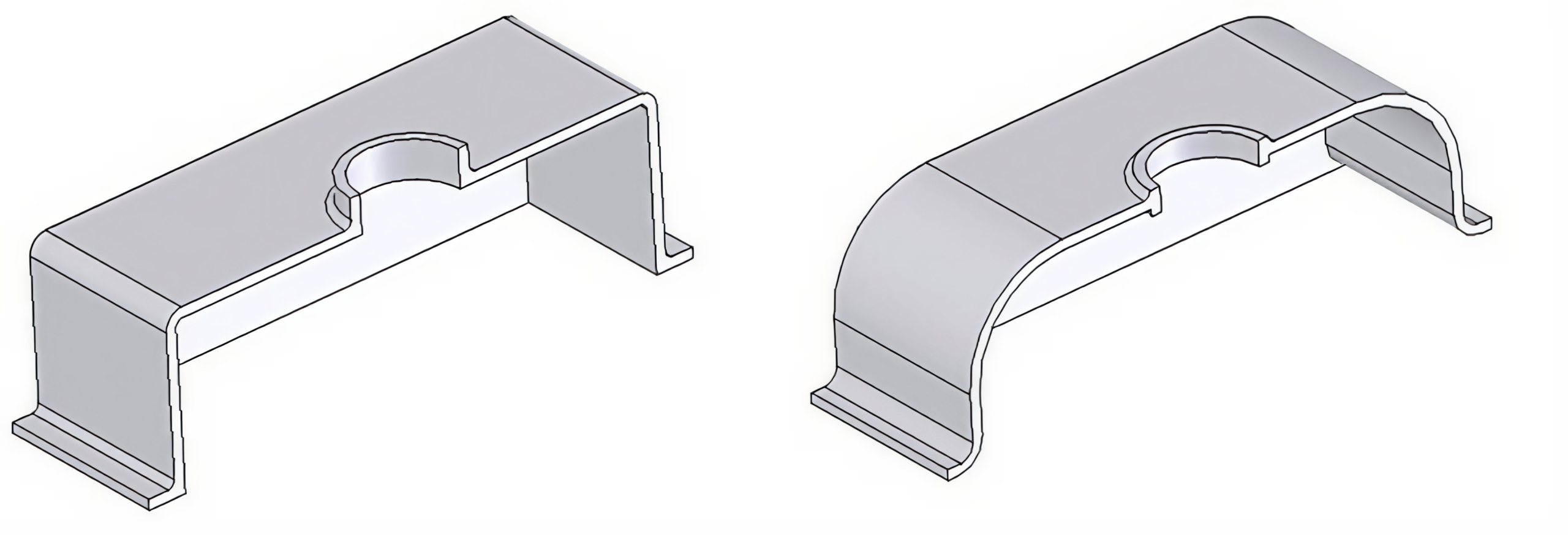
Kan en gjuten komponent utformas så att ”öppen” profil erhålls är detta oftast fördelaktigt (Figur 3). Modellutrustningen till ett gjutstycke med ”öppen” profil är i regel billigare än modellutrustningen till en ”sluten” profil. Därtill kommer minskade kostnader genom att ingen kärna behöver tillverkas och hanteras. En nackdel vid övergång från ”sluten” till ”öppen” profil enligt figuren är dock den lägre hållfastheten om konstruktionen utsätts för exempelvis en böj- eller vridbelastning.

Figur 3. Jämförelse sluten och öppen design av gjuten komponent.
Vid ”öppet” utförande som till höger krävs inga kärnlådor och modellutrustningen är därför billigare än vid det ”slutna” utförandet till vänster. Hålrummet måste här formges av en kärna. Det ”öppna” utförandet ger ungefär 30 procent lägre investering i modellutrustningen än det ”slutna” och dessutom sänkta produktionskostnader och ökad produktivitet. Rensningsarbetet underlättas då risken för grader minskar eller elimineras helt då grader kan styras till utåtgående ytor.
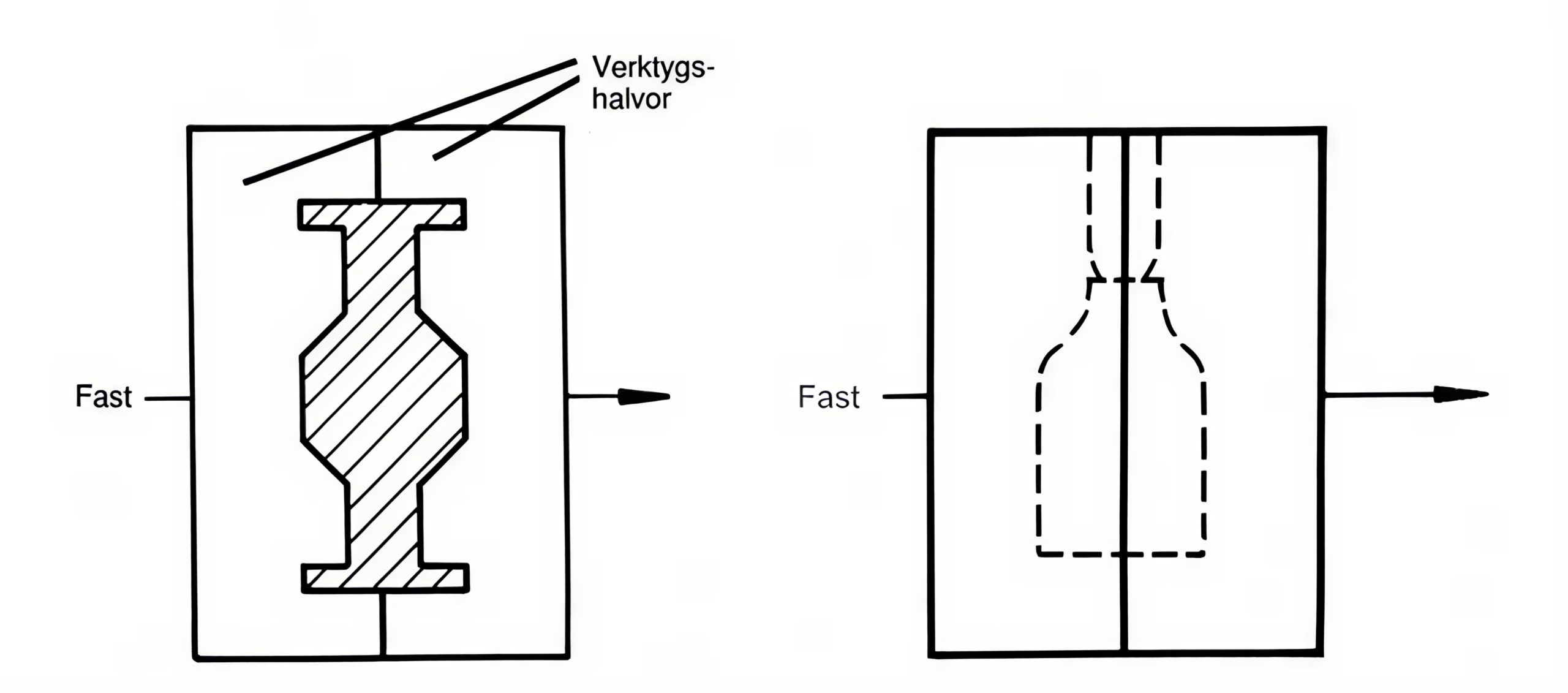
Vid kokill- och pressgjutning bör om möjligt komponenten utformas så att kokiller respektive verktyg är tvådelade. Det är viktigt för att begränsa kostnaden för verktyget och göra så att antalet avgjutningar per tidsenhet blir det största möjliga. Geometrier bör dessutom förberedas så att det går att placera utstötare som kommer att ge små märken på gjutgodsets yta.
Figur 4. Exempel på tvådelat verktyg.

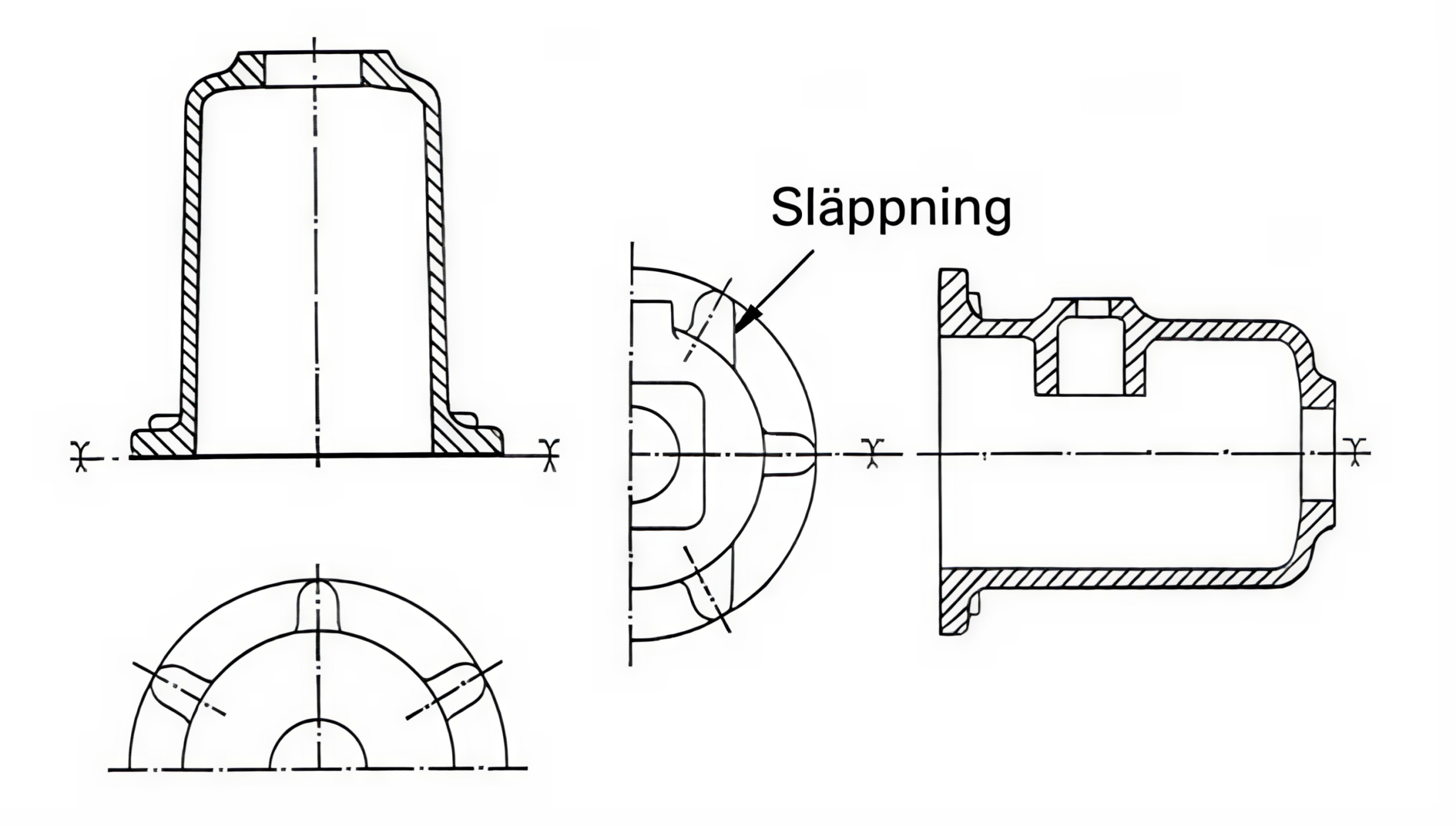
Figur 5. Exempel på en tre- och fyrdelad kokill för att åstadkomma god släppning.
Är det inte möjligt med en tvådelad kokill enligt Figur 4 kan det bli nödvändigt att tillgripa en tre- eller fyrdelad kokill. Figur 5 visar ett exempel på en tre- och fyrdelad kokill. Tre- och fyrdelade kokiller kostar mer att tillverka än tvådelade kokiller.
2.2.3 Släppning
En generell regel vid gjutning är att släppning krävs.
Vid gjutning i sandform måste modeller och kärnlådor förses med släppning för att form respektive kärna ej skall skadas vid dragningen. Vid gjutning i permanenta formar, kokill- och pressgjutning, krävs släppning för att den gjutna detaljen skall kunna tas ut ur formen efter gjutningen. Även permanenta kärnor måste förses med släppning för att undvika att komponenten krymper fast på kärnan.
En konsekvens av att släppning fordras är att man ej kan erhålla parallella godsytor i dragningsriktningen. Därför bör man vara tydlig om en var en måttangivelse mellan sådana ytor gäller. Ofta är det fördelaktigt att redan när komponenten beskrivs i modelleringen att ange hur släppningen ska läggas. Vidare är det gynnsamt att redan i designstadiet utforma gjutstycket så att det får en naturlig släppning.
Figur 6. Betydelsen av släppning vid gjutning i sandform.
Figur 7. Utforma gärna gjutstycket med naturlig släppning redan från början.
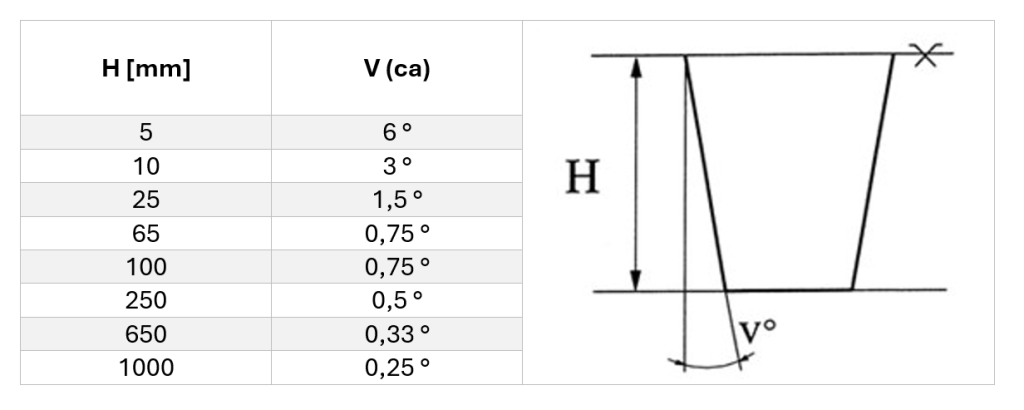
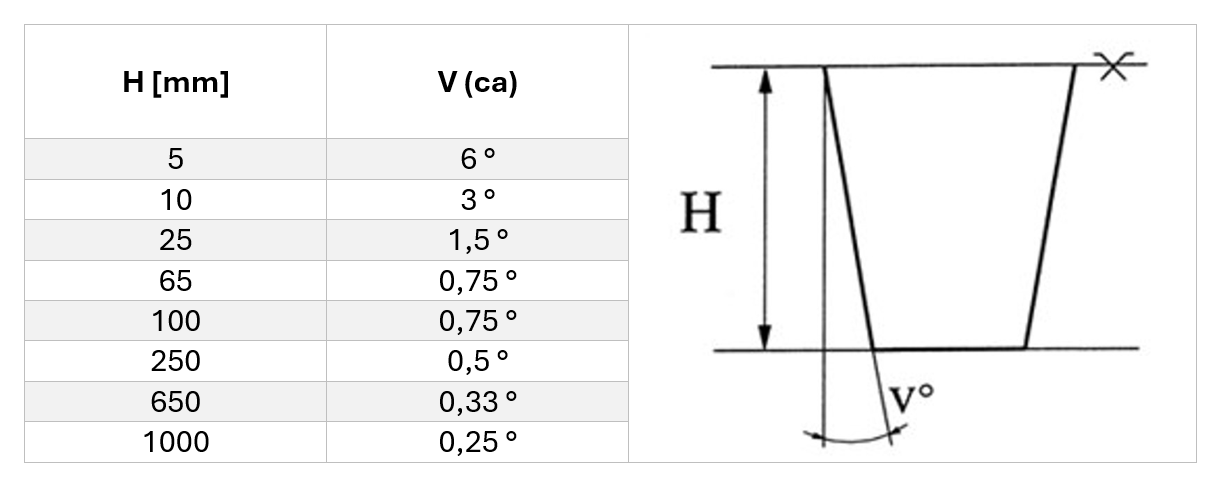
Riktvärden för släppningens storlek vid gjutning i sandform ges i Tabell 3. Vid kokillgjutning är normalt den minsta släppningsvinkel som kan tillåtas 1° vid utvändiga ytor, där detaljen krymper från kokillväggen. Vid invändiga ytor, där detaljen krymper kring en stålkärna rekommenderas släppningsvinkeln 2°.
För invändiga ytor bör släppningen väljas dubbelt så stor som för utvändiga.
Tabell 3. Riktvärden för modellsläppning vid formning i sandform.
2.2.4 Partning/Delning
Kontaktytan mellan två formdelar kallas partytan (delningsplan). Denna delar modellen längs partlinjen (delningslinjen) och kan helt ligga i ett och samma plan och benämns då som rak. I annat fall är den bruten eller nedsänkt.
I många fall kan ett gjutstycke partas/delas på flera olika sätt. Partningen/delningen beror inte endast på gjutstyckets form utan även på vald gjutmetod, hur många gjutstycken som skall tillverkas, vilken utrustning gjuteriet har för formning, kärntillverkning och rensning samt var bearbetade ytor är placerade.
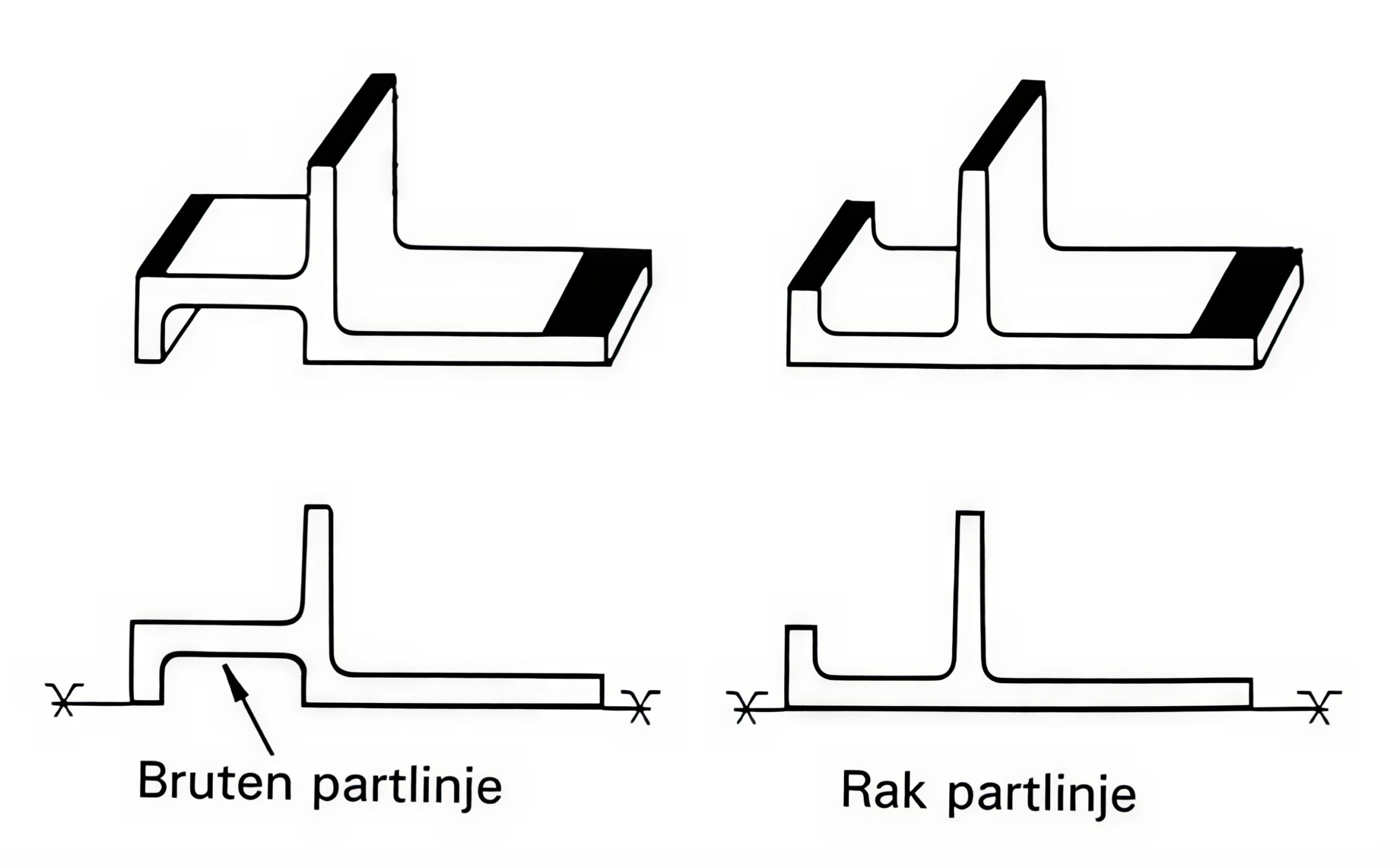
En generell regel är att en rak partlinje (delningslinje) bör eftersträvas, vilket kan ses i Figur 8 och Figur 9. Om detta inte är möjligt och en bruten partlinje (delningslinje) måste användas, medför det ofta dyrare gods på grund av ökade modell-, kokill-, formverktygs- och tillverkningskostnader. Vid vaxursmältningsmetoden och vid fullformsgjutning har utformningen av partlinjen (delningslinjen) normalt ingen betydelse även om verktygen måste kunna dras från vaxmodellen respektive polystyrenmodellen.

Figur 8. Exempel på olika partdelningar.
De svarta ytorna på perspektivbilderna, Figur 8 anger funktionsytor. Dessa ytor är lika i de båda utförandealternativen. Utförandet till höger ger genom den raka partlinjen (delningslinjen) gjuteritekniska fördelar och därigenom lägre kostnader.
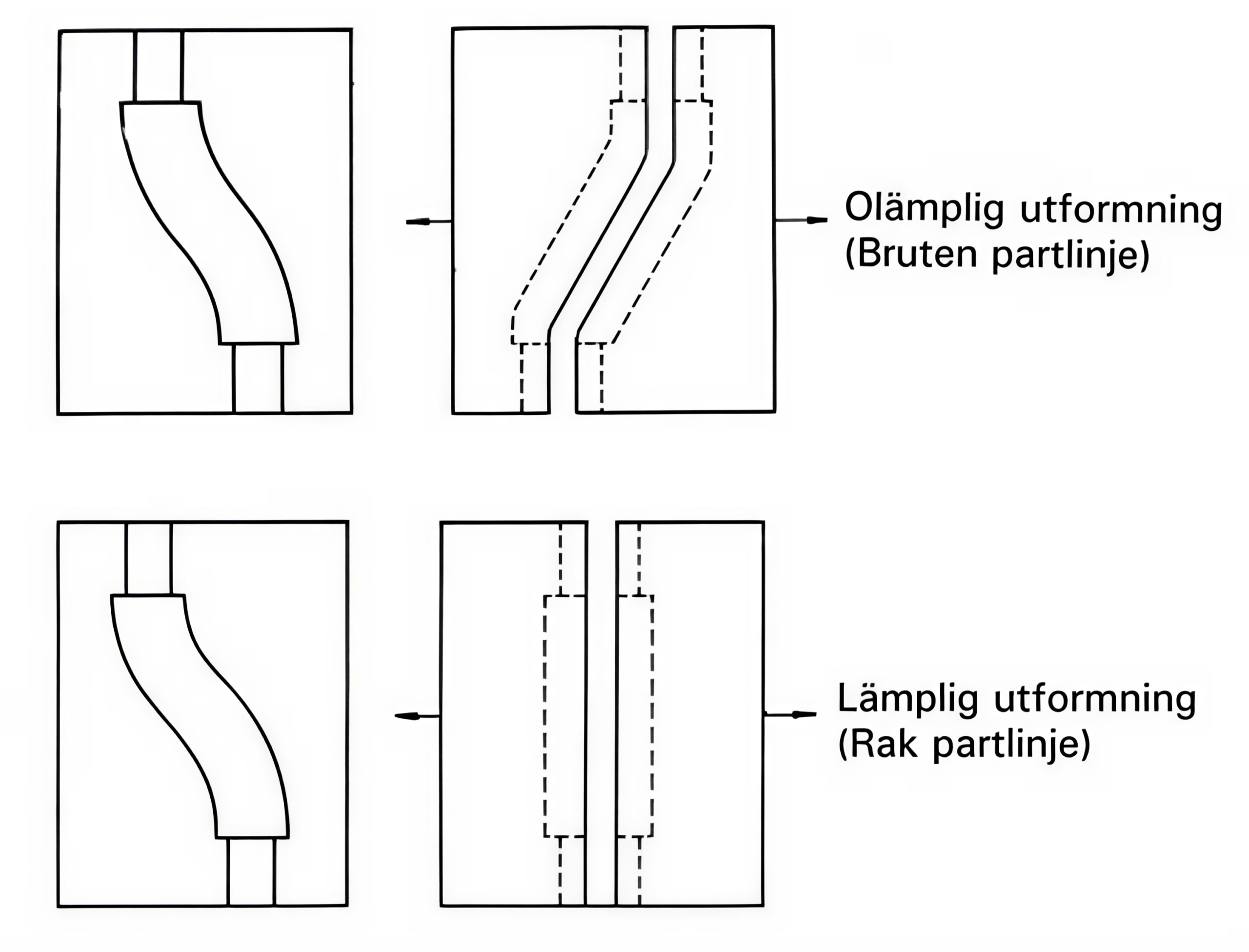
Figur 9. Exempel på partlinje vid permanenta verktyg.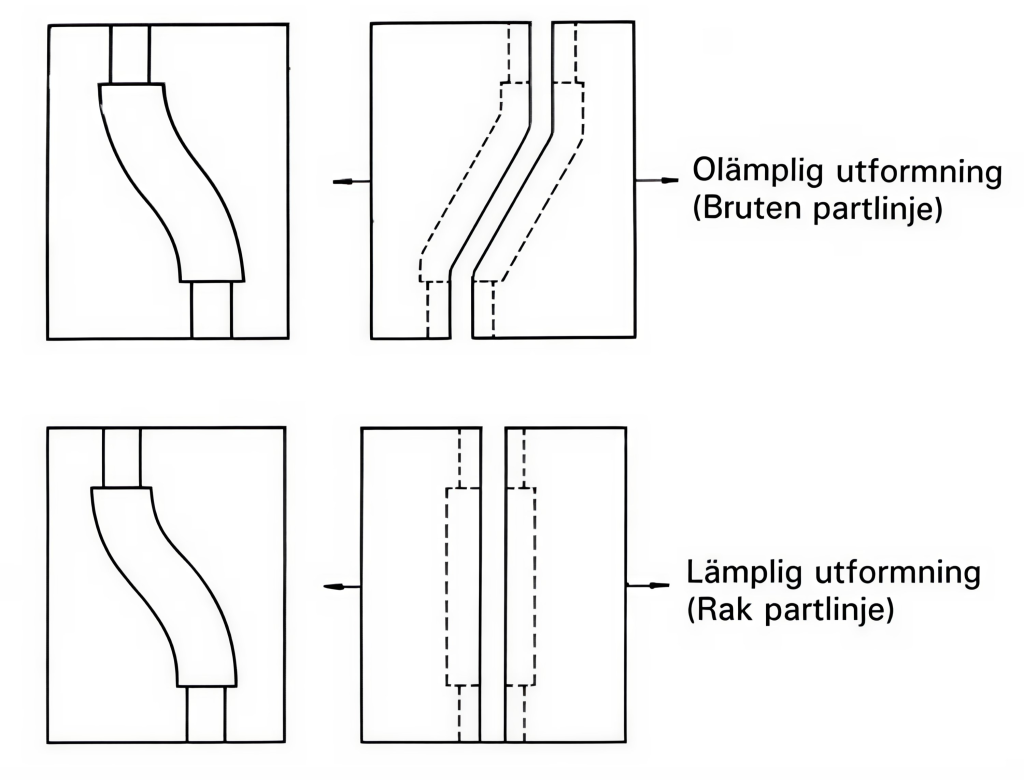
Ett permanent verktyg (för kokill- eller pressgjutning) med rak partlinje (delningslinje) är billigare än ett med bruten partlinje (delningslinje). Detta har stor betydelse då verktyget är förhållandevis dyrt att tillverka.

Figur 10. Utformning av förstärkande ytor för att uppnå släppning.
Vid partning/delning enligt den vänstra figuren hindrar vårtorna ej dragningen om denna sker parallellt med centrumlinjen. Om partning/delning i stället sker enligt den högra figuren måste vårtornas utformning ändras enligt figuren för att modelldragningen inte skall hindras.
Figur 11. Anpassning av kylflänsar och ribbor för att uppnå släppning.
2.2.5 Formens hållfasthet och storlek
När man utformar en detalj för gjutning i sandform bör man ta hänsyn till att form- och kärnmaterialen har en ganska begränsad hållfasthet.
Tunna formväggar skadas lätt och kan medföra gjutgodsfel (Figur 12). Kärnmaterial har normalt en bättre hållfasthet än formmaterial, vilket bör beaktas då tunna form- och kärnpartier måste finnas (Figur 13). På analogt sätt bör vid kokill- och pressgjutning hållfastheten hos kokillen respektive verktyget beaktas.
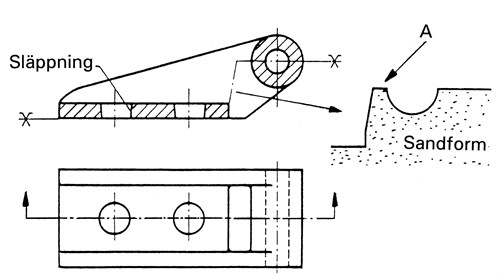
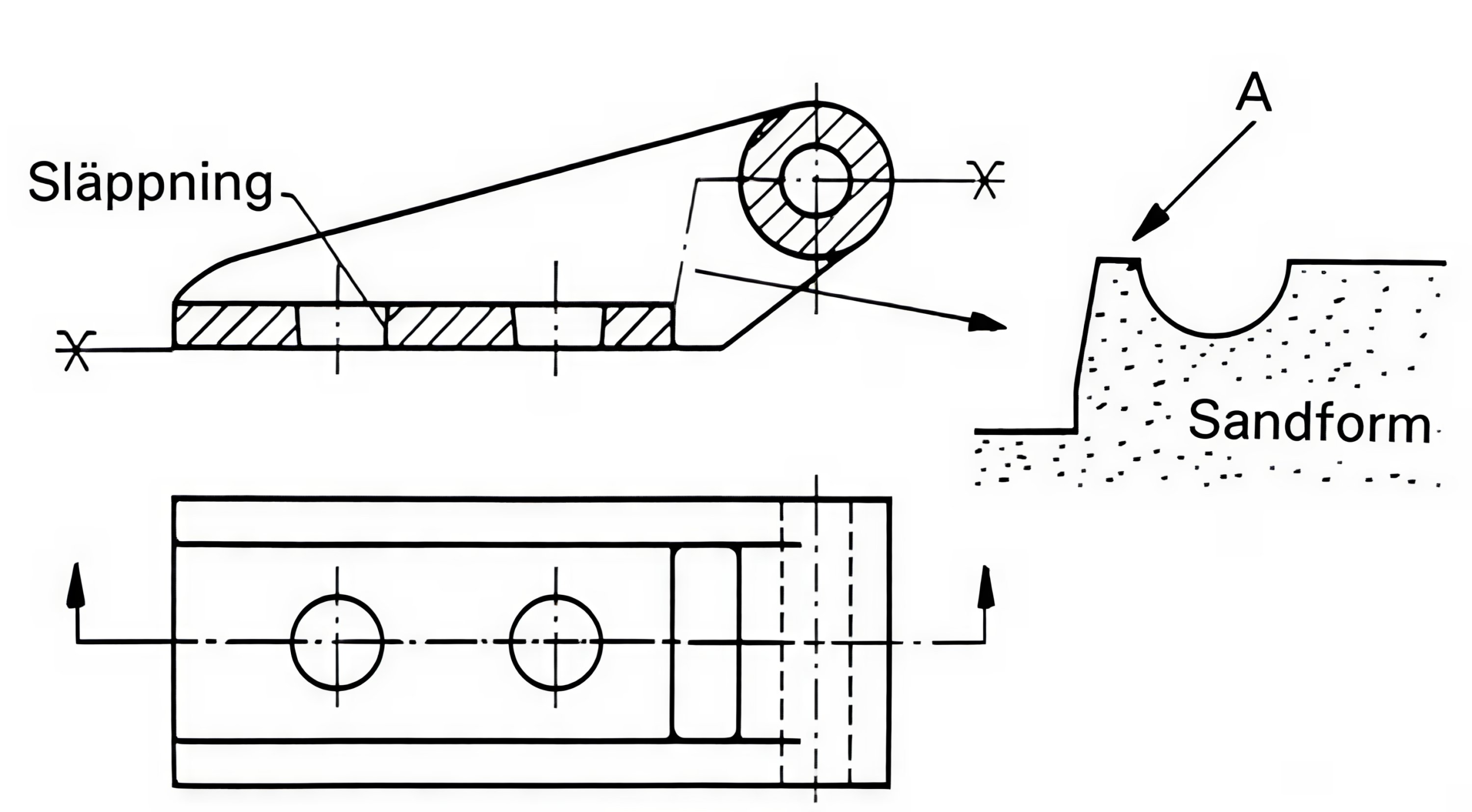
Figur 12. Formväggar måste utformas tillräckligt tjockt vid A.
Formpartiet vid A bör göras tillräckligt tjockt. I annat fall föreligger risk för att detta går sönder vid formdragningen eller under gjutningsmomentet.

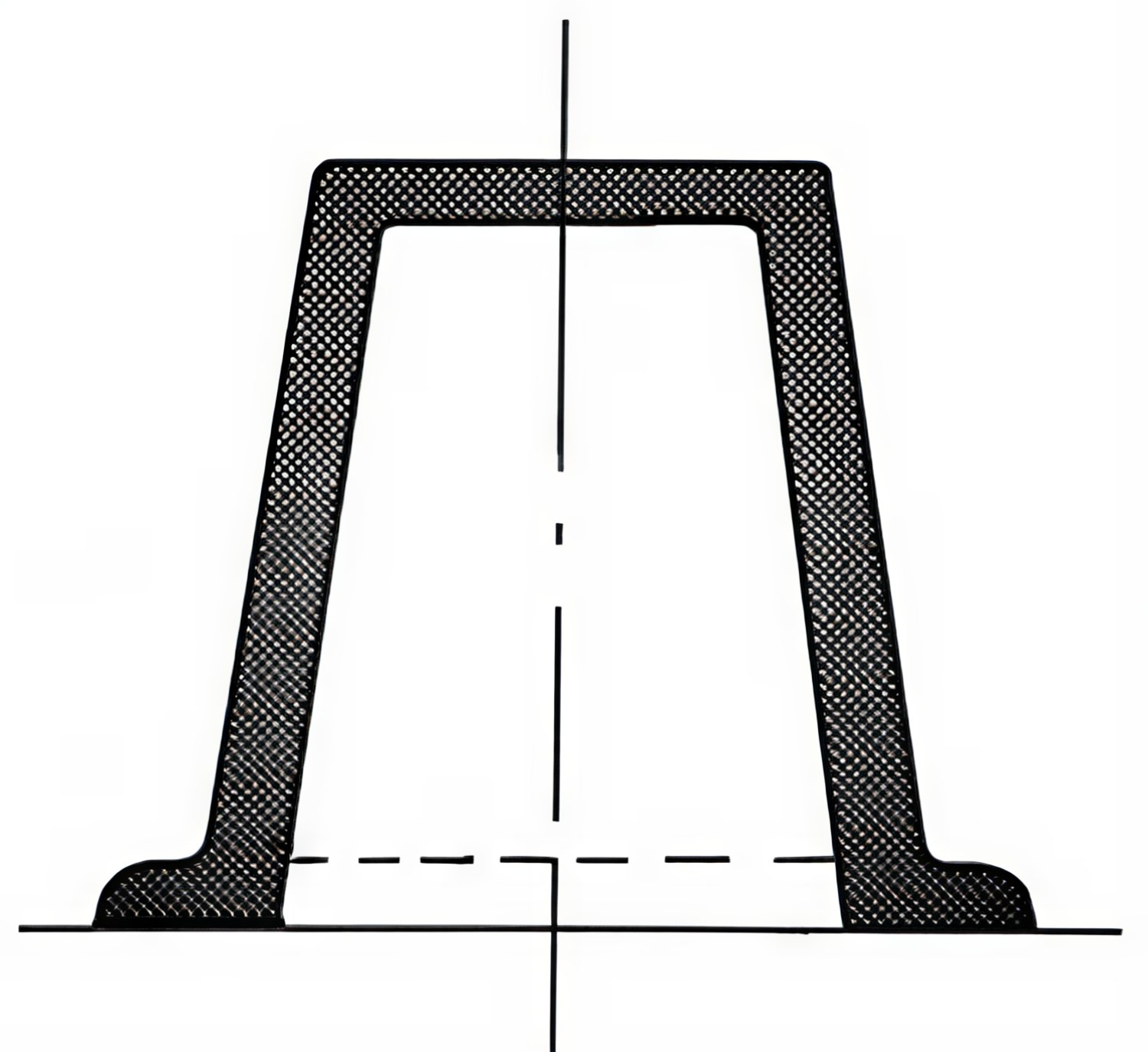
Om formen på ett gjutstycke i allt för hög grad avviker från formflaskans betyder det att utrymmet i formflaskan utnyttjas dåligt med onödigt höga formmaterialkostnader som följd. Vid sådana gjutstycken kan det ofta vara fördelaktigt med en uppdelning av gjutstycket i mindre och enklare enheter, som efter gjutningen sammanfogas på lämpligt sätt (Figur 15). Uppdelning i flera mindre gjutstycken möjliggör vid seriegods ofta att maskinformning kan tillgripas i stället för dyrbar handformning.
Det är främst vid stora och medelstora gjutstycken, som en uppdelning kan vara aktuell. Dock kan det även gälla vid mindre gjutstycken där en uppdelning möjliggör val av en lämpligare gjutmetod. Ett exempel på detta visas i Figur 16. Här kunde man genom att dela upp detaljen i två delar, som efter gjutningen skruvas samman, övergå till pressgjutning. Vid en utformning enligt den vänstra figuren var pressgjutning omöjlig.

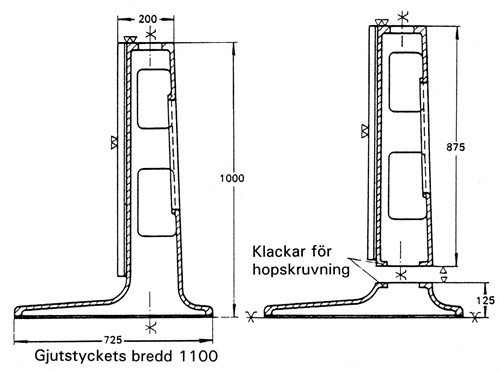
Figur 15. Delning av gjuten komponent för eftermontering kan reducera tillverkningskostnaderna.
Stativet har i den vänstra figuren en formtekniskt oekonomisk utformning. Ett exempel visar att en delning av stativet i två delar, som göts var för sig, sänktes kostnaderna med 43 procent.

Figur 16. Delning av komponent i två delar för eftermontering möjliggör övergång till pressgjutning.
2.2.6 Kärnor
I möjligaste mån ska komponenter för gjutning utformas så att det inte behövs någon kärna. En olägenhet med kärnor är, förutom kostnaderna för kärnlådor, kärntillverkning och kärniläggning, att måttnoggrannheten blir sämre än vid direkt formning eftersom kärnans måttavvikelser adderas till gjutformens. Dessutom orsakas måttavvikelser av variationer i kärnans placering i formen.
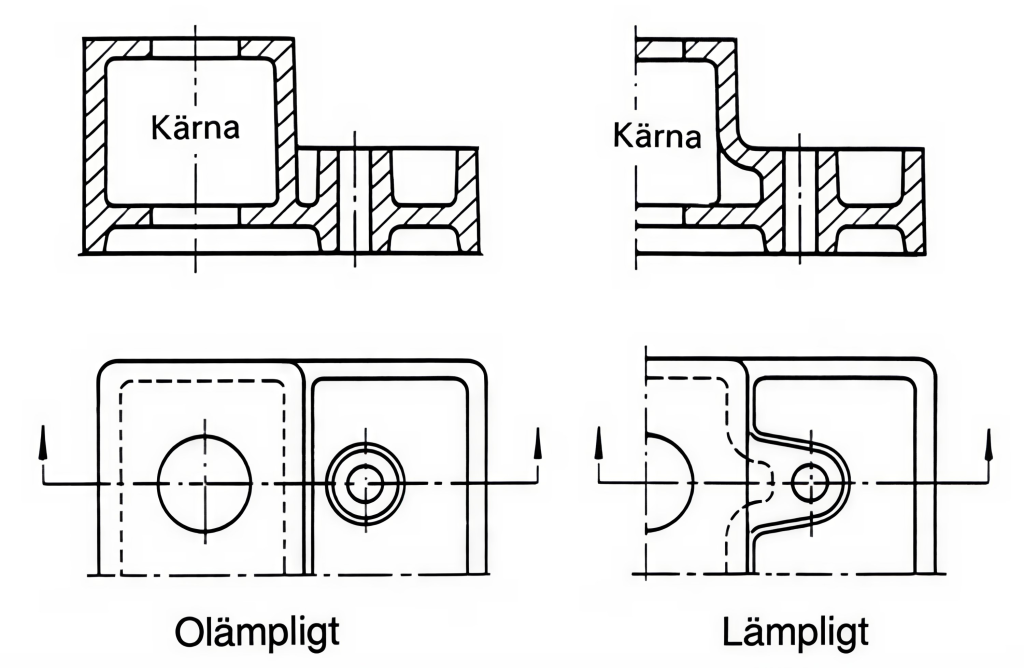
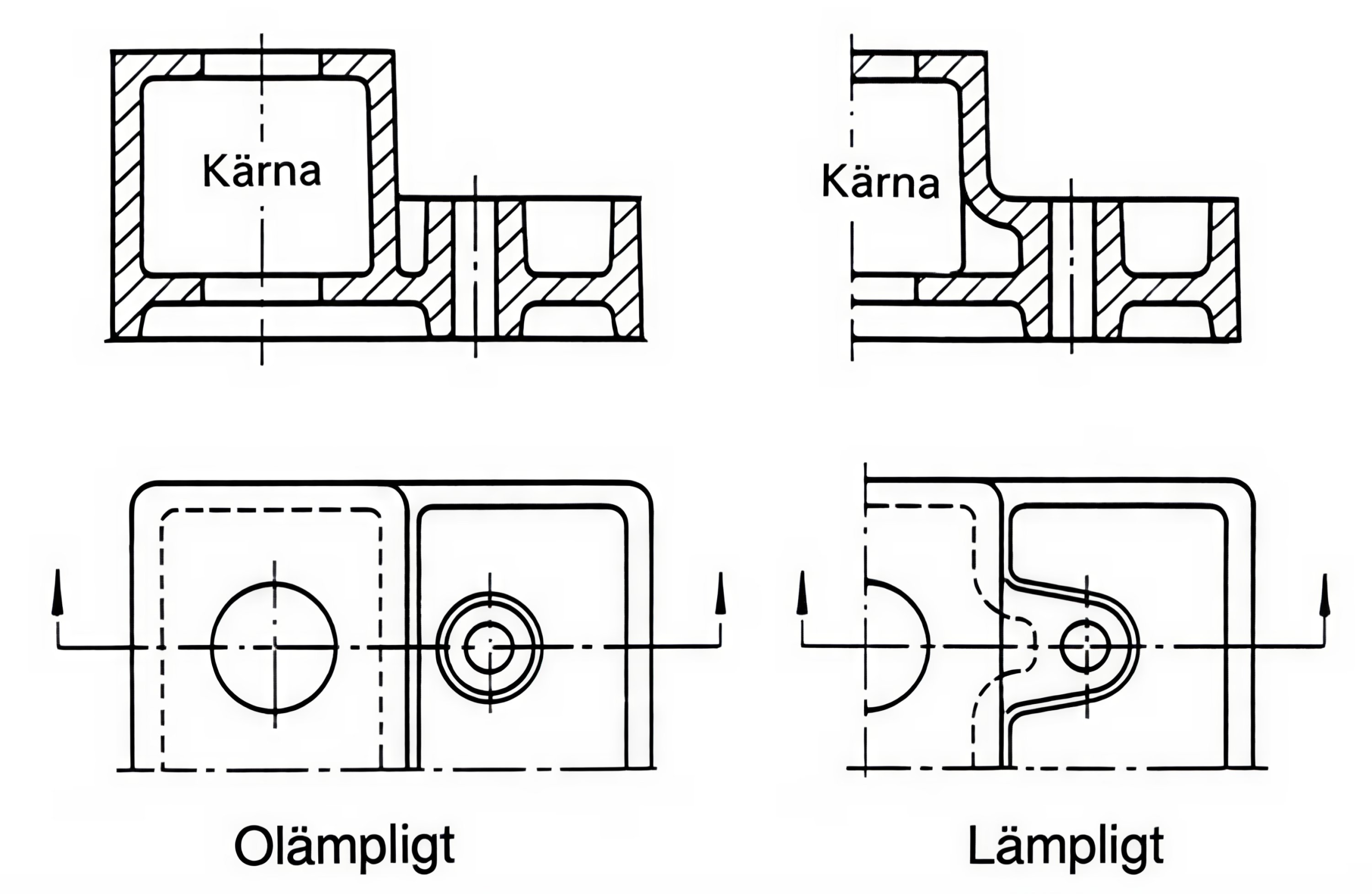
Ett exempel på en komponent som kan gjutas utan kärna är den till höger i Figur 17. Kan behovet av kärna inte elimineras gäller analogt att antalet kärnor bör minimeras enligt Figur 18 där en omkonstruktion från det vänstra till det högra utförandet kan reducera antalet kärnor från två till en. I det högra utförandet krävs ingen kärna för den yttre konturen. En nackdel med det högra utförandet är godsanhopningen vid A.
Figur 17. Design för att undvika kärnor.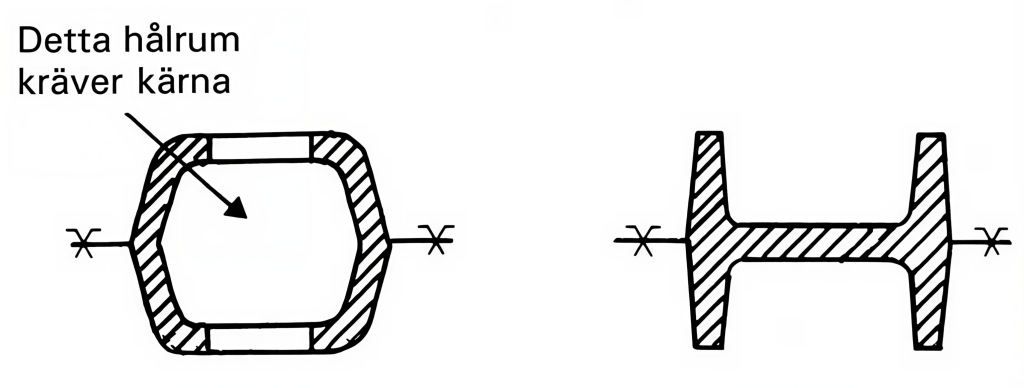
Figur 18. Design för att minska antalet kärnor.
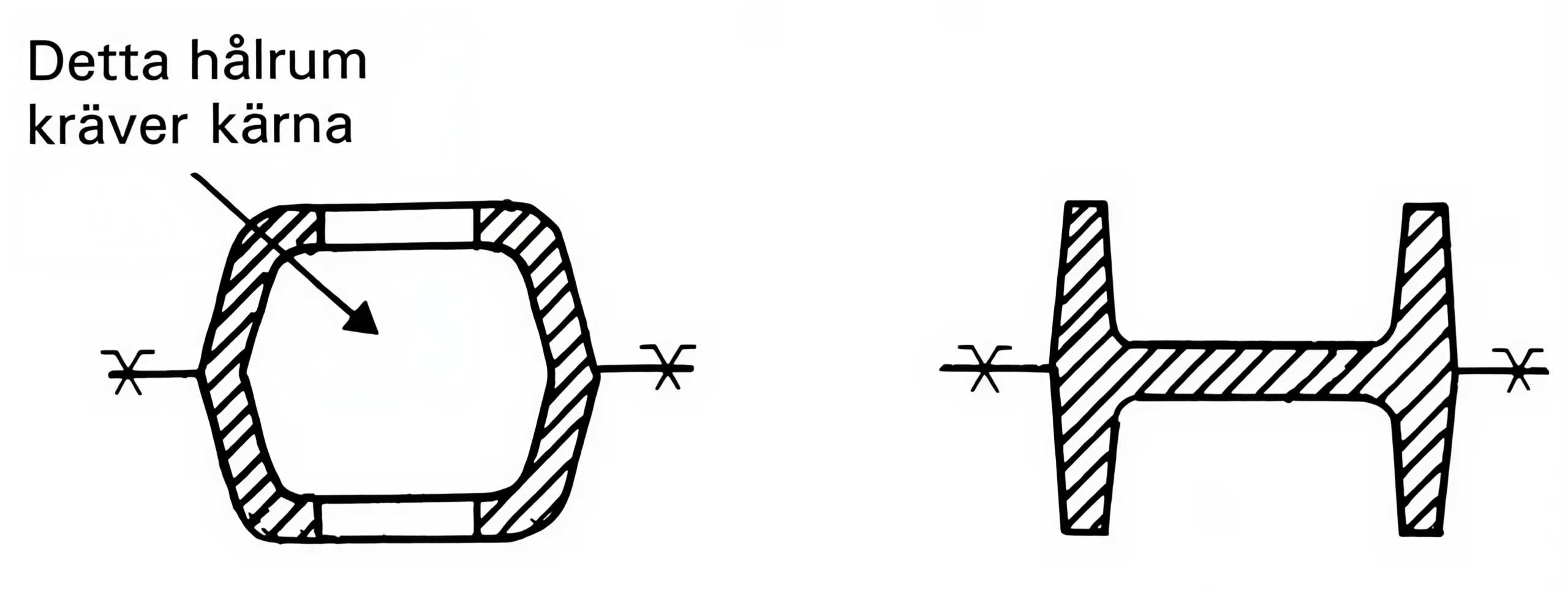
För en god måttnoggrannhet hos det färdiga gjutgodset är det viktigt att kärnorna ges god styrning och förankras väl i formen. Vid konstruktion av gjutgods bör man därför undersöka vilka möjligheter som finns för att styra och förankra kärnorna. Normalt används kärnanvisare och/eller kärnpallar. Utformning med kärnanvisare är, om det är möjligt att utnyttja sådana, att föredra framför kärnpallar. Exempel finns där man tar upp ett hål i väggen på ett gjutstycke för att kunna förankra en kärna med kärnanvisare. Hålet sätts sedan igen på lämpligt sätt efter gjutningen.
Figur 19. Exempel på styrning av kärnor.
Kärnan till vänster i Figur 19 har stöd endast i en ände och måste därför hållas på plats med kärnpallar. En utformning med kärnanvisare i båda ändarna är att föredra.
2.2.7 Gjutningsmomentet
Även om det är möjligt att gjuta gods med mycket komplicerad form är det en fördel om konstruktionen är utformad med tanke på gjutningsmomentet. Om smältan vid tunnväggigt gods måste strömma en lång sträcka i formen föreligger risk för att smältan stelnar innan hela formen fyllts, det vill säga att det finns en risk för kallflytning.
Figur 20. Utformning av geometri för lämpligare fyllnad av den smälta metallen.
Tvära krökar och onödiga riktningsändringar försvårar smältans strömning och bör därför undvikas (som det vänstra exemplet i Figur 20). En utformning som den till höger i figuren medger mindre godstjocklekar och mindre risk för kallflytning. Skälet till detta är kortare gjutsträcka, större radier och jämnare stigningshastighet för smältan.
2.2.8 Stelningskrympning och porositetsbildning
De flesta gjutlegeringar krymper under stelnandet, både i flytande tillstånd, under stelnandet och efter stelnandet. Om krympningen under stelnandet inte kompenseras med extra tillförsel av smälta uppstår materialbrist i form av sugningar eller porositeter i gjutgodset.
Krympning kommer sig av att ett material som upphettas ändrar densitet. Det betyder att den varma flytande metallen är lättare per volymenhet än den kallare solida metallen. När den metall som kommer i kontakt med verktyg eller kärnor börjar stelna ökar den lokala densiteten samtidigt som den metall som fortfarande är flytande är kvar i en lägre grad av densitet. Skillnaden gör att hela volymen saknar material vilket leder till materialbrist, sugning. Risken för sugningar är störst när smältans temperatur är hög och gjutgodset har en variation av tjocka och tunna sektioner. Genom att lokalt påverka godsanhopningar, dvs där mycket metall finns, används metalliska kylkokiller. De suger till sig värme från smältan lokalt och på så sätt kan man påverka stelningshastigheten.
Gråjärn med hög kolhalt har ofta en obetydlig stelningskrympning och kan till och med utvidga sig under stelnandet. Detta beror på att grafit utskiljs medan smälta ännu finns kvar. Eftersom grafit tar upp flera gånger större plats i fri form än när den är löst i smältan, kompenserar den metallens krympning.
De flesta typer av sugningar kan undvikas genom tillförsel av smälta under stelnandet. Detta benämns att gjutstycket matas. Gjutgodset förses med matare eller stigare. Dessa skall placeras nära den del av gjutstycket som stelnar sist. Normalt är detta den del av gjutstycket där värmecentra uppstår och därför bör den gjutna komponenten designas så att den medger ett riktat stelnande mot värmecentra.
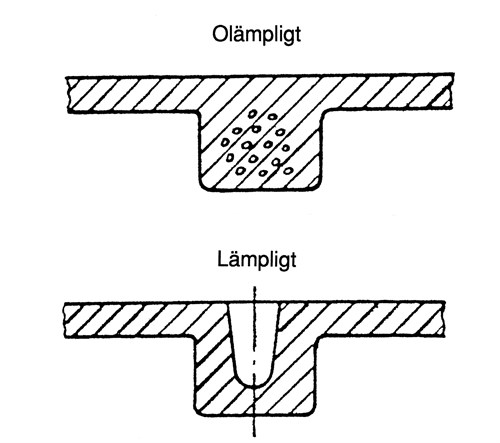
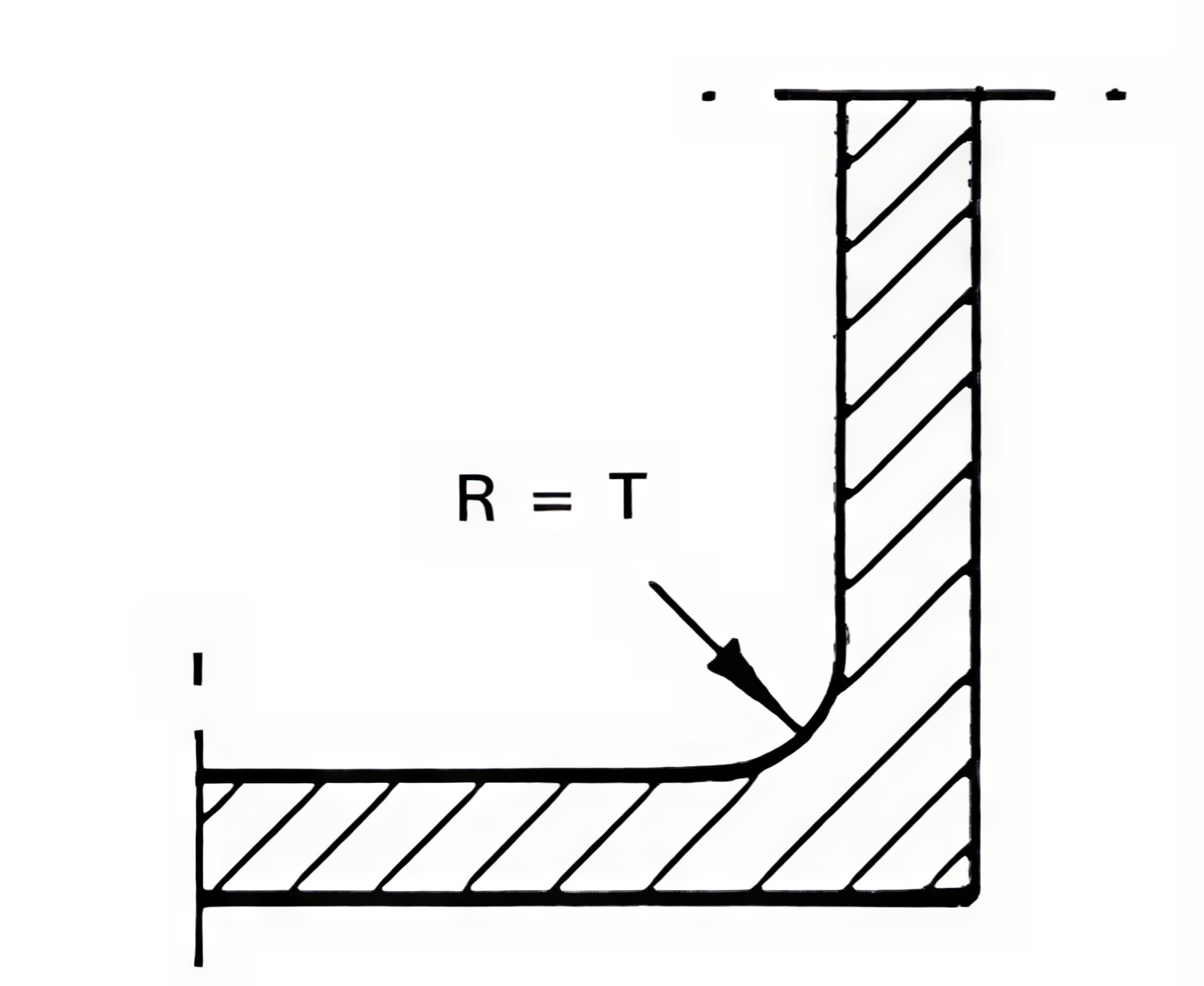
Med hänsyn till stelningskrympning och porositetsbildning bör man undvika att värmecentra bildas mellan områden som stelnar först och som stelnar sist. Detta görs genom att ge godset så jämn godstjocklek som möjligt och undvika godsanhopningar (Figur 21 till Figur 24). Vid exempelvis en hålkäl gäller att ju större radien görs ju större blir godsanhopningen. Med hänsyn till hållfastheten får radien inte heller vara för liten.
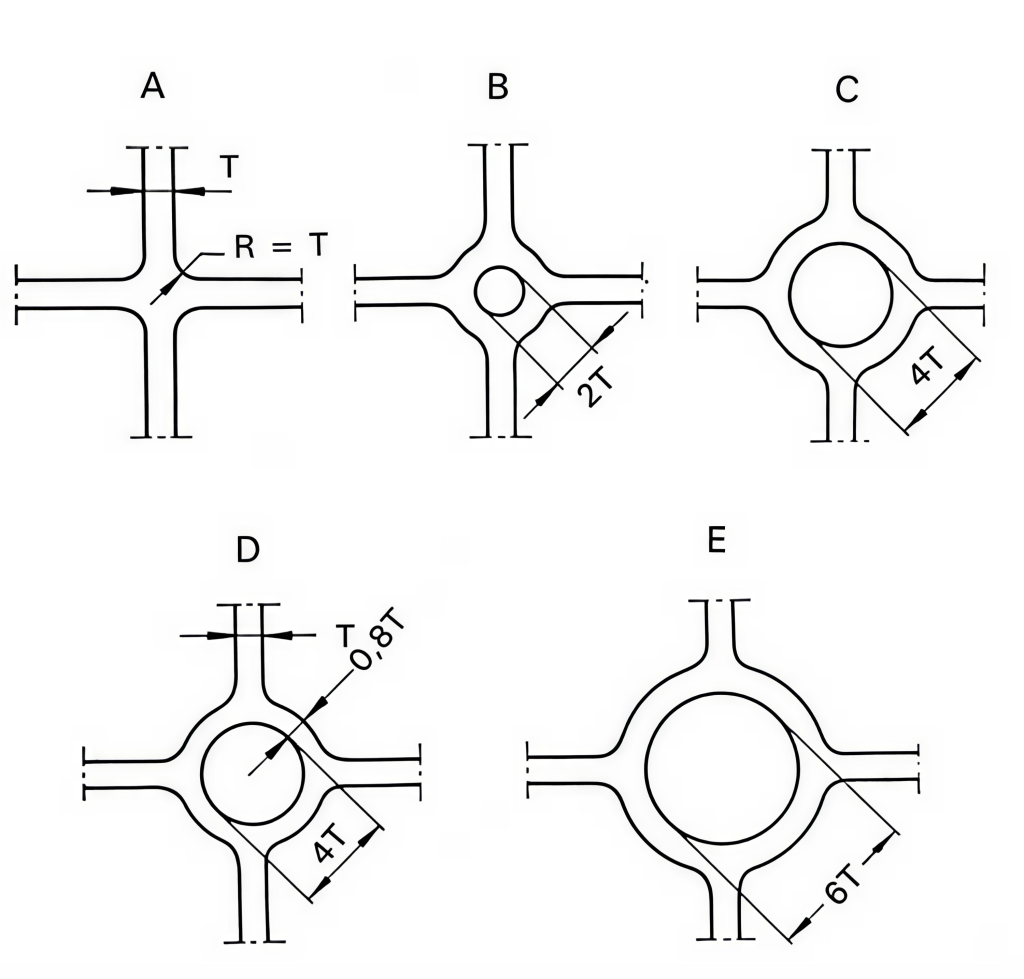
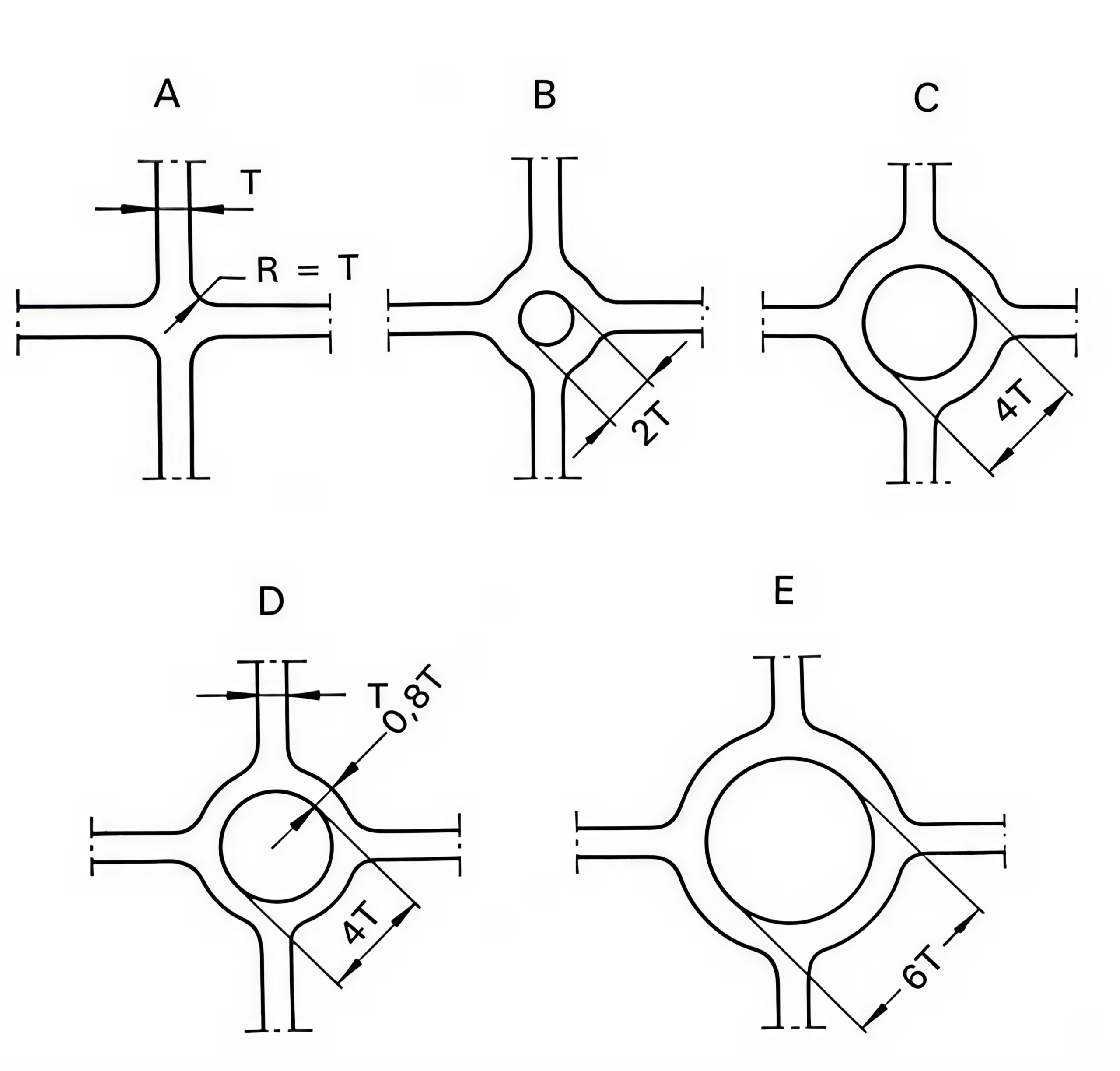
Figur 21. Olika metoder att minska värmecentra i en godskorsning.
I Figur 21 tror man lätt att en kärna i en korsning enligt utförandena B och C förbättrar kylningen och därigenom minskar sugningsrisken. I verkligheten svalnar dock utförande B långsammare än A och C med ungefär samma hastighet som korsningen i utförande A. En märkbar förbättring blir det först när kärnan görs så stor som i utförande E eller om det cylindriska partiets godstjocklek minskas till 0,8T som i utförande D.

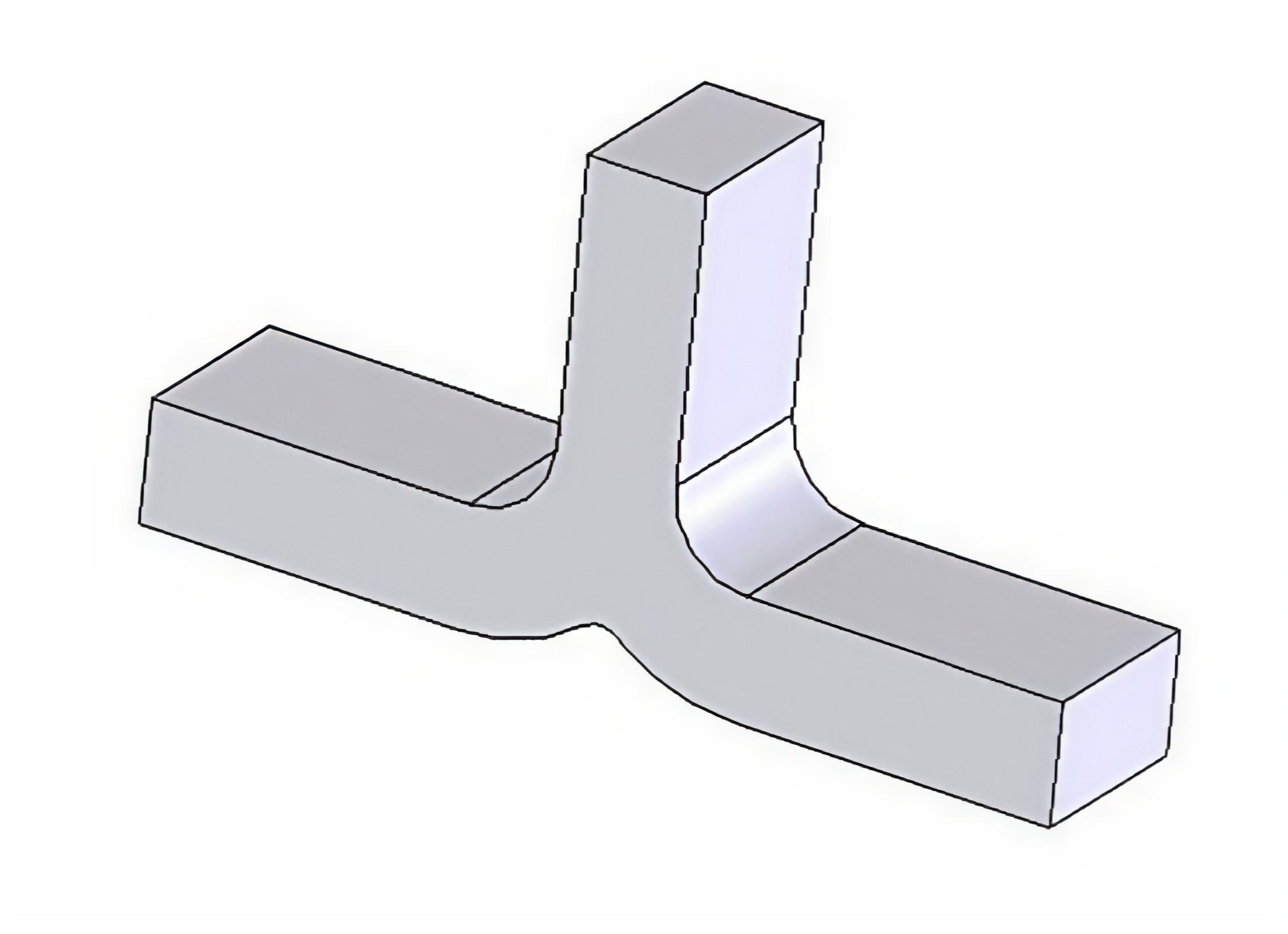
Figur 23. Optimalt utformad T-sektion.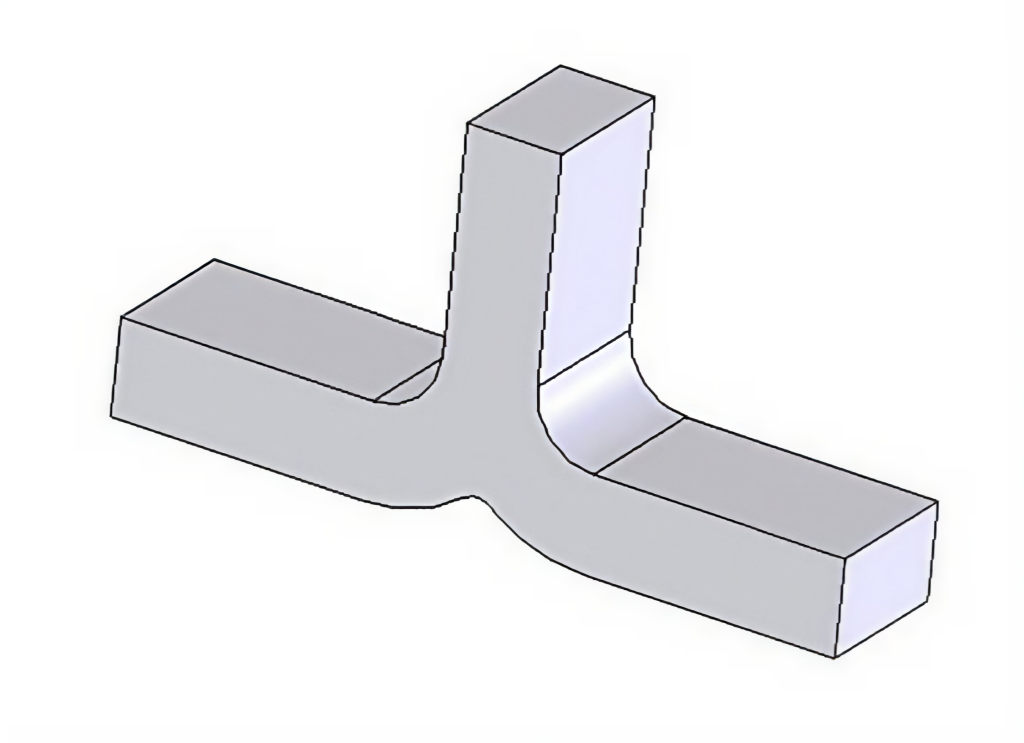
Man bör undvika att lägga delar av ett gjutstycke för nära varandra. De fördröjer varandras stelnande. Dessa ”grannar” påverkar dessutom spänningsbilden i gjutgodset och förorsakar ofta vridningar eller sprickor.

I Figur 24 gäller följande:
a. Avståndet A ≥ 10T.
b. Likvärdig stelningstid som i a.
c. Vid litet avstånd mellan väggarna bör innerväggarnas tjocklek minskas.
Då smältan vid pressgjutning sprutas in i formverktyget är det ofta svårt att helt undvika luftinneslutningar och porositeter i gjutgodset. Porositeter uppträder främst i godsanhopningar. Därför bör gjutgodset ha så jämn godstjocklek som möjligt.
Vid utformning av gjutgods med hänsyn till sugningsrisken är gjutsimulering med fyllnads- och stelningsförlopp ett värdefullt hjälpmedel.

2.2.9 Svalningskrympning
När allt har stelnat är det viktigt att det inte har förekommit för stora skillnader i stelningshastigheten eller att olika delar av formen håller emot mer än andra delar då spänningar mycket lätt kan byggas in i gjutgodset. Det kan senare leda till sprickor när komponenten är i arbete.

Efter stelnandet fortsätter gjutstycket att krympa, varvid risk för plastisk deformation, senare gjutspänningsuppbyggnad och i sämsta fall sprickbildning kan föreligga. Denna risk förstärks genom lokala svaghetszoner, som inskärningar, små hålkälar etcetera. Godset bör utformas så att lokala spänningskoncentrationer undviks (Figur 27 till Figur 29).


Om navet, kransen och ekrarna har olika svalningshastigheter, kan svalningssprickor uppstå vid oelastisk utformning enligt A (gråjärn). Utformning enligt B och C ger båda möjlighet till fjädring och spänningsminskning under krympningen. Utformning enligt C är att föredra både av formningstekniska och ofta även av funktionella skäl.
2.2.10 Rensning (efterbehandling)
Vid gjutgodsets rensning befrias godset från eventuell kärnarmering samt fastbränd sand. Vidare avlägsnas gjutsystem, grader och ojämnheter på ytan.
Med hänsyn till att rensningen är en operation som är både kostsam och besvärlig ur arbetsmiljösynpunkt är det väsentligt att gjutgodset utformas så att rensningsarbetet elimineras och om detta inte är möjligt underlättas så långt som det är möjligt. Figur 30 och Figur 31 ger några exempel på åtgärder.

Man bör se till att det finns plana ytor där inlopp och eventuella matare kan placeras. Genom att göra ytan där inloppet är placerat plan som i det nedre högra utförandet förenklas avlägsnandet av inloppet och den efterföljande slipningen blir mindre eller bortfaller helt.
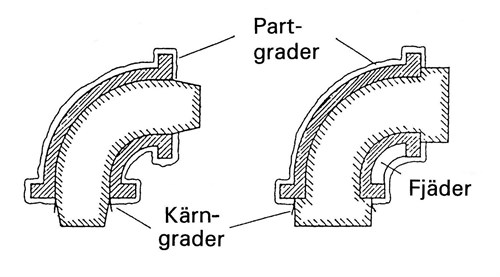
Svårrensade partier i delningsplanet kan undvikas genom införande av fjädrar. Genom lämpligt utförande av kärnanvisarna förläggs grader till de plana flänsarna och kan avlägsnas vid bearbetningen.
2.2.11 Bearbetning
Om gjutgodset skall bearbetas efter gjutningen bör åtgärder för att underlätta bearbetningen vidtas redan på konstruktionsstadiet.
Om gjutgodset skall bearbetas efter gjutningen bör åtgärder för att underlätta bearbetningen vidtas redan på konstruktionsstadiet. Några exempel på åtgärder visas i Figur 32 till Figur 34.

Diffusa övergångar mellan bearbetade och obearbetade ytor som till vänster ger risk för orena konturer. De ytor som skall bearbetas bör vara klart avgränsade, i regel något upphöjda som till höger.

Hål som skall borras bör placeras så att borren tränger in i och ut ur godset på plana ytor, vilket minskar risken för borrbrott och minskar borrslitaget.
I konstruktionsarbetet bör man ta ställning till om vissa konturer ska gjutas eller konstrueras genom skärande bearbetning. Ett exempel på varför detta viktigt att tänka på är gaffeln i Figur 34. Med bearbetningstillägg pålagt kommer avståndet mellan de bearbetade ytorna i det vänstra utförandet att minska och bli förhållandevis litet. Risken är då stor att formmassan brinner fast, vilket snabbt kan förstöra verktyget, när gjutstycket bearbetas. Gaffeln bör därför hellre ges en utformning som till höger. Här gjuts gaffeln full och spåret fräses upp. En annan nackdel med det vänstra utförandet är att det kan vara svårt att uppnå önskad dimensionstolerans på gaffelöppningen.

2.2.12 Ingjutning av rör och förstärkningar med mera
Vid gjutning finns stora möjligheter att gjuta in detaljer av annat material i godset. Exempel på detaljer som gjuts in är lagerbussningar, gängade tappar, magneter i pressgjutna svänghjul samt cylinderfoder i pressgjutna motorblock. Det är viktigt att utforma den ingjutna detaljen så att den fixeras säkert.
Vid ingjutning av detaljer i samband med sandkärnor måste man vara försiktig på grund av kärngasen från dessa. Gas från sandkärnor kan ge blåsor i godset närmast den ingjutna detaljen även om goda kanaler finns för gaserna i kärnan.

2.2.13 Hållfasthet och mekaniska egenskaper
Gjutningens största fördel är att den ger konstruktören stor frihet både i materialvalet och vid formgivningen.
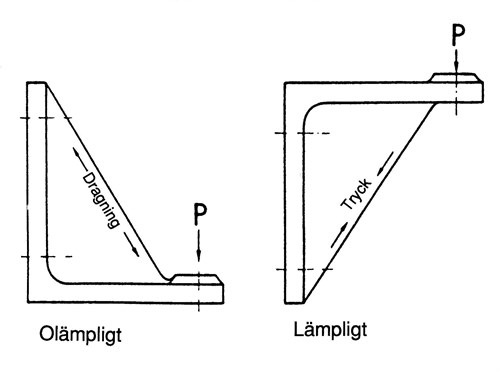
Den friheten bör utnyttjas för att på ett enkelt sätt arrangera förstyvningar och placera materialet där det gör mest nytta (Figur 36). På detta sätt undviks oönskade godsansamlingar, som kan försvaga godset. Vid gråjärn bör detta materials förmåga att ta upp större tryck- än dragpåkänningar beaktas (Figur 37).

Utformningen betyder ofta mer för hållfastheten än valet av material. I det undre utförandet kan man välja ett billigare material. Användning av billigare gråjärn möjliggörs genom att utforma godset för tryckspänningar vid högt belastade områden enligt Figur 37. Denna utformning är dessutom gjuteritekniskt bättre än det övre utförandet.
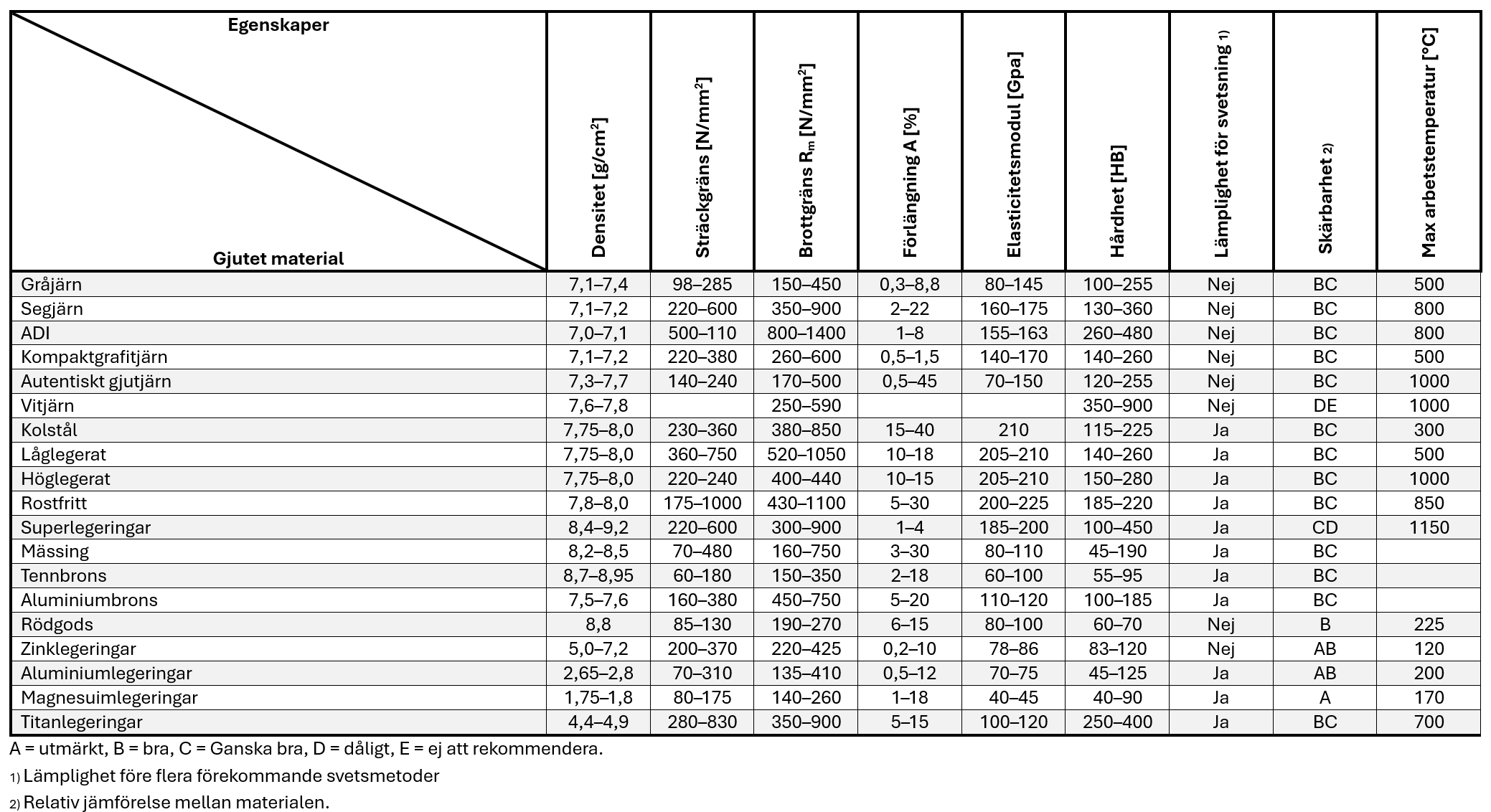
Nedanstående tabell ger en överblick av ett flertal gjutna materials egenskaper.
Tabell 4. Några egenskaper hos gjutna material.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}