0.6.1 Allmänt
De två stora råvarorna fysiskt, men även ekonomiskt, är malmråvara och koks. Egenskaperna hos dessa har mycket stor genomslagskraft på masugnens produktivitet.
Vid modern masugnsdrift genomgår koksen och i synnerhet malmen en långt driven förädling som ett led i optimeringen av masugnsdriften. Innan vi diskuterar varje råvara för sig skall vi i nästa stycke visa en förenklad materialbalans för vägen ”Malm till stål”.
Materialbalans för ”Malm till stål”
En övergripande materialbalans visas i Figur 5. För att framställa 1000 kg färdigt stål där 99,5% är järnatomer (Fe) åtgår 1670 kg malm. Efter anrikning av malmen till cirka 70% Fe (rest i huvudsak syre), återstår 1430 kg slig (anrikad malm). Denna slig agglomereras i sin tur till sinter eller kulsinter. I det aktuella exemplet tillsätts slaggbildare, varför åtgången av agglomerat är 1540 kg för 1000 kg färdigt stål. Till detta kommer en insats på cirka 450 kg koks plus olja för att masugnen skall producera 1060 kg råjärn med en Fe-halt på cirka 94%. Denna råjärnsmängd sätts in i LD-konvertern där även slaggbildare och syrgas tillförs för att erhålla 1000 kg färdigt råstål.

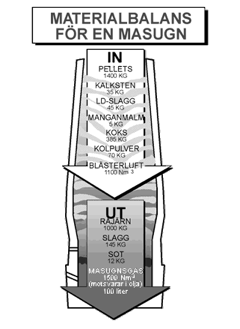
En detaljerad materialbalans för enbart masugnen visas i Figur 6. Här har ett exempel valts med 100% beskickning med pellets. För att producera 1000 kg råjärn sätts på masugnen 1400 kg pellets, 35 kg kalksten, 45 kg LD slagg och 5 kg manganmalm. Bränsle i form av 385 kg koks sätts från toppen och 70 kg kolpulver tillsätts i blästernivån. Blästerluften utgör 1100 Nm3. Förutom 1000 kg råjärn kommer ut ur masugnen 145 kg slagg, 12 kg sot och 1500 Nm3 masugnsgas som motsvarar cirka 100 liter olja.

Masugnens värmebalans
Masugnen omsätter mycket värme och det är viktigt att ha en uppfattning om värmebalansen för att förstå masugnens karaktär. Huvudbränslet är koks och den kol och olja som blåses in för att komplettera koksen. Den förvärmda blästern ger också ett positivt bidrag liksom exoterma reaktioner vid slaggbildningen.

0.6.2 Malmråvaran
Typ av järnmalm
Det finns huvudsakligen två typer av järnmalm: hematit med formeln Fe2O3 och magnetit med formeln Fe3O4. Förutom järnoxid finns i malmen så kallad gångart som i huvudsak är SiO2 och Al2O3 samt i mindre omfattning CaO och MgO. Dessutom finns i olika utsträckning små mängder av en rad element som i regel betraktas som föroreningselement exempelvis alkalioxider (NaO och K2O) samt fosforoxid (P2O5). Typiska Fe-halter ligger i malmen på 60-70% Fe. (Observera att cirka 30% är syre i malmen).
Krav på Fe-råvaran
En rad egenskaper hos Fe-råvaran är viktiga för masugnsdriften:
- Reducerbarhet
- Storleksfördelning
- Hållfasthet
- Temperaturintervall för mjukning och smältning
- Järn- och föroreningshalter
- Medföljande slaggkomponenter
- Jämnhet i egenskaperna
Reducerbarheten som direkt påverkar koksförbrukningen skall vara hög och på en jämn nivå. Storleksfördelen (siktkurvan) har stor betydelse för permeabiliteten i masugnen. Man bör framför allt undvika finandelar för att hålla uppe permeabiliteten. Av samma skäl är en god hållfasthet mot sönderfall viktig så att en god storleksfördelning kan upprätthållas. Även mjukningstemperaturen påverkar permeabiliteten. Man eftersträvar ett smalt temperaturintervall från begynnande mjukning till smält järn. Vanligtvis mjuknar pann- eller kulsinter från 1200ºC till 1400ºC. En hög temperaturnivå på mjukningsintervallet är önskemålet. Framförallt får slaggfasen inte mjukna före att reduktionen i fast fas är klar. En alltför hög smälttemperatur för slaggfasen kan dock vara ett problem eftersom man vill skapa en flytande slagg i slutskedet. Helst bör sintern innehålla slaggkomponenter så att man utan ytterligare tillsatser erhåller önskad slagg i masugnen. Ett dylikt förhållande minimerar energiförbrukningen. Utöver de enskilda egenskaperna är ett mycket viktigt krav på malmråvaran att den håller en jämnhet i analysen och i varje enskild egenskap. Jämnheten hos de ingående insatsvarorna är en nyckelfråga för en god optimering av masugnsdriften.
Malmberedningen
I gruvan sker inledande en grovkrossning av malmen till stycken som är mindre än 100-150 cm. I sovringsverket sker en ytterligare krossning och frilagd gångart separeras från malmen. Historiskt sattes malmen på masugnen som styckemalm. Styckemalmen höll i regel stora halter gångart (oxider) eftersom man inte kunde anrika så långt. Därigenom erhölls stora slaggmängder i masugnen. Optimal analys på slaggen skapades genom att använda en blandning av malm från olika gruvor. I modern masugnsdrift går man snabbt mot att inte använda styckemalm trots att det är den billigaste Fe-råvaran. Större delen av gruvans produktion går därför vidare till ett anrikningsverk där malmen krossas ytterligare till under cirka 0,1 mm varvid den kallas slig. Den magnetiska malmen magnetit anrikas magnetiskt medan hematit genomgår en flotationsanrikning. Genom att välja grad av nedmalning kan andel gångart och föroreningshalter av viktiga element kontrolleras. Ursprunglig renhet hos malmen spelar naturligtvis också en stor roll för slutliga renheten.
För att kunna utnyttja sligen i masugnen måste den anrikas vilket kan ske enligt två principer: sugsintring och kulsintring (pelletisering), se Figur 7.

Sugsintringen sker vanligen genom att sligen blandas med kolstybb och slaggtillsatser varefter den bränns genom att ett undertryck av luft läggs på en kontinuerligt löpande bädd (bandsintring). Härvid erhålles en sur eller basisk sinter som krossas upp i lämplig styckstorlek. Bandsintring sker alltid i närheten till stålverket på grund av att bandsinter inte låter sig transporteras särskilt väl. Bandsintringen innebär stora stoftutsläpp och därför går man av miljöskäl successivt över till pellets vid de flesta moderna verk. Kulsintringen som i regel utförs vid gruvan innebär att sligen pelletiseras genom att man efter en tillsats av bindemedlet bentonit rullar kulor i en trumma eller tallrik. Detta görs vid en bestämd fukthalt så att vattnets kapillärkrafter skapar en kula, så kallad råkula. Dessa kulor bränns i en temperatur upp till 1250-1300ºC, varvid sligen i kulorna agglomereras genom sintring. Det är en stor fördel att kulsintra magnetit jämfört med hematit, eftersom magnetit genomgår en oxidationsreaktion till hematit och denna är exoterm (bidrar med energi). Den därvid nybildade hematiten är också mer reaktiv än magnetiten. Kulsinter görs i regel från en finare slig än bandsinter, varför man får en bättre kontroll på slaggsammansättning och lägre halter av föroreningsämnen i pellets. Kulsintern har historiskt gjorts med en sur silikatslagg eftersom silikat är den vanligaste oxidkomponenten i gångarten efter anrikning. Utvecklingen går dock snabbt mot att även göra basisk kulsinter. Ett problem med att göra basisk pellets är att malmen måste ha låga SiO2-halter vilket inte alla gruvor klarar. Vid höga SiO2-halter måste alltför höga tillsatser av basiska komponenter göras för att få en basisk pellets. Problemet accentueras av trenden att köra med låga totala slaggmängder i masugnen för att spara energi.
Ett viktigt skäl med sintring är att skapa en porös lättreducerad produkt. Kulsinter har i detta avseende en mer porös struktur än bandsinter.
I en jämförelse mellan bandsinter och pellets har som beskrivits ovan pellets flera fördelar. Att pellets trots detta inte erövrat marknaden snabbare beror på att den är något dyrare, och att stålverken blir hårdare upplåsta till malmleverantören. Avgörande för att pellets nu successivt ersätter bandsinter är dock i första hand miljöskäl hos stålverken, samt förbättringar av pelletsens produktegenskaper som framgångsrikt utvecklingsarbete har skapat.
0.6.3 Koks
Koksens uppgift i masugnen är flerfaldig. Huvuduppgifterna är reduktion av malmen och värmning av beskickningen och smältning av järnet. Till detta kommer att koksen uppkolar det smälta järnet till tackjärn med hög kolhalt. Koksen har även vid hög temperatur en god fysisk hållfasthet som hjälper till att hålla uppe permeabiliteten när övriga material börjar mjukna. För en god permeabilitet bör koksen utöver att ha god hållfasthet även ha en låg finandel. Reduktion av malmen högt upp i masugnen bör ske indirekt genom gasfasen och inte direkt med koksen, och därför bör koksen inte reagera förrän den har kommit långt ner. Därför måste koksens reaktivitet hållas nere. Den önskvärda låga reaktiviteten kan åstadkommas genom att hålla en grov kornstorlek hos koksen. Koksen bör naturligtvis innehålla så få föroreningar som möjligt. I första hand gäller det svavel som dock är svår att undvika i råvaran.
Råvara för koks är stenkol. Den kemiska sammansättningen i praktiskt användbara stenkol är 83-91% C, 4,5-5,5 H2O och 3-9% O2. För att få bort de flyktiga ämnena upphettas kolet utan lufttillträde i det s k koksverket. Kol blandas i ugnar som är infodrade med silikattegel. Arbetstemperaturen för ugnarna är 1000-1400ºC. Koksningstiden varierar mellan 16-24 timmar. Under koksningen förångas vattnet, rent kol blir kvar och bildar agglomerat av koks. Kolväten avgår i gasform, de obrännbara mineralerna blir kvar i koksen (aska) samt en viss del av svavlet avgår. Efter koksningen körs den bildade kokskakan till ett släckningstorn där den släcks med vatten och sedan får ånga av under 20 minuter innan siktning.

{kind=link}
{kind=link}
{kind=link}