0.12.1 Tillverkning av rostfria stål
Mycket enkelt kan korrsionsmotståndet hos rostfria stål förklaras med förekomsten av ett transparent tunt skikt av kromoxid på stålytan ett så kallat passivskikt. Vid stigande kromhalt upp till 17-18% ökar korrosionsbeständigheten successivt genom bildning av det passiva siktet. Dess stabilitet påverkas också av andra ämnen som molybden, nickel och kväve.
Korrosion uppdelas normalt i våtkorrosion och högtemperaturkorrosion. Med våtkorrosion menas korrosion i vätskor och fuktiga gaser upp till 3000ºC. Vid högtemperaturkorrosion angrips rostfria stål av olika gaser. Inom bägge områdena förekommer flera olika typer.
Om kol förekommer i rostfria stål bildas karbider med krom vilket lokalt sänker
kromhalten och minskar korrosionsbeständigheten. När rostfria stål svalnar från hög temperatur sker karbidutfällning i stålets korngränser till exempel efter varmbearbetning eller svetsning. De lägre kromhalterna runt karbiderna ger upphov till så kallad interkristallin korrosion. Stål med 0,08% C är mer känsliga än de med låg kolhalt det vill säga mindre än 0,02%.
De flesta råvaror som används vid tillverkning av rostfria stål produceras genom reduktion av oxider med kol. Även rostfritt skrot kan vara förorenat med kolhaltiga ämnen som smörjmedel och skärvätskor. Huvudproblemet vid smältmetallurgisk tillverkning av rostfria stål är därför att avlägsna kol utan att oxidera krom.
I flytande stål kan kol oxideras med syrgas men samtidigt kommer i det närmaste allt kisel och en del av mangan och krom att oxideras och övergå i slaggen. Följande två reaktioner måste beaktas:
C + O ⇔ CO
3Cr + 4O ⇔ Cr3O4
De kan skrivas om till:
4C + Cr3O4 ⇔ 4CO + 3Cr
Figur 16 visar det termodynamiskt beräknade jämviktsvärdena för kol och krom vid olika temperaturer och olika CO-tryck. Av figuren framgår att koloxidation befrämjas av hög temperatur och lågt CO-tryck. När rostfritt stål tidigare tillverkades i ljusbågsugn måste man arbeta med mycket höga temperaturer för att hålla kromoxidationen låg. Detta medförde höga kostnader för slitage av det eldfasta fodret.

Alla moderna smältmetallurgiska processer för tillverkning av rostfritt stål arbetar med både hög temperatur och sänkt CO-tryck. Det låga trycket kan antingen uppnås med vakuum eller genom att CO späds ut med argon eller kvävgas, som tillförs med syrgasen. Det förekommer också att syrgasen blandas med vattenånga. Det är samtidigt viktigt att ha rätt sammansättning på slaggen för att minimera kromoxidationen samt att möjliggöra återreduktion av krom från slaggen med kisel eller aluminium efter färskningsperiodens slut.
I konvertern tillförs syrgasen antingen genom dysor i bottnen eller via dysor i konverterväggen strax ovanför bottnen. Även topplans förekommer. Vid färskning i vakuum tillförs syrgas via en topplans. Färskningshastigheten är lägst vid färskning i vakuumkammare och högst när kombinerad syrgasblåsning tillämpas i en konverter. Syrgas via topplans medför också ökad förbränning inom konvertern.
0.12.2 Råvaror
Beskickningen i ljusbågsugn vid tillverkning av rostfritt stål har ofta en stor mängd rostfritt skrot, högkolhaltig ferrokrom, nickel, järnråvaror och ibland molybden. Med hänsyn till de dyra legeringsämnena nickel, krom och molybden fordras att inköp, lagerhållning och val av råvaror för varje charge väljs så att kostnaderna minimeras. För detta ändamål har tillverkarna datamodeller för att kunna optimera råvaruvalet. Dessutom finns modeller för beräkning av justering av slutanalysen för att uppnå önskad kvalitet till låg kostnad.
0.12.3 Processer
Normalt smälts råvarorna för rostfritt stål i ljusbågsugn och temperaturen höjs till cirka 16000ºC, varefter smältan förs över till en skänk som antingen placeras i en vakuumkammare eller töms i en konverter. Den vanligaste konvertermetoden är AOD (argon-oxygen-decarburization) Figur 17, men även CLU som utnyttjar vattenånga som spädgas används av flera tillverkare. Flera varianter av vakuumfärskning förekommer under beteckningen VOD (vacuum-oxygen-decarburization). När processen i konvertern är slutförd förekommer det att stålet slutbehandlas i skänkugn före gjutning. I det följande beskriv endast AOD-processen.
0.12.4 AOD-processen
Smältan som förs över till konvertern har en temperatur på cirka 16000ºC och en kolhalt av cirka 1%. I konvertern genomför följande processteg:
- Kolfärskning
- Slaggreducering
- Raffinering, svavelrening
- Slutjustering
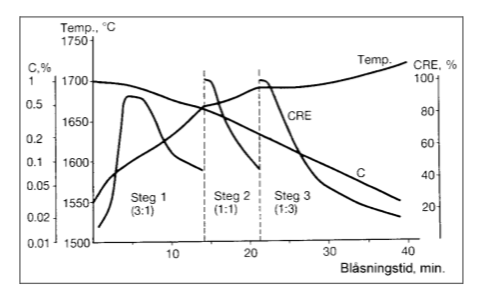
Kolfärskningen sker i flera steg. Under steg 1 tillförs en gasblandning syrgas/argon 3/1 under steg två är blandningen 1/1 och under steg tre 1/3. Ett ytterligare steg förekommer med ännu lägre syrgasmängd. Normalt blåser man med en gasmängd på 1 Nm3/ton och min. Den ökade utspädningsgraden medför att kromoxidationen begränsas. Eftersom oxidationen av C, Si, Cr och Mn är värmeavgivande stiger temperaturen som framgår av Figur 18. I figuren visas också CRE som är ett mått på den del av syrgasen som oxiderar kol mätt som procent av tillförd syrgas. Det låga CRE under början av steg 1 beror på oxidation av Si. Under färskningen förångas bly, zink och vismut, som är icke önskvärda spårämnen i rostfritt stål.
Efter färskningsperioden innehåller slaggen kromoxid och manganoxid, dessa reduceras genom tillsats av ferrokisel under samtidig omröring med argon. Slaggens basicitet måste justeras genom tillsats av kalk.
Efter reduceringsperioden kan raffinering göras i konvertern. Under omröring med argon genomförs raffineringen med en slagg av kalk och flusspat som reduceras med ferrokisel eller aluminium.
Tiden i konvertern bestäms av hur mycket syrgas som kan tillföras per tidsenhet och hur mycket kol som skall oxideras samt på kravet lågsvavelhalt. I litteraturen anges tider från under en timme till normalt en och en halv timme.
