5.5.1 Valsningsterminologi
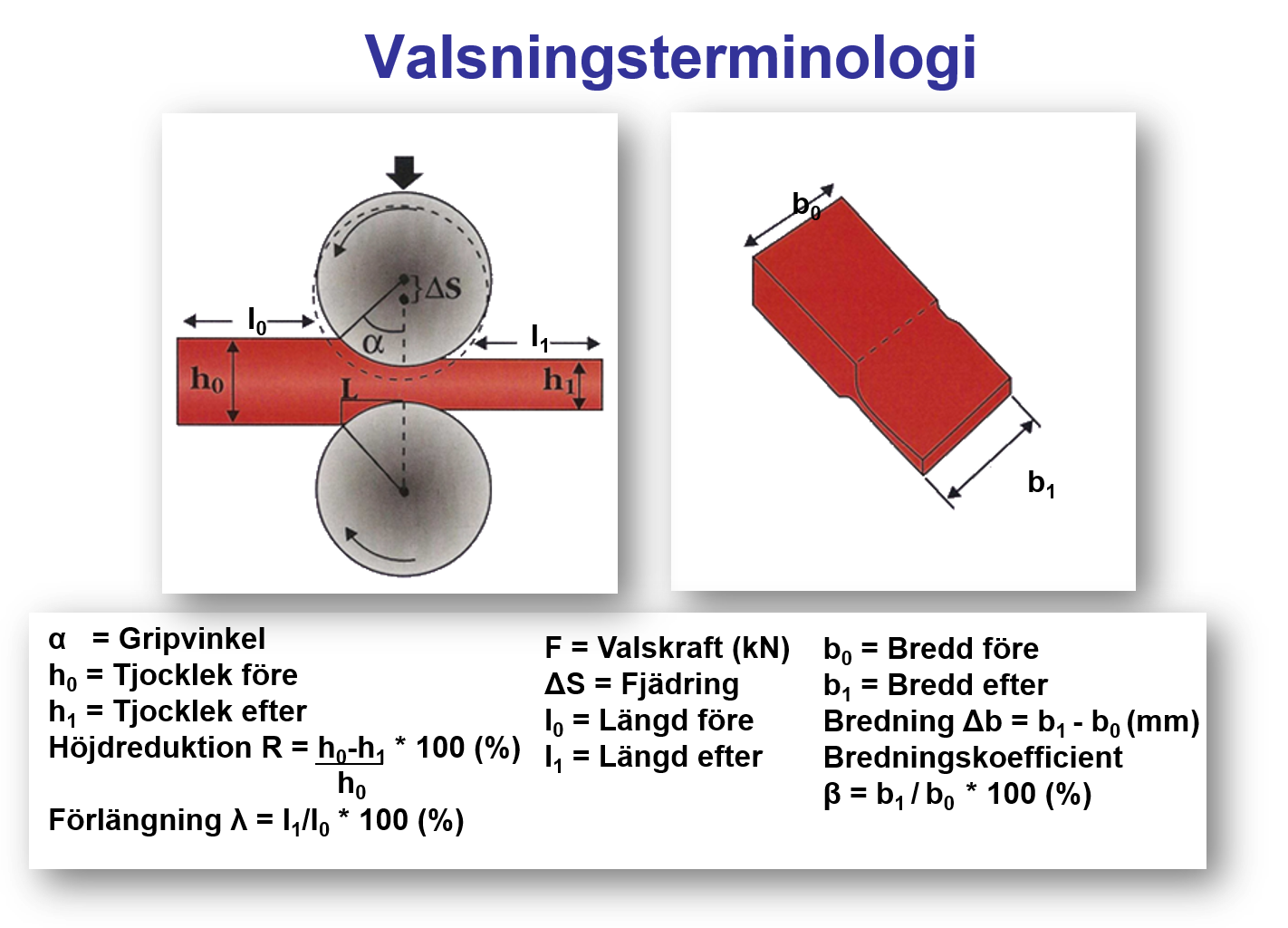
Med hänvisning till figuren presenteras nedan de termer som används för att beskriva vad som händer i valsspalten under valsning.

Stick, sticktid
Vid valsning av materialet görs ett visst antal passager i samma eller skilda valspar. Varje passage kallas stick och tiden för passagen kallas sticktid.
Stickserie
Den serie valsningar som krävs för nedvalsning av materialet till önskad dimension kallas för stickserie.
Press är ämnets tjockleksminskning under ett stick.
Höjdreduktion är den procentuella minskningen av ämnets höjd.
Förlängning är förhållandet mellan ämnets längd efter och före sticket.
Bredning är differensen mellan bredd efter och före sticket. Bredningen beror av press, valsdiameter, ämnets temperatur, valshastighet, material samt friktion mellan ämne och vals.
Bredningskoefficient definieras som förhållandet mellan bredd efter och före sticket.
Gripvinkel
För att valsning skall vara möjlig krävs att ämnet dras in i valsspalten. Detta kallas gripning och beskrivs genom gripvinkeln. Gripningen påverkas av friktionen mellan material och vals samt förhållandet mellan press och valsdiameter. Om inga yttre åtgärder vidtas för att förbättra gripningen ligger det maximala värdet för gripvinkeln på cirka 26°.
Valskraft är den kraft som åtgår för att deformera materialet. Hänsyn till denna kraft måste tas vid stickserieuppläggning och vid val av valsbomberingar. Oftast uppgår valskraften till flera MN (MegaNewton). Storleken på valskraften är beroende av kontaktytan mellan material och vals, materialets deformationsmotstånd, friktionsförhållandena i valsspalten samt valsningsgeometrin.
Moment är det vridmoment som valskraften utövar på arbetsvalsens axel. I början av stickserierna kan detta moment begränsa reduktionerna under valsningen.
Fjädring är ett mått på hur mycket valsverket fjädrar på grund av elastisk deformation. Lagerglappet brukar oftast ingå i fjädringskurvan.

{kind=link}