9.3.1 Bentonit
Huvudbeståndsdelarna i bentonit utgörs av mineralet montmorillonit. Detta är ett mineral som ger bentoniten en bindkraft. Bindningen är elektrokemisk.
I en råsandsform utgör bentoniten en liten andel av innehållet. Formen består i de allra flesta fall till största del av retursand med eventuellt en liten del nysand. Förutom sand och bentonit innehåller formen även ett kolhaltigt material, som sot eller sotersättningsmedel och eventuellt återvunnet finmaterial från exempelvis cykloner i sandberedningen. Dessutom finns 2,5 till 4 procent vatten i formen. Vattenhalten beror på formningsmetod och formmassans fuktbehov.
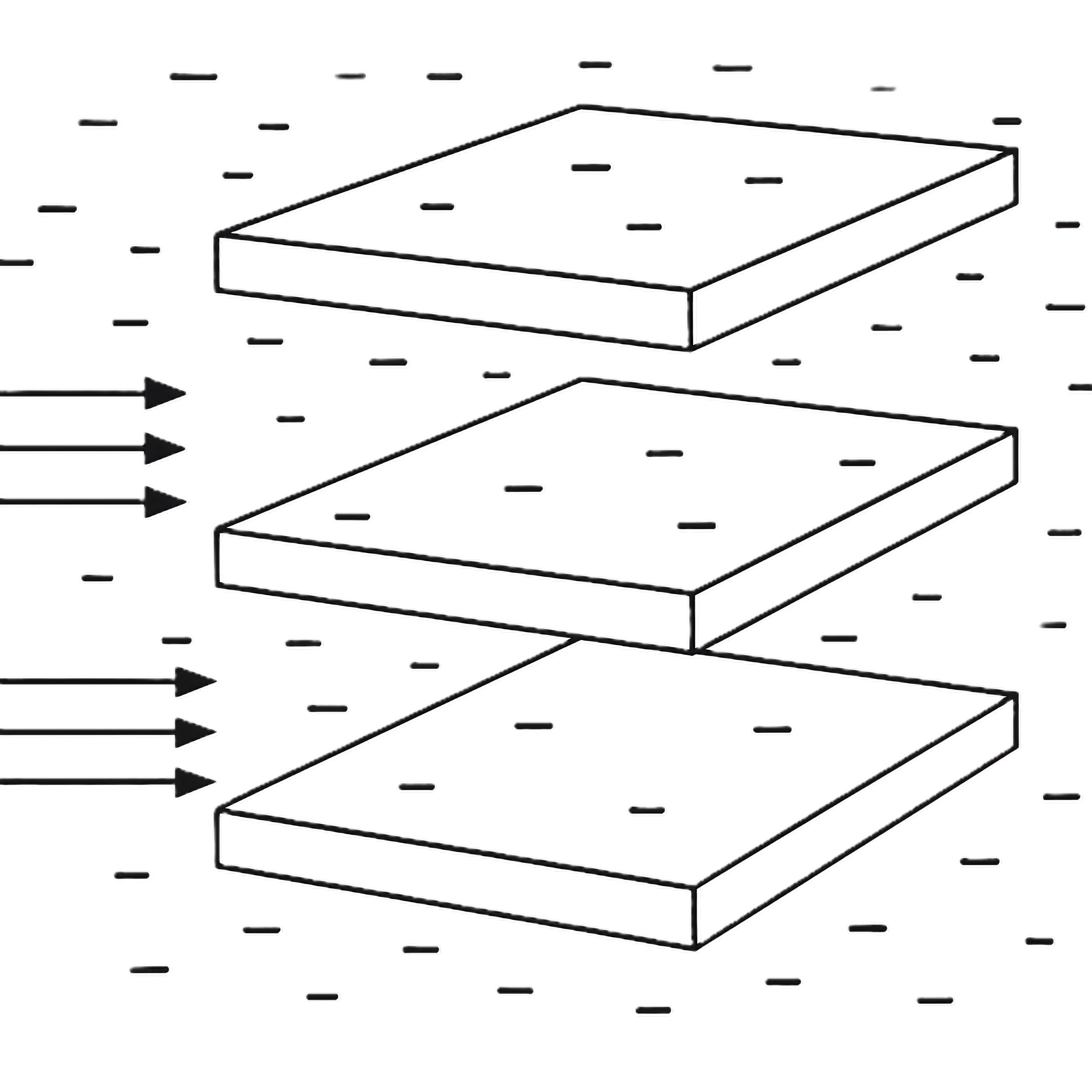
Montmorilloniten i bentoniten är uppbyggt av tunna skivor liggande intill varandra ungefär som korten i en kortlek. Varje skiva består av tre fullständigt sammanfogade plan, ett i mitten av aluminiumhydroxid och två omgivande av kiseldioxid. Vatten som tillförs söker sig in mellan skivorna så att dessa kommer på avstånd ifrån varandra. Genom att vattnet tas upp av materialet erhålls bindkraften.
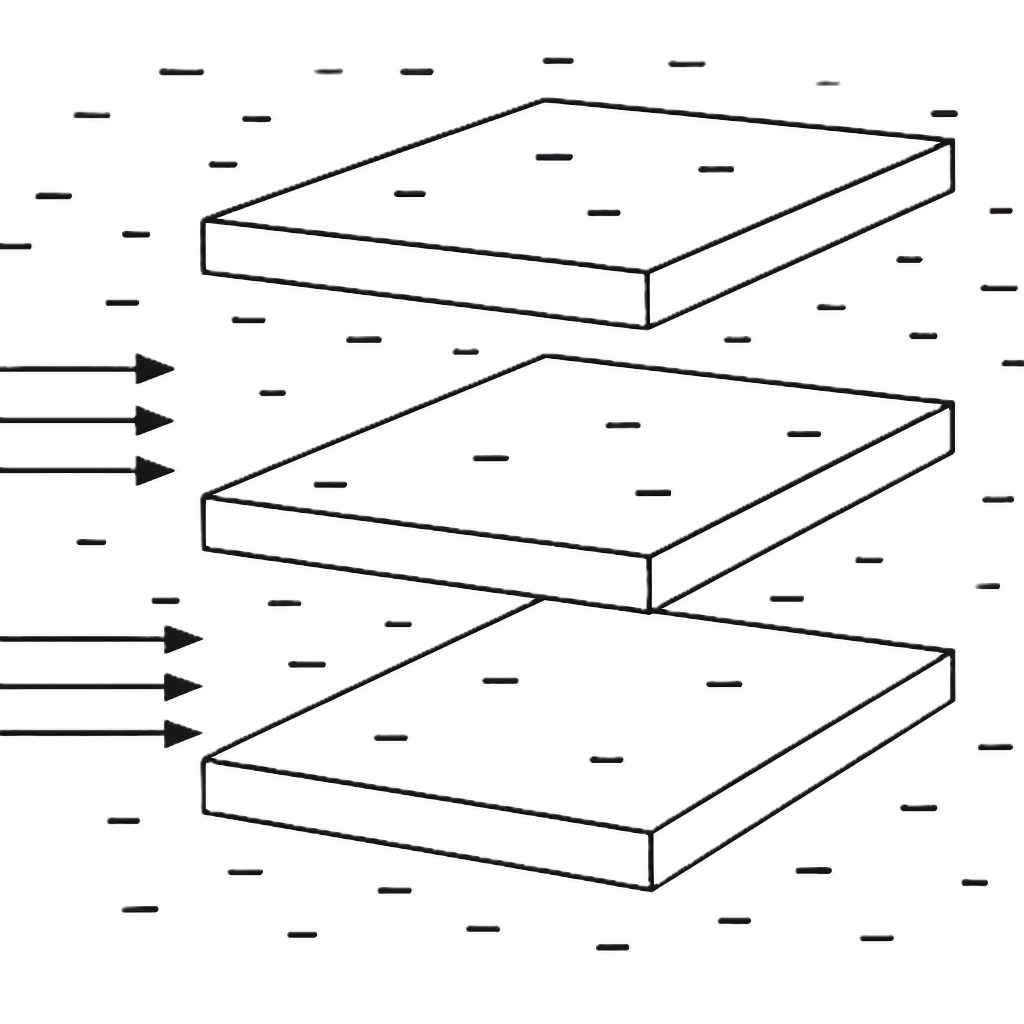
Figur 12. Tre montmorillonitskivor med vattenskikt.
En bentonitpartikel består av ett stort antal montmorillonitskivor. En partikel i storleksordningen 0,1 mm kan innehålla 100 000 skivor.
Bentonitens främsta egenskap är att den kan absorbera vatten flera gånger sin egen vikt och därmed svälla. När bentoniten absorberar vatten uppstår de elektrostatiska krafter som ger bindförmågan. Vissa bentoniter, natrium- och sodabehandlade kalciumbentoniter (se nedan), kan öka upp till 10-15 gånger sin volym i torrt tillstånd.
Vatten har en avgörande betydelse för bentonitens förmåga att hålla ihop formsanden. För mycket vatten för en bentonittyp kan vara för lite för en annan.
När bentoniten torkar vid gjutningen, krymper den och ger därmed plats för sandkornen att expandera. Detta minskar risken för spänningar i formen, med gjutgodsfelen ”råttsvans”, skolla och skorv som följd. Läs mer om dessa i Svenska Gjuteriföreningens defektdatabas.
När en bentonit utsätts för värmen från smältan förstörs montmorillonitens kristallstruktur helt eller delvis beroende på temperaturen. Den ”dödbränns”. Den förlorar då helt sin förmåga att absorbera vatten och därigenom sin bindförmåga. Detta leder till att formsanden faller isär. Därför måste ny bentonit tillsättas. Vilken mängd som behövs beror på faktorer som exempelvis förhållandet mellan järn och sand eller gjuttemperaturen.
Bentoniter bryts på olika håll i världen och egenskaperna varierar beroende på var fyndigheten är belägen.
Det finns i huvudsak tre olika bentonittyper:
- Natriumbentonit, finns färdig i naturen.
- Kalciumbentonit, finns färdig i naturen.
- Sodabehandlad kalciumbentonit, som erhålls genom att man behandlar kalciumbentonit med natriumkarbonat (aktivering).
Normalt används i Europa sodabehandlad kalciumbentonit för järn- och metallgjutgods. För den sodabehandlade bentoniten gäller ofta:
- Hög termisk beständighet – högre torrhållfasthet
- Låg termisk beständighet – lägre torrhållfasthet
- Hög termisk beständighet – långsam fuktupptagning
- Låg termisk beständighet – snabb fuktupptagning
Amerikansk natriumbentonit håller låg råhållfasthet och hög torrhållfasthet. Den har stort motstånd mot dödbränning. Den låga råtryckhållfastheten är kombinerad med hög våtdragbrottgräns, vilket är fördelaktigt då det minskar risken för expansionsdefekter. Eftersom natriumbentoniten har hög torrhållfasthet kan detta ge problem vid urslagningen
Den amerikanska natriumbentoniten används framför allt i stålgjuterier på grund av sin höga termiska beständighet. Oaktiverad kalciumbentonit används idag inte i Europa i någon större utsträckning. Det finns förutsättningar för att ytterligare förbättra bentoniternas egenskaper. Ett typiskt exempel är inmalning av processkol som gör att bentonitens fuktupptagning går fortare. Det medför till exempel att bentoniter med hög termisk beständighet även får ett snabbt fuktupptagande.
Förutom bindemedel krävs i formmassor i många fall extra tillsatser för att bästa resultat skall uppnås. Bland tillsatsmaterialen är det kolhaltiga materialet, stenkolssot och sotersättningsmedel vanligast. Övriga tillsatsmaterial tas upp här.
9.3.2 Bentonit ur miljösynpunkt
Användning av bentonit möjliggör framställning av gjutgods i alla gjutlegeringar och är resursbesparande genom att sanden i stor utsträckning kan återanvändas.
Bentonit är ett mineraliskt material, som i naturen inte innehåller organiskt material av betydelse. Formning med bentonitbunden formmassa, råsandsformning, är speciellt lämpad för storserieproduktion.
Genom användningen av förädlade bentoniter med hög termisk beständighet har det specifika bentonitbehovet per gjutet ton kunnat minskas.
Vid användning av bentonitbunden formmassa för tillverkning av järngjutgods, krävs dock tillsats av ett kolhaltigt material till exempel sot eller sotersättningsmedel (glanskolgivare). Detta tillsätts för att få bra godsytor och minska risken för expansionsdefekter.
Ju större tillsatsen av det kolhaltiga materialet är, desto mer påverkas arbetsmiljön i negativ riktning. Vid avgjutning, avsvalning och urslagning uppstår VOC-haltiga emissioner, lukter och rökutveckling samt kondensat i ventilationskanalerna. Vidare kan sot eller sotersättningsmedel belasta den yttre miljön via den genererade överskottssanden.
Sotersättningsmedlen har mindre påverkan både på arbetsmiljön och den yttre miljön än vad sotet har. Rent sot medför också en betydligt större risk för brand eller explosion.
Finmaterialet i de flesta kolhaltiga materialen bildar med luft en explosiv blandning, vilket leder till transportklassificering och föreskrifter för lagring av materialet i silo. Genom inblandning av bentonit i det kolhaltiga materialet kan denna problematik kringgås.
Under de senaste tjugo åren har strävan varit att minska tillsatsen av kolhaltigt material i formsanden samt att även ersätta en del av det kolhaltiga materialet med oorganiskt material.

{kind=link}