3.8.1 Gjutstål
Egenskaper
Gjutstålen har många varierande egenskaper beroende på den kemiska sammansättningen.
- Bra svetsegenskaper
- Hög hållfasthet vid höga temperaturer
- Bra hållfasthet vid extremt låga temperaturer
- Mycket bra korrosionsmotstånd
- Bra nötningsegenskaper
- Värmebehandling kan enkelt förändra basegenskaper
Användningsområden
Gjutstål av skiftande legeringar används för komponenter inom en mängd områden:
- Pumphus för allehanda miljöer
- Turbinhus för vattenkraft
- Ventilhus för papper- och massaindustri och petrokemisk industri
- Kopplingar och ventilhus i trycksatta konstruktioner
- Slitgods i anläggningsindustrin och massaindustri
- Knutpunkter i bro- eller byggnadskonstruktioner
- Komponenter till tung fordonsindustri
- Anläggningsmaskiner för gruvindustrin
- Komponenter för krossar inom gruvindustrin
- Flygindustrin



Figur 64. Pelare för lyftkran från Keycast Kohlswa.

Figur 64a. Grenrör. t.v äldre svetsad konstruktion, t.h. gjuten i skalform (Smålands Stålgjuteri)
3.8.2 Olika typer av gjutstål
Gjutstålen tillhör gruppen järn-kollegeringar där även gjutjärn och de så kallade superlegeringarna ingår. Gjutstålen kan sedan själva delas in i olika undergrupper beroende på legeringsinnehåll.
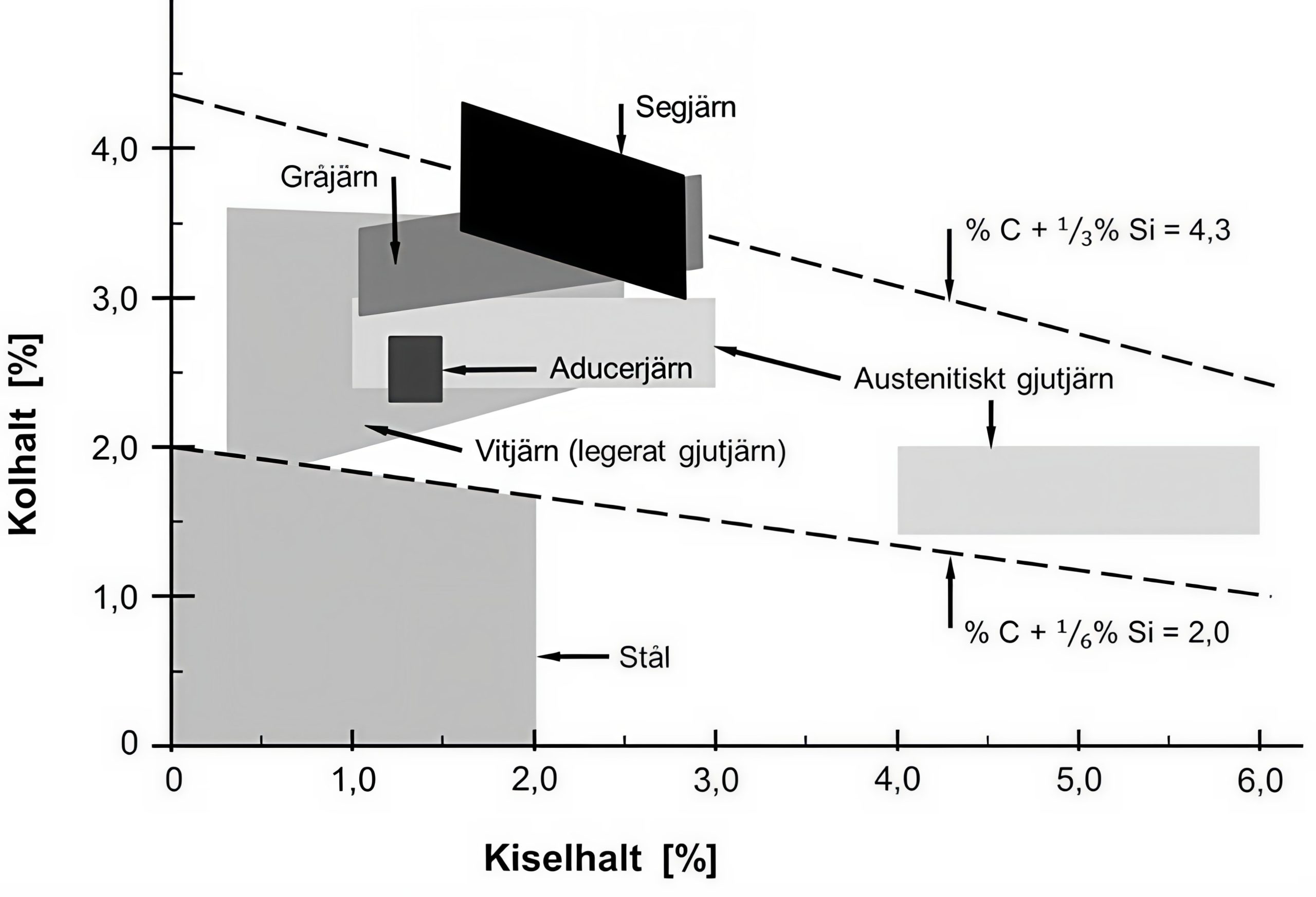
Gjutstål som omfattas av järn-kol kan schematiskt visas enligt Figur 65 där gjutstålen finns inom ett avgränsat område mellan kolhalten 0,02 – 2 procent och kiselhalten 0,01 – 2 procent . För värmebeständiga rostfria stål är dock kiselhalten avsevärt högre för några legeringar. Kolhalten (C) är runt 0,2 procent för konstruktionsstål och < 0,08 procent för rostfria stål.
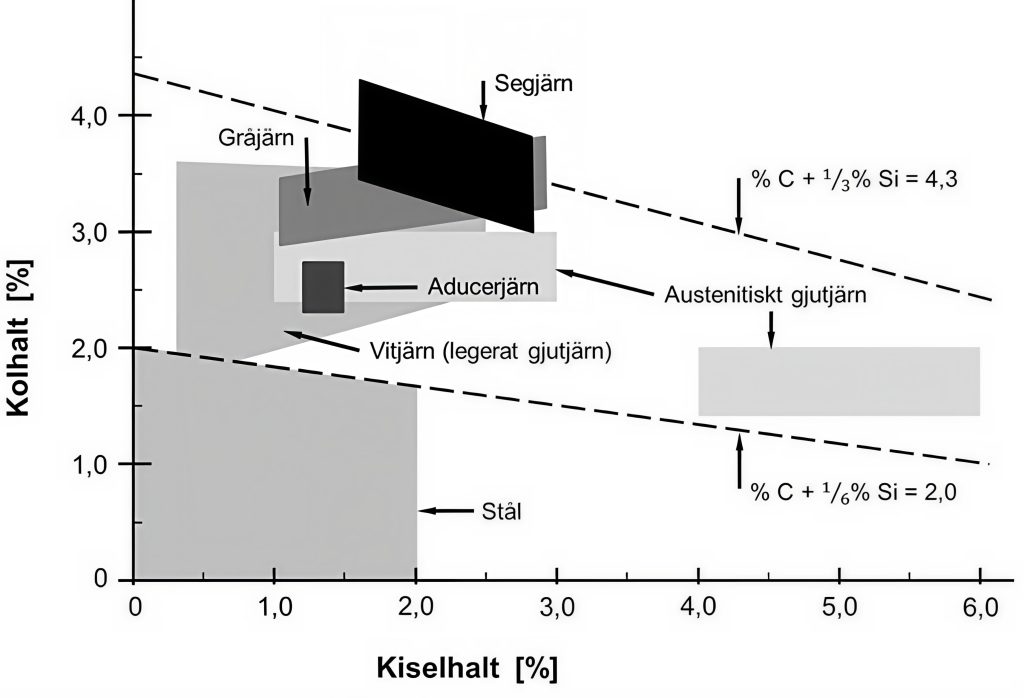
Figur 65. Några järn-kollegeringar med avseende på kol- och kiselhalt.
Det finns dock några undantag från regeln då vissa icke normgivna gjutstålslegeringar innehåller upp mot fem procent kisel (Si). Dessa har ökat motstånd mot glödskalbildning och används därför i oxiderande atmosfär vid höga temperaturer.
Gjutstålens egenskaper hänger starkt samman med hur materialet är legerat. Stålen delas in i två grupper; olegerat och legerat stål som av praktiska skäl i sin tur delas i låglegerat och höglegerat gjutstål. Rostfria stål och superlegeringar (legeringar som per definition innehåller mindre än 50 procent järn) ingår i gruppen höglegerat.
- Olegerat stål (>98procent järn).
- Låglegerat eller mikrolegerat stål (2 – 5 procent legeringsämnen, resten järn).
- Höglegerat stål (> 5 procent av minst ett eller flera ämnen tillsammans, resten järn).
- Rostfritt stål (> 12 procent krom och < 0,2 procent kol, plus andra legeringselement).
- Superlegerat material (nickel- och kobaltbaserat men även järn baserat).
Olegerat gjutstål
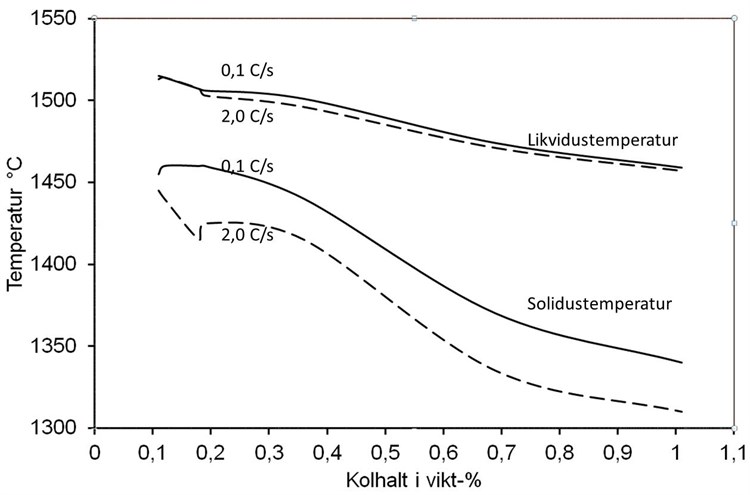
Mer än 98 procent av materialet är järn (Fe).Kolhalten (C) är den viktigaste faktorn i olegerat stål och varierar oftast mellan 0,1 till 0,7 procent och påverkar den gjutna strukturen och de mekaniska egenskaperna som framgår av nedanstående figur.
Därutöver tillkommer några få tiondelar av kisel (Si) och mangan (Mn). Ibland förekommer även aluminium (Al) på bekostnad av kisel (Si). Aluminium har då använts som desoxidationsmedel för att ta bort syre (O) ur smältan innan avgjutning.
För de olegerade stålen är det kolhalten som styr beteendet vid stelningen och påverkar vid vilken temperatur som stelningen påbörjas, likvidustemperaturen. Det gradantal där allt stelnar, solidustemperaturen, påverkas även kraftigt av svalningshastigheten [°C/s].
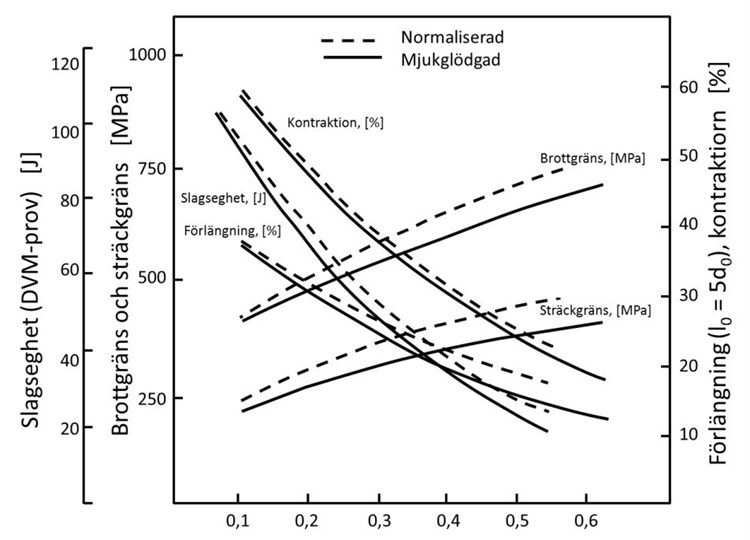
Kolhalten påverkar även de mekaniska egenskaperna som framgår av följande figur, där de vanligaste egenskaper är listade på var sin axel.
Hållfasthetsegenskaperna bestäms främst av kolhalten. För att förbättra segheten och jämna ut kolhalten glödgas materialen vid 950 till 1 000°C, varefter de vanligen normaliseras vid temperaturer mellan 850 och 950°C beroende på kolhalten. Avspänningsglödgning utförs när så krävs. I övrigt är inte någon annan typ av värmebehandling aktuell vid denna typ av stålgjutgods.
Det förekommer att de olegerade gjutstålen delas in efter sin kolhalt där lågkolstål har max 0,25 procent koloch max 1,5 procent mangan. Medium kolstål har 0,25 procent till 0,60 procent kol och högkolstål har från 0,60 procent till 1,25 procent kol med 0,30 till 0,90 procent Mn. Sedan finns ultra högkolstål med en kolhalt som ligger mellan 1,25 procent och 2,0 procent.
Legerat gjutstål
Gjutstål med mer än 2 procent legeringsämnen, kol undantaget. Legerade stål omnämns nästan uteslutande som mikrolegerade stål med max mängd av legeringselement. Av praktiska skäl delas materialen in i låglegerat och höglegerat.
Låglegerat gjutstål
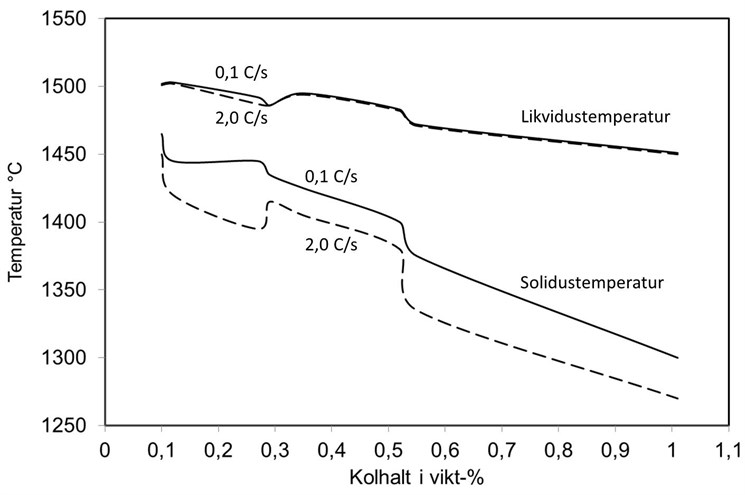
Innehåller ofta samma mängder av kol, kisel och mangan som olegerat gjutstål men har tillsatser av krom (Cr), nickel (Ni), molybden (Mo), volfram (W), niob (Nb) och ibland även bor (B). Dessa element håller sig vanligen under sammanlagt fem procent av materialets sammansättning. Resten är järn. Vid gjutning av dessa stål har även svalningshastigheten inverkan på hur stor underkylningen kan bli för solidustemperaturen.
Höglegerat gjutstål
När de mekaniska egenskaperna skall ökas är det inte ändamålsenligt att öka kolhalten ytterligare då det får katastrofala inverkningar på främst förlängning och slagseghet, se Figur 67. Istället legerar man upp med ett varierande antal tillsatser för att förbättra olika egenskaper. Höglegerat gjutstål har minst ett legeringselement som överstiger 5 procent.
Specialvarianter är exempelvis manganstål med minst 10 procent mangan och de rostfria stålen där kromhalten överstiger 12 procent. Sammansättningen hos de höglegerade gjutstålen är anpassade till de användningsområden som de skall arbeta i och klassas enligt;
- Varmhållfasta
- Korrosionsbeständiga
- Syrabeständiga
Dessa egenskaper hos de rostfria stålen fås genom att variera halterna av olika huvudlegeringsämnen som krom, nickel och molybden tillsammans med en rad ämnen i lägre halter. Rostfria stål kan även delas in i fyra grupper efter vilken struktur materialet har och klassas då enligt;
Austenitiskt
- 12–30 procent krom och 7-30 procent nickel, ibland 2-3 procent molybden, max 0,05 procentkrom.
Ferritiskt och ferritiskt-martensitiskt
- 12-30 procent krom med lite molybden, niob, titan och max 0,1 procentkol, inget nickel
Martensitiskt och urskiljningshärdat
- 12-30 procentkrom med lite molybden, niob, titan och max 0,1 procentkol, inget nickel
Austenitiskt-ferritiskt (Duplex)
- < 29 procentkrom, 5-8 procent nickel, 1-4 procent molybden, 0,4 procent kväve, < 0,03 procentkol
Utöver dessa gjutstål förekommer superlegeringar som ofta har mindre än 50 procent järn i sin sammansättning. Typiska material innehåller höga halter av nickel, krom, volfram och kobolt och går under olika handelsnamn.
Temperaturkurvorna för likvidus och solidus är inte lika enkla att beskriva i diagramform för de rostfria stålen om de relateras till kemisk sammansättning då de påverkas av vilka legeringselement som ingår. I stället används ekvivalenterna för krom (Cr) och nickel (Ni):
Creq = Cr + 1,37Mo + 1,5Si + 2Nb + 3Ti
Nieq = Ni +0,31Mn + 22C + 14,2N + 1Cu
3.8.3 Gjutstålens beteckningssystem
För stålgjutgods finns det inom ramen för europeiska normer två standarder som beskriver hur stålnamn är uppbyggda.
Dessa är:
- SS-EN 10027–1:2016, Beteckningssystem för stål – Del 1: Stålnamn
- SS-EN 10027–2:2015, Stålbeteckningar – Del 2: Numeriskt system
Den första delen beskriver stålen utifrån användningsområden med fokus på egenskaper och kemisk sammansättning, några exempel är:
- Stål för konstruktions- och allmänna ändamål
- Gjutstål för tryckkärlsändamål
- Rostfria stål och andra legerade stål.
Del 2 är däremot ett rent nummersystem som även omfattar andra metalliska material.
3.8.4 Materialbeteckningar och mekaniska egenskaper
Som kund till ett stålgjuteri bör man välja att beskriva användningsområdet för sin produkt. Därefter kan gjuteriet välja lämpligt material. Det finns uppgifter om att det finns mer än 4000 olika legeringar av stål.
De flesta av det stora antalet stållegeringar är justerade från standardmaterial och är endast företagsspecifika. I det följande redovisas materialstandarder enligt applikationsområde.
Gjutstålen beskrivs efter sina användningsområden och egenskaper enligt nedanstående standarder:
- SS-EN 10293:2015, Stålgjutgods för konstruktions- och allmänna ändamål.
- SS-EN 10213:2007+ A1:2016, Gjutstål för tryckkärlsändamål.
- SS-EN 10283:2019, Rostfritt gjutstål.
- SS-EN 10295:2002, Värmebeständigt stålgjutgods.
- SS-EN 10349:2009, Gjutstål – Gjutgods för austenitiskt manganstål.
Dessa fem standarder omfattar tillsammans 140 olika stålsorter.
3.8.5 SS-EN 10293:2015 Stålgjutgods för konstruktions- och allmänna ändamål
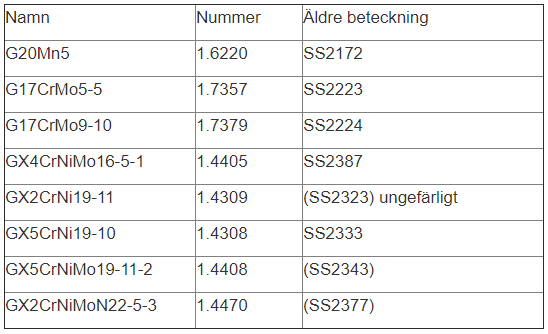
Tabell 31. Standarbeteckningar för stållegeringar ur SS-EN 10293:2015.

Tabell 32. Variationer i sträck-, brottgräns, förlängning och slagseghet enligt enligt SS-EN 10293:2015. 
Värdena för slagseghet är endast vid rumstemperatur. Det föreligger några material som har slagseghetskrav vid -20°C till 120°C. Värden för dessa är inte redovisade i tabellen ovan. Vissa av stålen har en högre manganhalt för att förbättra segheten hos stålet.
G28Mn6 används för högt påkända detaljer och levereras ofta i seghärdat tillstånd. I normaliserat tillstånd är dess användningsområde ungefär detsamma som för GE300. G28Mn6 kan även induktions- och flamhärdas med ythårdheter på 55 – 61 HRC.
G20Mn5 är ett svetsbart gjutstål för allmänna konstruktioner. Det används där man har högre krav på hållfasthet än vad som kan erhållas med GE240, men där man fortfarande kräver god svetsbarhet.
Tillsats av krom och molybden ökar stålets härdbarhet och används ofta i kombination då molybden minskar risken för anlöpningssprödhet. I seghärdningsstål förekommer krom i halter från 0,8 till 3 procent och molybden i halter från 0,2 till 0,7 procent. Krom-molybdenstål kan uppnå en brottgräns på 1 000 N/mm2 vid dimensioner upp till 80 millimeter. Vid krav på högre hållfasthet eller i grövre dimensioner är det i regel nödvändigt att även legera med nickel för att få hög hållfasthet i kombination med god seghet.
Krom-molybdenlegerade stål har förutom goda hållfasthetsegenskaper även relativt god svetsbarhet. Stålen lämpar sig även för flam- och induktionshärdning. Sådan behandling gör att HRC ligger mellan 45 och 54 HRC. Användningsområde för seghärdningsstål är bland annat högt påkända maskindetaljer. Vid seghärdning till mycket hög hållfasthet eller vid grova dimensioner är krom-nickel-molybdenstål aktuella. Krom-nickel-molybdenstål används även för slitdelar härdade till hållfastheter mellan 400 och 550 HB, varvid kolhalterna ligger mellan 0,3 och 0,8 procent.
Tabell 33. Standarbeteckningar för stållegeringar ur SS-EN 10213:2007 + A1:2016.

Tabell 34. Variationer i sträck-, brottgräns, förlängning och slagseghet enligt SS-EN 10213:2007+A1:2016.
Värdena för slagseghet är endast vid rumstemperatur. Det föreligger några material som har slagseghetskrav vid -40°C ner till -196°C. Värden för dessa är inte redovisade i tabellen ovan.
En del låglegerade stål kan även användas vid förhöjd arbetstemperatur i området 425°C till 580°C. God kryphållfasthet vid förhöjd temperatur erhålls genom att legera med framför allt molybden men också med krom och vanadin. Standarden innehåller bland annat två stållegeringar, G17CrMo5-5 och G17CrMo9-10. Den första används upp till cirka 525°C och G17CrMo9-10 däröver i det angivna temperaturområdet. Användningsexempel är armaturer för överhettad ånga, lock och kolvar till dieselmotorer samt detaljer till ångturbiner.
3.8.7 SS-EN 10283:2019 Rostfritt gjutstål
Tabell 35. Standarbeteckningar för stållegeringar ur SS-EN 10283:2019.

Tabell 36. Variationer i sträck-, brottgräns, förlängning och slagseghet enligt SS-EN 10283:2019.
De rostfria gjutstålen kännetecknas av att de uppvisar ett gott motstånd. Det gäller inte bara mot atmosfärisk korrosion utan även mot andra typer av kemiska angrepp som exempel Cl–, SO4—, OH–. Korrosionsbeständigheten varierar dock starkt beroende på stålens legeringsinnehåll. Det viktigaste legeringsämnet är krom, som förekommer i halter mellan 12 och 30 procent. Andra viktiga legeringselement är nickel och molybden.
De vanligaste typerna av rostfria stål utgörs av 13 procent kromstål, 18–8-stål samt ett stål med 25 procent krom, 5 procent nickel och 1,5 procent molybden. Dessutom finns inom gruppen rostfria gjutstål liksom inom de andra gjutstålsgrupperna en mängd speciallegeringar. Egenskaperna hos dessa anpassas till specifika önskemål och krav. Ett exempel på produkt där en sådan legering används är malsegment.
Kromstålen med 13 procent krom har en ganska begränsad korrosionsbeständighet mot syror och alkalier och används där sötvatten är det korroderande mediet. Exempel på användningsområde är för gjutgods i vattenturbiner. Ståltypen används även legerad med cirka 1 procent molybden för att öka korrosionsbeständigheten. Den legering som gjuts motsvarar närmast GX4CrNiMo16-5-1.
Ökning av halten av krom till 18 – 20 procent och av nickel till 8 – 10 procent (18-8-stål eller austenitiska krom-nickelstål) förbättrar stålets korrosionsbeständighet avsevärt. Ytterligare förbättringar erhålls genom att tillsätta molybden i halter omkring 3 procent, varvid dock ytterligare ett par procent nickel måste tillsättas för att behålla grundstrukturen. Kolhalten i dessa stål är ungefär 0,05 procent, vilket tillsammans med sammansättningen i övrigt gör att dessa stål ej kan härdas. Värmebehandlingen sker via glödgning vid 1 050°C följd av en snabb kylning i vatten. Värmebehandlingen (släckglödgning) ger framför allt en förbättring av korrosionsbeständigheten.
I standarden finns bland annat gjutstålen GX5CrNi19-10 och GX5CrNiMo19-11-3. Hållfastheten hos dessa stål är ganska låg medan segheten är mycket hög. Stålen är sega även vid mycket låga temperaturer och dessa stål används därför för så kallade kryogena ändamål (mycket låga temperaturer). Av de båda ståltyperna har GX5CrNiMo19-11-3 högst korrosionsbeständighet och brukar betecknas som syrafast stål. Båda stålen har utmärkt svetsbarhet.
SS 2564 är ytterligare en standardiserad gjutstålslegering inom gruppen austenitiska krom-nickelstål. Denna legering har sin största tillämpning i starkt korrosiva miljöer. Exempel på produkter är värmeväxlare, kylare och liknande för kemisk industri, cellulosaindustri och raffinaderier.
Ferrit-austenitiska krom-nickelstål
I Sverige har speciellt för gjutgods 18-8-stålet ersatts av stålet SS 2324. Detta stål har mycket god korrosionsbeständighet och räknas till gruppen syrafasta stål. SS 2324 har dock något lägre korrosionsbeständighet. Dock har SS 2324 en högre hållfasthet, speciellt vad gäller sträckgränsen. Seghet och svetsbarhet är dock sämre hos SS 2324. Det bör också observeras att SS 2324 försprödas vid användning över 250°C.
3.8.8 SS-EN 10295:2002 Värmebeständigt stålgjutgods
Standarden omfattar 29 material totalt. Av dessa är 8 ferritiska eller ferrit-austenitiska, 17 är austenitiska och 4 är baserade på nickel eller kobolt. Ur dessa grupper har 12 material mindre än 50 procent järn i legeringen. Dessa brukar normalt klassas som superlegeringar.
Tabell 37. Standarbeteckningar för stållegeringar ur SS-EN 10295:2002.

Tabell 38. Variationer i sträck-, brottgräns, förlängning och max arbetstemperatur enligt SS-EN 10295:2002.
Vid förhöjda temperaturer oxideras stålytorna och vid en viss temperatur, skalningstemperaturen, ökar oxidationshastigheten så kraftigt att stålet snabbt blir oanvändbart, såvida inte mycket låga krav ställs på livslängden. Vanligt stål har en skalningstemperatur på cirka 550°C. Genom att legera stålet med enbart krom kan man successivt höja skalningstemperaturen. Även kisel används för detta ändamål. Skalningstemperaturen kan också påverkas genom att de kromlegerade stålen även legeras med nickel, vilket är speciellt verksamt vid upprepade upphettningar och avkylningar. Nickel bidrar också till förhöjd hållfasthet vid höga temperaturer. Skalningstemperaturen vid upphettning i luft är för ett kromstål med 13 procent krom 820°C och med 25 procent krom 1 070°C. Ett stål med 18 procent krom och 9 procent nickel har motsvarande skalningstemperatur vid 875°C och med 25 procent krom och 20 procent nickel vid 1 100°C.
Genom att atmosfären vid förhöjda temperaturer ofta utgörs av förbränningsgaser, exempelvis från eldning av tjockoljor eller i sopförbränningsanläggningar, förstärks angreppen på stålet och de praktiska användningstemperaturerna för olika stål är ofta avsevärt lägre.
De nickelbaserade stålen är speciellt känsliga för svavelhaltiga avgaser och särskilt i reducerande atmosfär. Nickelsulfider bildas, vilka försprödar materialet. Rosterstaven i Figur 69 är ett användningsexempel på denna typ av stål.

Superlegeringar, normalt ett stål där halten av järn är lägre än 50 procent, har utvecklats för användning i tillverkning av jetmotorer och i petrokemisk industri med mera där det ställs extra stora krav till korrosion och temperaturhärdighet.
3.8.9 SS-EN 10349:2009 Gjutstål - Gjutgods av austenitiskt manganstål
Manganstål är ett kallhärdande material och används därför i stor utsträckning som slitdelar inom gruv- och anläggningsindustrin.
Tabellen nedan anger några typiska material. Liksom tidigare värmebeständiga material så har det inte förekommit så många material i svensk standard. EN-standarden innehåller nio olika material.
Tabell 39. Standardbeteckningar enligt SS-EN 10349:2009.

För slitdelar som exempelvis krossplattor, krosskonor, vissa typer av kvarninfodringar och tänder för grävskopor används höglegerat manganstål. Stålen benämns ofta Hadfieldstål. Dessa stål innehåller 1,2 procent kol och cirka 12 procent mangan. Efter upphettning till 1 050°C och kylning i vatten erhåller dessa stål en austenitisk struktur, som är seg och mjuk (cirka 200 HB). När stålytan utsätts för en plastisk deformation erhålls en deformationshärdning från 200 HB till 500 HB i ytskiktet med en markant ökning av slitstyrkan som följd. Allteftersom det hårda ytskiktet slits ner härdas successivt underliggande material.
Erforderlig plastisk deformation erhålls i regel genom den kallbearbetning som detaljerna utsätts för vid användning. Den kan även åstadkommas genom bearbetning med ett tryckluftsverktyg.
Den vanligaste typen av höglegerat manganstål är standardiserat som GX120Mn13. I vissa fall legeras detta material med krom i halter upp till två procent.

3.8.10 Gjutståls svetsbarhet
I formeln nedan visas en variant som man räknar på för att klassa om ett stål är lätt eller svårare att svetsa. Vid enklare stål så används endast kol- och manganhalten i beräkningen och man anger då att ett värde på CEV som är lägre än 0,40 medför svetsning utan förhöjd arbetstemperatur på ämnena som skall svetsas.
Konstruktionsstålens utveckling mot allt flera varianter av mikrolegerade stål gjorde att det var nödvändigt med en mera detaljerad kolekvivalent enligt följande:

Om CEV är lägre än 0,45 så anses stålet kunna svetsas vid rumstemperatur utan att efterföljande värmebehandling behöver tillgripas.
För rostfria stål är det viktigt att δ-ferriten kontrolleras vid svetsningen då den har en stark inverkan på materialegenskaperna som till exempel seghet, korrosion och termisk stabillitet.
Schaeffler och Delong sammanställde ett ekvivalentdiagram på 1970-talet för att kontrollera om en svetsfog uppnådde samma sammansättning som grundmassan.

Idag används avancerade simuleringsprogram för att förutsäga hur egenskaper och sammansättning påverkas i och runt om svetsfogen (HAZ = heat affected zone).
Diagrammet kan även användas till att förklara de olika strukturerna i rostfria stål enligt tidigare beskrivet under rubriken höglegerat gjutstål.
3.8.11 Värmebehandling av stålgjutgods
Värmebehandling är väsentligt för stålets egenskaper. Behandlingen sker på olika sätt beroende på vad man vill uppnå med slutmaterialet.
Tabell 40. Vanligaste behandlingarna av stålgjutgods.
Stålgjutgods av mindre storlek kan med fördel förbättras genom att efterbehandlas genom HIP (hot isostatic pressing), där gjutgodset utsätts för värme av 1000 till 1100 grader och ett tryck på upp emot 2000 bar. Därigenom pressas gjutgodset ihop och eventuella porer inne i gjutgodset kan sammanfogas så att de mekaniska egenskaperna förbättras. Metoden kan även med fördel användas vid lägre tryck av 200 bar till att förkorta en lång värmebehandlingscykel som till exempel seghärdning.
3.8.12 Gjutstål jämfört med valsat och smitt stål
För stålgjutgods används i stort sett samma stålsammansättningar som till tätat stål för valsade produkter. Vissa skillnader i analys (till exempel kisel- och manganhalter) och ståltillverkningsmetodik (till exempel desoxidationspraxis och tappningstemperatur) förekommer dock.
Hållfasthetsegenskaperna hos gjutstål jämfört med smitt eller valsat stål är i stort sett likvärdiga. De skillnader, som anges i normerna, är till stor del betingade av provningsmetodiken. Exempelvis föreskrivs i regel vid valsat material att prov skall tas ut parallellt med valsningsriktningen. Eftersom det valsade materialet genom den plastiska bearbetningen får en orienterad struktur blir stålet anisotropt, det vill säga att det visar upp olika egenskaper beroende på i vilken riktning proven tas. Gjutstål däremot är isotropt och man får därför samma värde för hållfasthetsegenskaper oberoende i vilken riktning provet tas. För konstruktören är detta en fördel i de fall belastningsfördelningen i en konstruktion är komplicerad och svårberäknad.
En jämförelse mellan stålgjutgods och smidda stålprodukter visar förutom fördelarna med isotropt material följande:
Fördelar
- Gjutstål har högre brottseghet, lägre spricktillväxthastighet vid utmattning samt är mindre känsligt för väteförsprödning och spänningskorrosion än motsvarande smitt stål från samma utgångsmaterial.
- Gjutstål innehåller runda inneslutningar med god bindning till grundmassan. I smitt stål är inneslutningarna många gånger deformerade till anvisningar eller så har materialet spruckit i bindningen mellan inneslutning och grundmassa.
Nackdelar
- Gjutstål har generellt sett sämre duktilitet, slagseghet och utmattningshållfasthet än smide. Detta gäller dock endast vid jämförelse med smidets egenskaper i längdriktningen och i fallet med oanvisade provstavar. I tvärriktningen är gjutstålets egenskaper likvärdiga med eller bättre än smidets.
3.8.13 Gjutstålets historia
Järn skiljer sig från ädelmetallerna genom att de skrivna vittnesbörden från gammal tid är få. Det är normalt att järn med lite kol, kisel och mangan kallas för järn istället för stål – jämför med armeringsjärn. Detta kan leda till begreppsförvirring när man läser gamla dokument om järnframställning.
Stål som material betraktat har nog funnits på ytan av de järnföremål som framställts. Ett speciellt stål är Wootz-stålet som utvecklades i Indien. Det högkolhaltiga materialet framställdes genom en blandning av kolpulver och järnmalm och smältes i en degel. Det finns indikationer på att denna process ägde rum redan runt år 1 500 före Kristus. Järn på sanskrit är ayas, ett ord som leder till iron, Eisen och järn.
Det är dock först 1 200 år senare som det finns påtagliga bevis för att man framställt detta stål. Mycket av materialet exporterades till Damaskus där man framställde knivar och svärd i det så kallade Damascenerstålet [13, 14].
Järn legerat med kol (stål) som handelsvara torde först ha uppkommit under senare delen av 1700-talet men det omnämns i en av de få källor som finns från 1540. 1786 utgav den franska vetenskapsakademin publikationen ”Mémoire sur le fer considéré dans ses différents états métalliques” som anses vara en milstolpe inom den metallurgiska litteraturen. Författarna konstaterade att rent järn som ”förorenats” med små mängder av kol i varierande mängd gav olika egenskaper. De konstaterade dessutom att om en tackjärnssmälta stelnar olika fort så får brottytor en grå nyans vid långsamt stelnande och en vit nyans vid snabbt stelnande.
Under lång tid är det i form av stänger som stålet framställs genom en reverserande process där rent järn upphettas i en koksbädd och uppkolning av järnet sker. Det är först i mitten av 1800-talet som det tar fart med en smältprocess utvecklat av Henry Bessemer. Även om fler var tekniken på spåret så är det han som fått äran av att ståltillverkningen tog fart med gjutning av ämnen för valsning och smidning, götgjutning.
Bessemerprocessen (patent 1855) baseras på en konverter där luft blåses in genom munstycken upp genom smältan från botten av konvertern. Det gick inte så bra i början trots flera sålda licenser på tillverkningen. Det kom helt enkelt inget flytande stål ur konvertern, utan en segflytande massa som knappt kunde formas.
Den 18 juli 1858 är ett historiskt datum för stålindustrin. Det var då bruket vid Edskens masugn i Gästrikland blev först i världen med att få flytande stål ur konvertern. Göran Fredrik Göransson lyckades med stöd från Jernkontoret förbättra processen så att framställningen av stål kunde ske under repeterbara former.
Det första dokumenterade gjutgodset i stål är från 1845 då tillverkaren Johan C. Fischer visar upp ståldetaljer framställda genom gjutning efter smältning i degel. Processen hade tagit sin början redan 1805 (några källor anger att processen redan fanns i Indien och Turkmenistan vid denna tid) men den industriella storskaligheten började först 1877. Flera gjuterier var samtida, i USA grundades Buffalo Steel Company 1861 [9] och i Sverige grundade G F Göransson Högsbo stål- och jernverks AB vid ovan nämnda Edskens masugn. Företaget blev sedermera efter en konkurs 1868 Sandvikens Jernverk AB.
Bessemerprocessen hade sina begränsningar då infordringen var av SiO2, det vill säga sur infodring vilket gjorde att malmer med höga halter av svavel och forsfor inte kunde färskas. Merparten av malmen i Europa innehöll både svavel och fosfor i höga halter, dock inte den svenska.
Processen utvecklades genom att göra infodringen basisk med hjälp av kalk. Detta utfördes genom Thomasprocessen som hade en basisk eldfast infodring varför järnmalm med höga fosforhalter kunde användas.
Under samma period utvecklades en regenerativ smältugn efter idé av Friedrich och Wilhelm Siemens. Först sedan Pierre-Émile Martin, en fransk metallurg, tagit ut licens på metoden och förbättrat den till att även kunna smälta skrot tillsammans med flytande tackjärn ökade användningen. Det ledde till att den svenska järnmalmsexporten sjönk. Siemens-Martinugnen kom att få stor betydelse för framställning av stål och stålgjutgods. Metoden var dock långsam och krävde stora anläggningar.
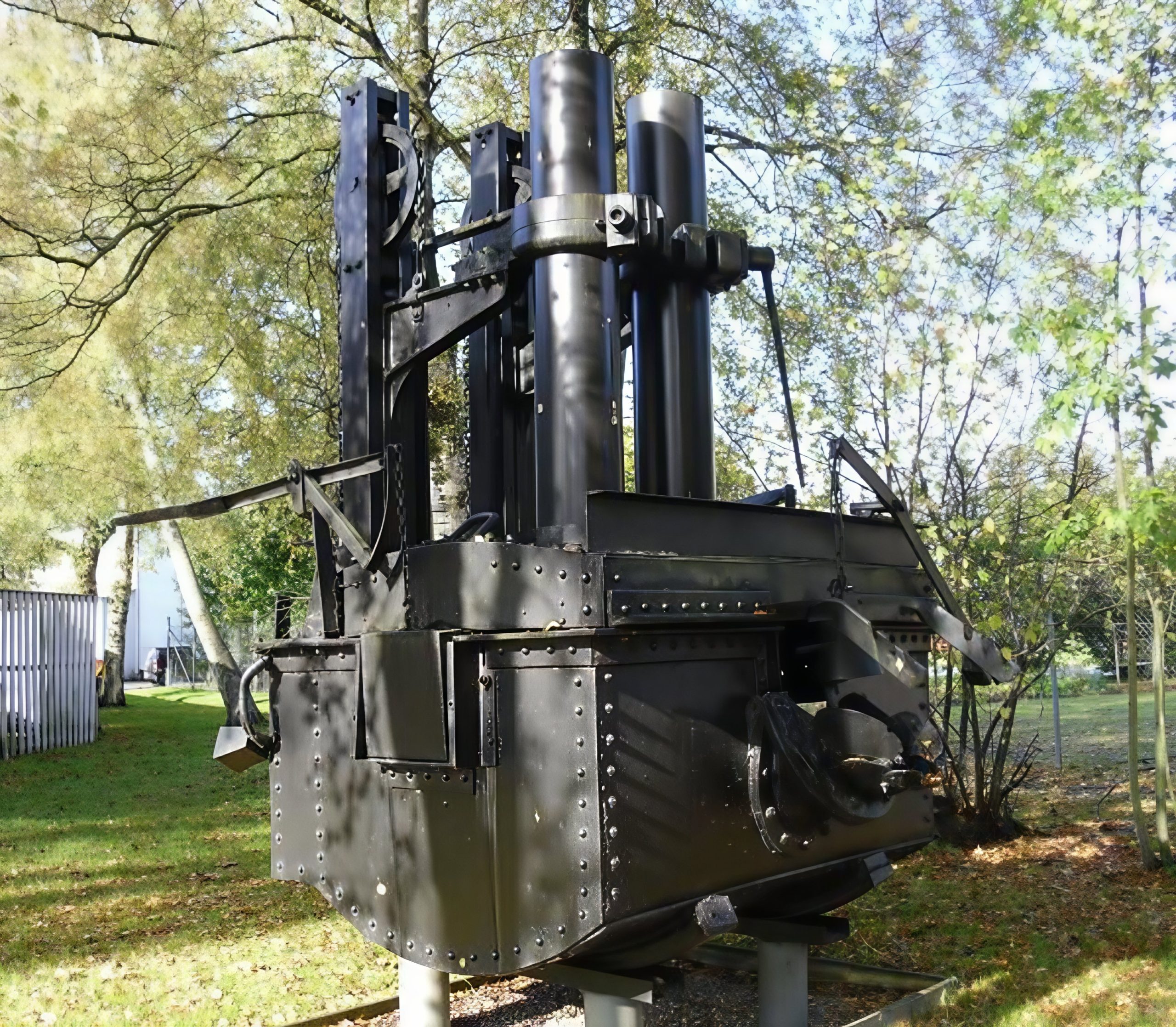
Paul Heroult uppfann en metod att smälta aluminium och fortsatte sin uppfinnarverksamhet med att använda elektricitet för att smälta stålskrot. Han patenterade Heroult –ugnen 1907 [13]. Det är den smältugn, som utvecklats till den moderna stålindustrins ”smältmaskin” för skrot – ljusbågsugnen. Mellan tre grafitelektroder och skrotet skapas ljusbågar som smälter skrotet. Med sin enklare konstruktion och krav på mindre yta så blev det många stålgjuteriers smältugn.
Figur 72. Utanför tidigare Keycasts byggnader i Ljungby centrum, tidigare Ljungby stålgjuteri, står en tidig Heroult-ugn från 1909. Bilden är inskickad av Jonas Sjöholm, Keycast.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}