6.3.1 Matare och dess placering
En generell krympningskurva för en komponent kan se ut enligt följande figur där volymförändring i smältan till följd av överhettning (övertemperatur vid gjutning), volymförändring i stelningsintervallet (intervallet mellan allt flytande och allt stelnat), volymförändringen när allt har stelnat (modellkrympningen).

I intervallet ovanför temperaturen där allt är flytande (likvidus) krymper smältan med cirka 1,5 procent per 100°C över likvidus. Detta är generellt lika för alla material och mataren måste vara stor nog att kompensera för merparten av detta. I stelningsintervallet mellan allt flytande och allt stelnat krymper våra gjutna material mycket olika vilket gör att även matarstorleken varierar. Tabellen nedan visar hur mycket metall som måste kompenseras under stelningen och under svalningen (modellkrympningen).
Tabell 2. Volym metall som måste matarkompenseras för olika material.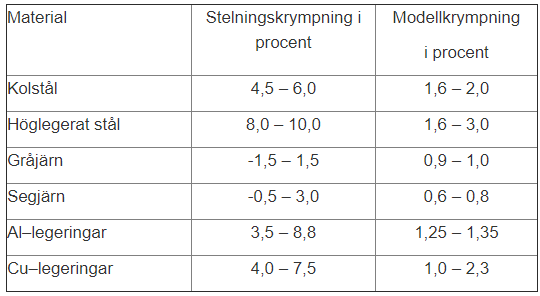 Notera att stelningskrympningen för gjutjärn kan vara negativ, det vill säga att en expansion förekommer. Hur stor den är beror på smältans kemiska sammansättning och gjuttemperatur samt hur stabil formen är.
Notera att stelningskrympningen för gjutjärn kan vara negativ, det vill säga att en expansion förekommer. Hur stor den är beror på smältans kemiska sammansättning och gjuttemperatur samt hur stabil formen är.
Modellkrympningen sker endast i fast tillstånd och är det extra material som måste finnas när komponenten svalnar och drar sig samman. Detta för att dimensionerna inte skall avvika allt för mycket mot önskad enligt ritning eller CAD-modell.
Nu kan vi börja bestämma oss för hur och var vi vill placera våra matare för att undvika sugningsproblem. Som nämnts tidigare är materialet vi gjuter av stor betydelse för hur man väljer att vända komponenten. Nedan visas några exempel på hur matarna kan placeras vid olika delningar och olika material.
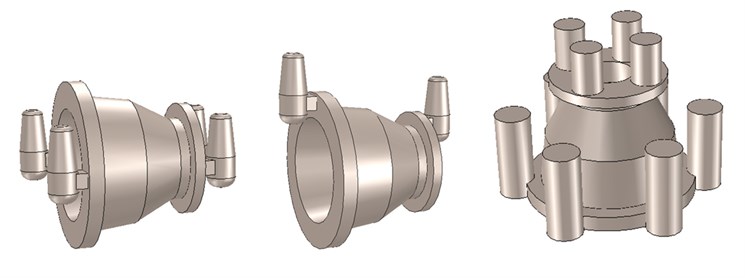
När det diskuteras matare och deras placering pratas det ofta om sidomatare kontra toppmatare. I figuren ovan är matarna i de två första detaljerna endast sidomatare medan det i sista detaljen finns både toppmatare och sidomatare.
Matarna skall placeras så att det sist stelnade materialet finns där. Mataren skall gynnas av ett riktat stelnande mot mataren annars är risken att det stelnar helt i komponenten med jämna avstånd med risken att det uppstår porositeter. Kylkokiller kan hjälpa till med att kyla utstickande grövre partier så att de stelnar med samma tid som omkringliggande gjutgods.
Stelningsmodul för en komponent eller del av komponent är en storlek som är bra att känna till för att kunna välja rätt storlek på mataren.
Stelningsmodul är ett begrepp som en tjeckisk gjutare, Chvorinov, tog fram i slutet av 1930-talet och som sedan förfinades av en tysk gjutare vid namn Wlodawer. Begreppet används för att jämföra när olika sektioner stelnar och kan även användas för att ge en uppskattad tid till stelning.
Modulbegreppet finns som geometrisk modul och termisk modul där den förra beskriver olika sektioners storlek relativt mellan varandra och den senare gör likaså men tar hänsyn till eventuell extra upphettning/kylning av en sektion.
Modulen är ett mått på hur mycket värme det strömmar från en volym ut genom kylande ytor. Det kan beskrivas enligt följande:

För att underlätta framtagning av modulen har det införts en del lathundar som numera inte används så ofta då det i allt större grad används simuleringsprogram till att ta fram den termiska modulen. Några exempel är till exempel modulen för en kub som är kantlängden delat med sex och för en cylinder med höjd och diameter lika så gäller att modulen är diametern delat med sex.
En jämförelse av modulens storlek, vilket relativt beskriver stelningstiden hos olika sektioner av gjutgodset, är endast jämförbart under likartade materialförhållanden. I exemplet ovan så är alla ytor kylande, vilket inte är fallet i verkligheten utan någon yta, eller del av yta, är kylande. För ett tvärsnitt av en stång som räknas som oändlig (längden är mer än fem gånger tjockleken) kan man beskriva modulen enligt följande:
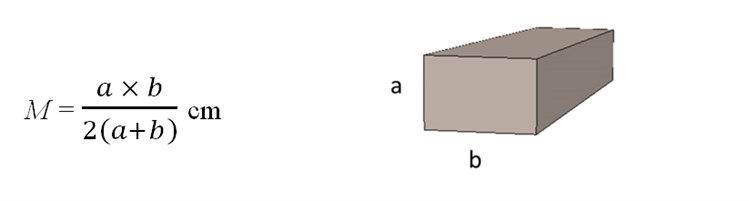
Finns det angränsande sektioner kan modulen räknas ut enligt följande:

Modulen beskriver en relativ stelningstid mellan olika geometrier i en komponent. Ju större modul desto längre stelningstid. Dock måste man vara uppmärksam på att även om en geometri har samma geometriska modul är det inte säkert att de har samma volym.
Som jämförelse kan vi ta en kub och en platta som har samma geometriska modul. Låter vi kuben vara dubbelt så tjock som plattan men hälften så bred blir plattans volym dubbelt så stor trots att modulen är den samma. Detta förhållande är viktigt att ha med sig när man beräknar matarens storlek och begreppet kallas för modulberoendet (kuben) och volymsberoendet (plattan) när storleken på en matare skall tas fram.
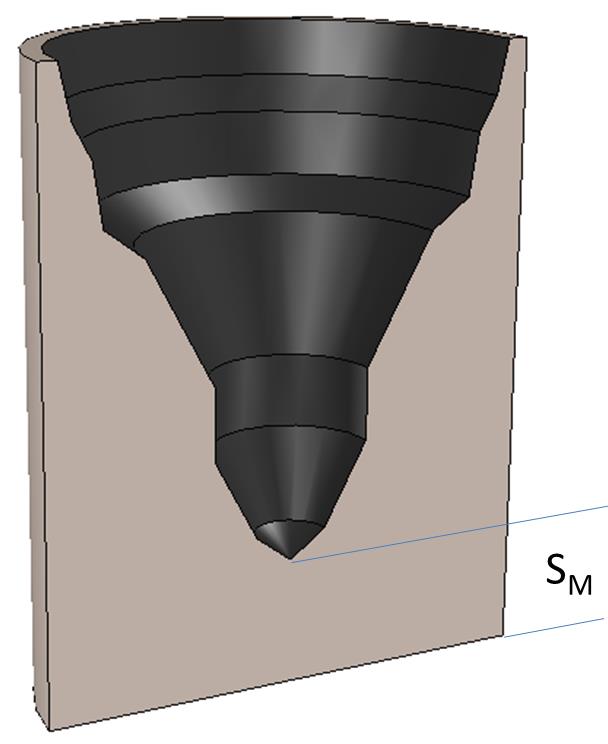
För att uppnå ett riktat stelnande så måste modulen öka från det kallaste till varmaste området som helst skall vara mataren. Normalt säger man att modulen bör öka med tio procent. Dock vill man ha cirka 20 procent större modul på mataren för att få en säkerhet mot att sugningspipen i mataren inte ska gå ner i gjutgodset.
Följande figur visar schematiskt en sugningspipe för en matare för stålgjutgods med en säkerhetsmarginal (SM) på knappt 20 procent.
Man vill ha ett förhållande som beskrivs på följande sätt:
Modulmatare = 1,2 × Modulgjutgods
Det kan även skrivas: Mm = 1,2 × Mg
Orsaken till den extra säkerheten är att i slutet av stelningen när mataren har tömts på material så har stelningsmodulen minskat och är klart mindre än den ursprungliga matarens modul. Det förhåller sig på det sättet att matarens modul strax innan den har stelnat färdigt har ungefär samma modul som komponenten. Detta gäller för alla material utom grå,- kompakt- och segjärn där matarens modul för optimalt utbyte är mindre än komponentens modul.
Att mataren skall stelna sist eller så sent som möjligt kallas för modulvillkoret. För att hjälpa till med att hålla smältan varm i mataren kan så kallade matarhjälpmedel användas. Det finns flera alternativ till matarhjälpmedel;
- Isolerande matarhjälpmedel
- Exotermt/isolerande matarhjälpmedel
- Exotermt matarhjälpmedel.
Täckmedel som läggs på toppen av mataren när den är fylld expanderar något under det att den skapar värme (exoterm reaktion) för att sedan när reaktionen är avslutad verka isolerande. Exotermt material innebär att det sker en kemisk reaktion i matarhjälpmedlet och under någon eller några minuter alstras det extra energi som kan värma upp hela eller delar av matarens metall. Den exoterma reaktionen kan ge så höga temperaturer som cirka 2000°C men mera normalt är runt 1600°C.
Det finns öppna matare och stängda matare av olika typer och fabrikat. Alla har som syfte att förbättra utbytet hos mataren alternativt förlänga stelningstiden så att inga sugningar uppstår i gjutgodset. I följande figur visas skillnaden i matningsbar volym mellan en naturmatare och en som har matarhjälpmedel runt om sig.

På figurerna ovan är matarna inte täckta med ett täckmedel och det ger dessa pipes i mataren. Mataren till vänster, som kallas för sandmatare eller naturmatare, ger vanligtvis ifrån sig cirka 12 till 15 procent av sin volym medan en matare med isolerande/exotermt hölje ger ifrån sig ungefär 30 procent metall under stelningen.
Täcker man toppen av mataren så ökar den isolerande/exoterma matarens effektivitet till mellan 50 och 70 procent medan naturmataren kan ge cirka 20 procent metall under stelningen. Att ha en matare som ger så mycket som 70 procent metall under stelningen kräver noga beräkning av storleken så att mataren stelnar sist. Volymen måste helt enkelt räcka till för att matarens pipa inte hamnar i gjutgodset. Det kallas för matarens volymvillkor.

Den föregående mataren kallas för toppmatare. Anledningen är att mataren sitter ovanpå gjutgodset. Observera följande figur på exempel på matare (som även visats ovan). På figuren längst till höger finns toppmatare.

De matare som finns i de två figurerna till vänster är sidomatare. För att de skall fungera korrekt kräver de en matarbas på vilken mataren sitter (ungefär en toppmatare extra). Matarhalsen måste därmed stelna efter gjutgodset men inte samtidigt som mataren för då finns risken att det blir en sugning där matarhalsen sitter på gjutgodset. Följande modulförhållande är eftersträvansvärt:

För alla matare är önskemålet att placera dem på plana ytor för att de lätt skall kunna avlägsnas vid rensning av gjutgodset. Ofta får det bli en kompromiss där man bygger på gjutgodset med en klack för att få en bra placering. Har man lite tur så kan klacken tas bort i efterföljande maskinbearbetning.
Användning av matarhjälpmedel är ett effektivt sätt att öka utbytet. Från ett exempel kan man utläsa att stelnandet i en naturmatare går två till tre gånger så snabbt som i en matare med exoterm hylsa och täckmedel. Exemplet gäller för ett lågkolhaltigt stål, men skillnaden är relativt sett likvärdig även för andra material.

Följande figur visar några exempel på matarhjälpmedel för storlekar på modulen från 0,4 centimeter upp till 12 centimeter. Vid större matare används ofta mattor för att forma en exoterm/isolerande matare, eller en handformad matare i FEEDEX-material.

Som man kan se i figuren ovan används matarhjälpmedel ofta i kombination med en kragkärna som reducerar anslutningens area mot gjutstycket vilket underlättar rensningsarbetet. I vissa fall knäcker dessa av mataren redan i urslagaren och därmed är det endast en liten upphöjning kvar att avlägsna i bearbetningen. Figuren visar även en kombination av matare och filter för så kallad direktgjutning utan att använda sig av ett gjutsystem. Dessa används med fördel vid styckegodsframställning där de relativt enkelt kan placeras under tillverkning av formen.
Sist är det viktigt att överväga flera matare om värmepåverkan under mataren leder till grov yta, apelsinskal eller värmsprickor.
