17.3.1 Allmän kontroll av gjutgodset
Allt gjutgods, som levereras från ett gjuteri, kontrolleras visuellt. Vid avsyningen sorteras felaktigt gods bort. Ofta sker den visuella kontrollen/avsyningen vid färdigställandet i renseriet, men också under gjutgodsets vidare förädling.
Vid slutkontrollen i gjuteriet kan också utföras en rad speciella undersökningar på godset, vanligen efter överenskommelse mellan köparen och säljaren. Exempel på sådana undersökningar är spektrometeranalys (OES), kontroll av måttnoggrannhet och ytjämnhet, hållfasthetskontroll och oförstörande provning. Korta beskrivningar ges i det följande.
Kontroll av måttnoggrannhet och ytjämnhet
Vanligtvis gör gjuterierna måttkontroller för att säkerställa att gjutgodset uppfyller ställda krav på dimensioner. För kontroll av utfallsprover och för stickprovskontroll i den löpande produktionen har många gjuterier investerat i avancerad mätutrustning. För enklare måttkontroll i den löpande produktionen används ofta mallar och fixturer. Uppnådd måttnoggrannhet jämförs med de krav som kunden begärt vid beställningen och som skall vara angiven på ritningen eller på annat dokument. Vid specificeringen används ofta den internationella och till svenska översatta ISO-standarden SS-ISO 8062 ”Gjutgods – System för dimensionstoleranser”.
En ny teknik för måttkontroll av gjutgods är optisk 3D-scanning. Därvid scannas det färdiga gjutgodset in och läggs därefter digitalt samman med CAD-modellen för gjutstycket. Resultatet erhålls i form av en fil, som kan läsas in i en vanlig webbläsare och visar avvikelser i form av färger på ytorna och värden i önskade punkter (bild 4). Då en scanner på kort tid genererar 100 000-tals punkter erhålls en önskad representation av ytorna. Det är inte nödvändigt att scanna in hela gjutstycket för att utföra jämförelsen mellan CAD-modell och tillverkad produkt.
För kontroll av ytjämnheten hos gjutgods används i vissa fall ytjämnhetslikare eller jämförelse med ytan hos exempelvis ett utfallsprov. Någon direkt uppmätning av uppnådd ytjämnhet görs normalt ej (se även avsnitt 4.2).
Figur 4. Positiva och negativa avvikelser påvisas på ett både visuellt och noggrant sätt. Mått enligt CAD-modell har jämförts med mått erhållna genom optisk 3D-scanning (Cascade Computing AB, Göteborg).

Hållfasthetskontroll
Hållfasthetsbestämning är en normalt förekommande kontroll- och kvalitetsstyrningsåtgärd vid framställning av gjutgods. Metoden är en förstörande provningsmetod och I första hand undersöks dragbrottgräns (Rm), sträckgräns (Rp 0,2), förlängning (A5) och hårdhet Brinell (HB) men även andra egenskaper som exempelvis slagseghet (Joul) kan undersökas. Proven görs vanligen på provstavar med normerad utformning, som gjuts samtidigt med godset men i separata formar (L och T provstavar). Många produkter har även ett behov att fungera under cykliska laster. Detta görs med metoden utmattningshållfasthet där även provstaven kan exponeras i förhöjd temperatur eller med en temperaturcykling i det fall kunden kräver det.
Många kunder kräver att produkterna har vidgjutna provstavar som blir grunden för ett certifikat, att smälta och mekanisk egenskap är på gjutgods representerar dragprovet.
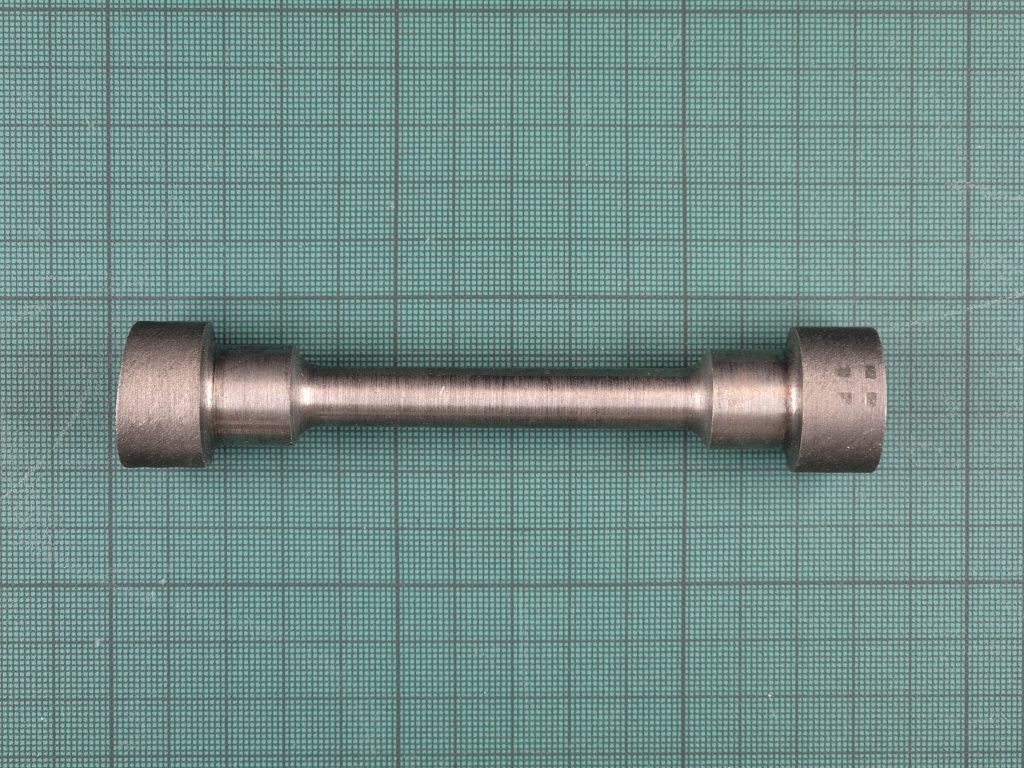
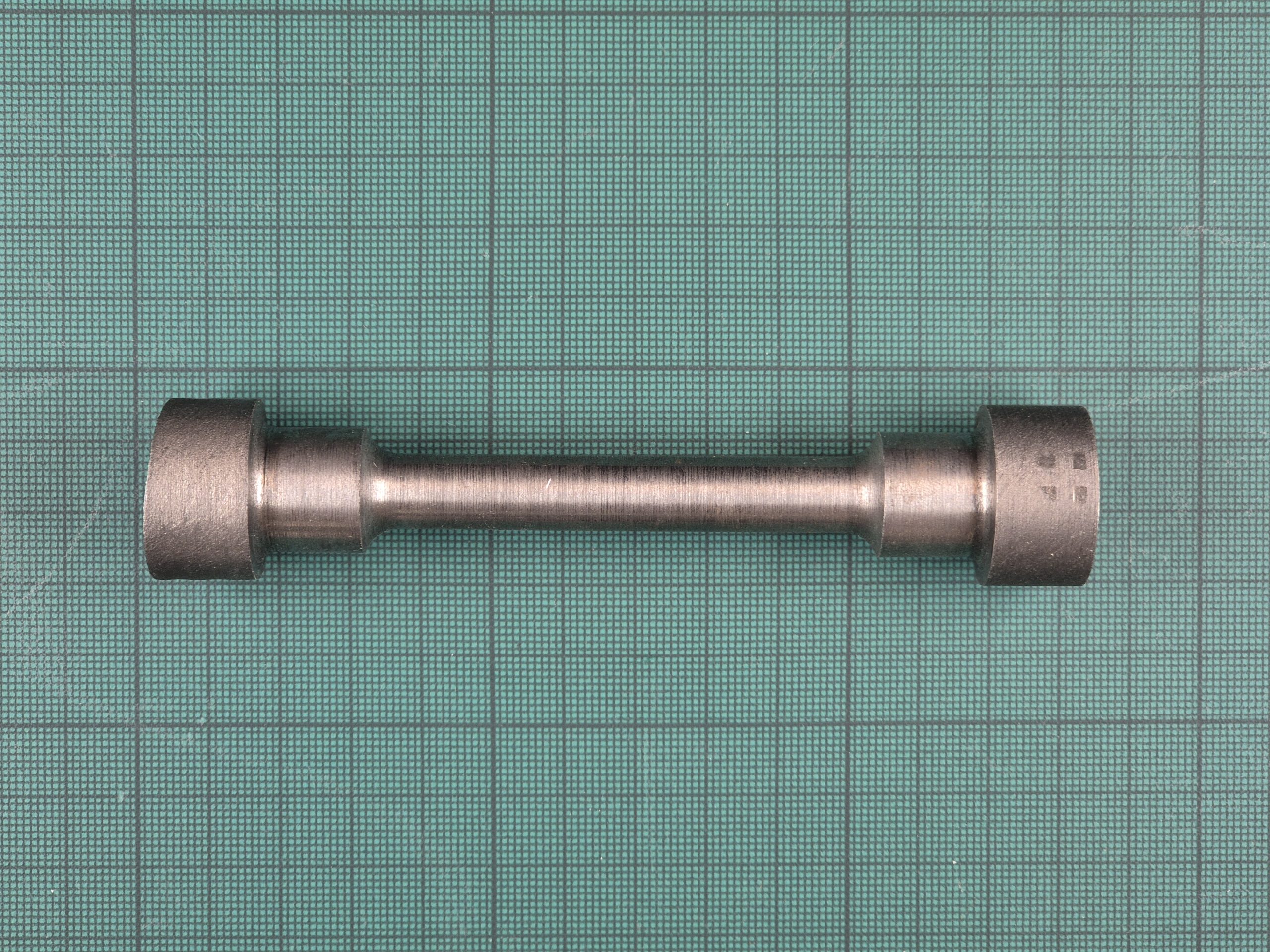
Figur 5. L-provstavar i segjärn.
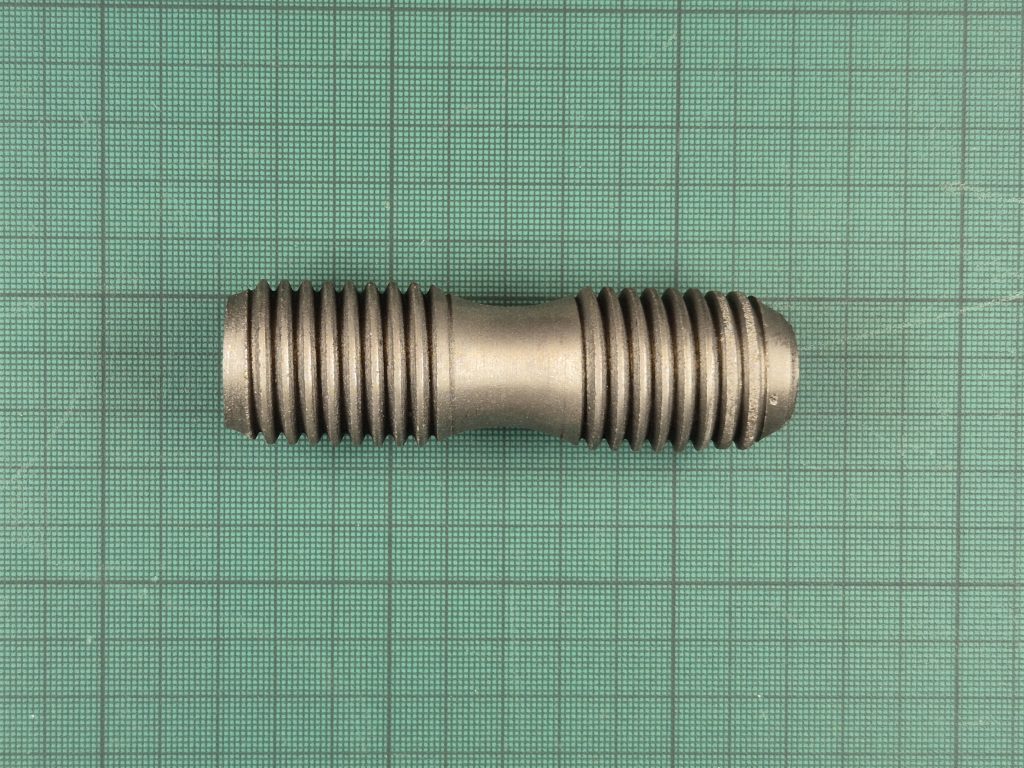
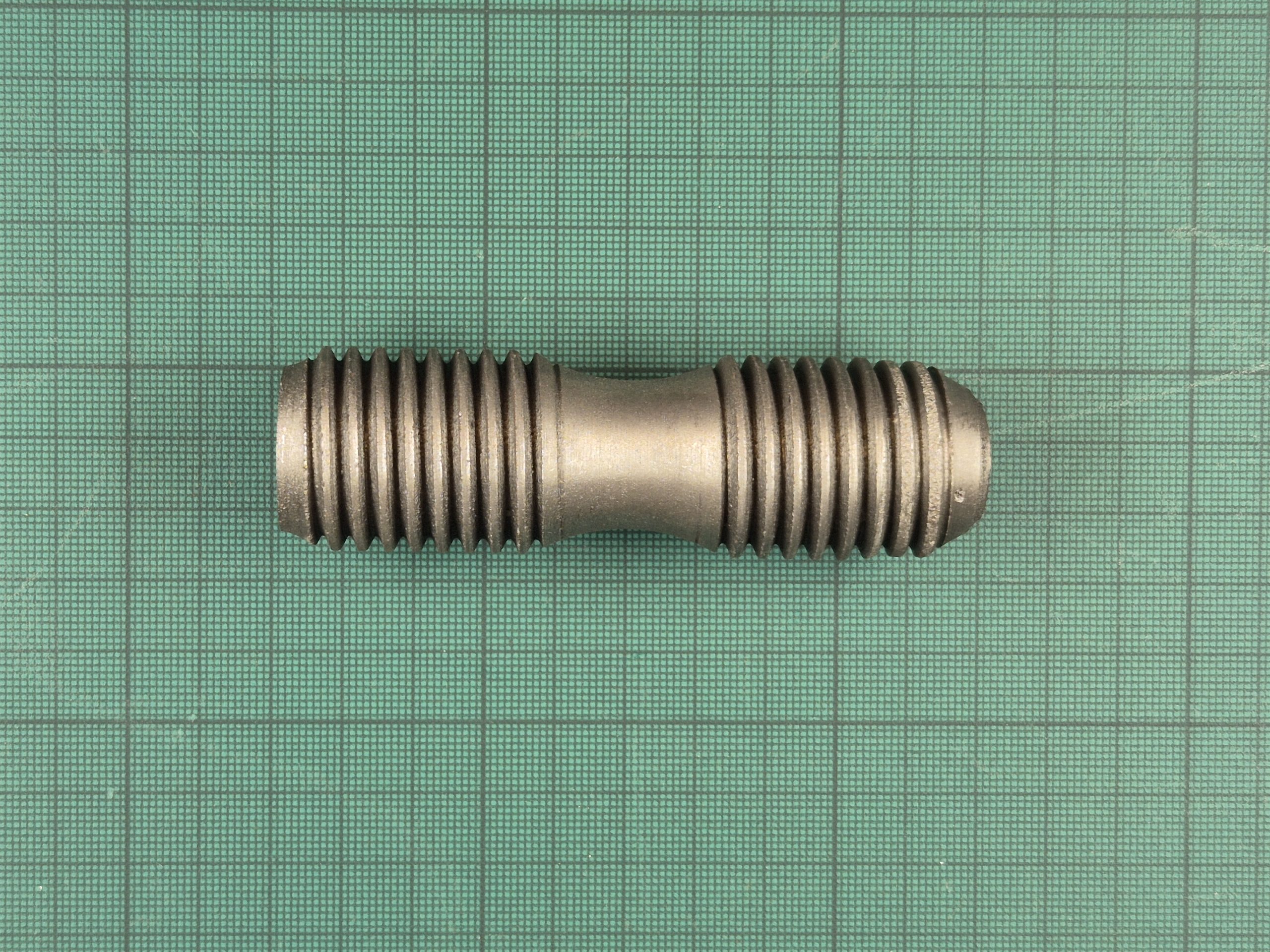
Figur 6. T-provstavar i gråjärn.
Hårdhetskontroll
Hårdhetsprovning direkt på gods är en bra metod för att se om materialet klarar kvalitetskraven för det gjutna godset. Olika kunder kan ha olika krav på hårdhet eller hållfasthet på gjutgodset allt utifrån vilken materialstandard man väljer.
För gråjärnslegeringar är det möjligt att, om man utgår från hårdheten, beräkna draghållfastheten med hjälp av kolekvivalenten. Vid grovt gods, som inte kan placeras i en stationär hårdhetsmätningsutrustning, kan hårdheten mätas med en portabel utrustning.
Brinell hårdhetsmätning med SiC sfärer är vanligast, andra metoder för hårdhetsmätning är Rockwell och Vickers. Vickers finns även som mikro vickers för små laster och använder en diamantpyramid som gör intrycket i materialet.


{kind=link}
{kind=link}
{kind=link}