12.2.1 Gjutning av semisolida metaller
Rheocasting är på stark frammarsch medan thixocasting används i mycket begränsad omfattning. I Sverige används idag rheocasting vid några gjuterier.
Thixometoderna baseras på att en fast metall värms upp till en viss temperatur för att erhålla önskad mängd fast/smält fas, medan man vid rheocasting kyler en smälta till korrekt temperatur. Den största utmaningen för samtliga SSM-metoder är att lyckas framställa en metall med en önskad och repeterbar fastfasfraktion där den fasta fasen ska vara så globulär (icke-dendritisk) som möjligt. Dessutom bör värmningen/kylningen gå så snabbt som möjligt för att få en god produktivitet och därmed låga kostnader.
Några av fördelarna som kan uppnås vid användning av SSM är:
- Låg halt av innestängd luft under formfyllnaden på grund av metallens höga viskositet vilket gynnar en laminär formfyllnad.
- Låg halt av krympporer då cirka 30 till 50 procent av metallen är i fast fas vid formfyllnaden.
- Gjutgodset kan ofta värmebehandlas på grund av den låga porhalten. Porer ger i normalfallet upphov till ytblåsor vid värmebehandling
- Goda mekaniska och termiska egenskaper hos gjutgodset
- Längre verktygslivslängd på grund av lägre gjuttemperaturer och låga formfyllnadshastigheter.
- Hög geometrisk flexibilitet. Såväl extremt tunnväggiga som tjockväggiga komponenter kan tillverkas, och dessutom ofta med mindre släppningsvinklar än vad som används vid traditionell pressgjutning.
12.2.2 Thixomolding
Thixomolding är en teknik som huvudsakligen används i Asien för tillverkning av tunnväggigt magnesiumgjutgods som till exempel datorchassis, mobiltelefoner och kamerahus.
Vid thixomolding används en magnesiumlegering i form av granulat.
Thixomolding sker i en maskin som till sin uppbyggnad är mycket lik en plastformspruta. Granulatet matas fram genom en cylinder med hjälp av en roterande skruv där det värms upp för att nå önskad fastfasfraktion vid injektionstillfället. Skjuvningen av granulatet i skruven hjälper till att undvika bildning av dendriter.
En fördel med denna metod är att man slipper hantera smält magnesium. Man har försökt att applicera metoden även för aluminium, dock utan större framgångar. Fastfasfraktionen ligger vanligtvis kring 10-15 procent.
12.2.3 Thixocasting
Vid thixocasting utgår man från en kuts, som är kapad i en för detaljen anpassad längd. Kutsen, bestående av en förbehandlad legering, uppvärms induktivt till halvsmält tillstånd och placeras i gjutmaskinens fyllkammare.
En noggrann kontroll av processen är mycket viktig för att rätt andel fastfas skall erhållas i kutsen. Under tryck från injektionskolven minskar metallens viskositet före formfyllningen. Fastfasfraktionen ligger vanligtvis kring 50 procent. Vid en för låg fastfasfraktion uppstår problem att hantera den halvsmälta kutsen. Metoden används huvudsakligen för aluminiumlegeringar.
12.2.4 Rheocasting
Det finns ett flertal Rheocasting metoder som utvecklats under de senaste decennierna. Några exempel är SSR, NRC, SEED, NanoCast, Twin-Screw Rheomoulding och GISS.
Få av dessa har nått kommersiell användning utanför forskningslaboratorierna vilket till stor del beror på komplicerad processtyrning och/eller otillräcklig stabilitet och kvalitet.
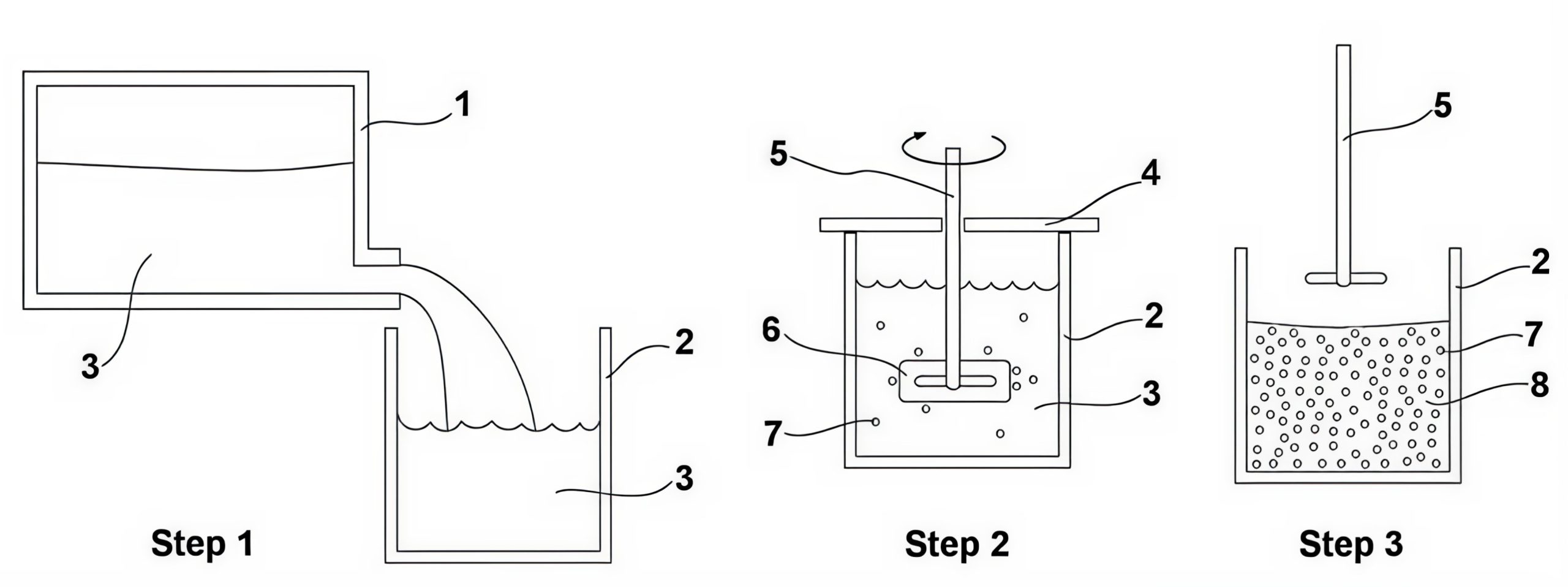
Vid Tekniska Högskolan i Jönköping utvecklades den så kallade Rheo Metal-processen kring år 2003-2005. Denna process baseras på att en smälta kyls med en bit fast metall (kallas ”EEM” – Enthalpy Exchange Material) fäst vid en omrörare, som leder till en snabb avkylning av smältan till önskad temperatur och fastfasfraktion när EEM smälter. Processen visas schematiskt i följande figur:
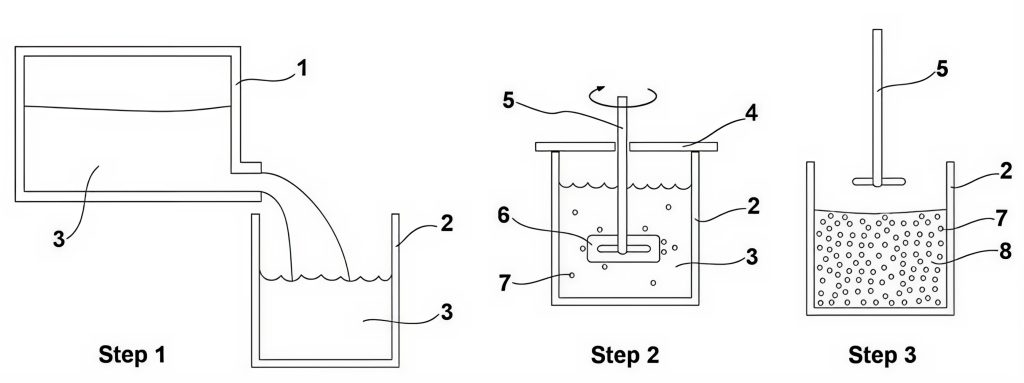
Figur 4. RheoMetal processen (EEM indikeras med nr 6).
Den stora fördelen med denna metod är att den bygger på ett internt värmeutbyte och att behovet av extern kontroll av värmeflödet i princip har eliminerats. Nästan alla andra rheocasting-metoder bygger på att kontrollera värmeflödet, vilket har visat sig vara komplicerat och kostsamt. Rheo Metal-processen används kommersiellt idag endast för aluminiumlegeringar men har visat sig fungera även för bland annat magnesiumlegeringar och mässing.
Den ”metall-slurry” som framställs på detta sätt gjuts sedan i en vanlig pressgjutmaskin, om än i normalfallet vid avsevärt lägre kolvhastigheter än vad som är brukligt vid pressgjutning. Fastfasfraktionen, som enkelt kontrolleras genom att justera storleken på EEM, ligger vanligtvis kring 30 till 40 procent. En lämplig slurry erhålls genom att använda en EEM som uppgår till cirka fem procent av skottvikten och en omröringshastighet på ungefär 1000 rpm. Smältans initialtemperatur bör ligga kring 20-30 grader över dess likvidustemperatur.
Metoden används idag i Europa (framför allt i Sverige) och i Asien för tillverkning av såväl extremt tunnväggigt gods för exempelvis telekomindustrin och för mera påkända komponenter med krav på mekaniska egenskaper och porfrihet.
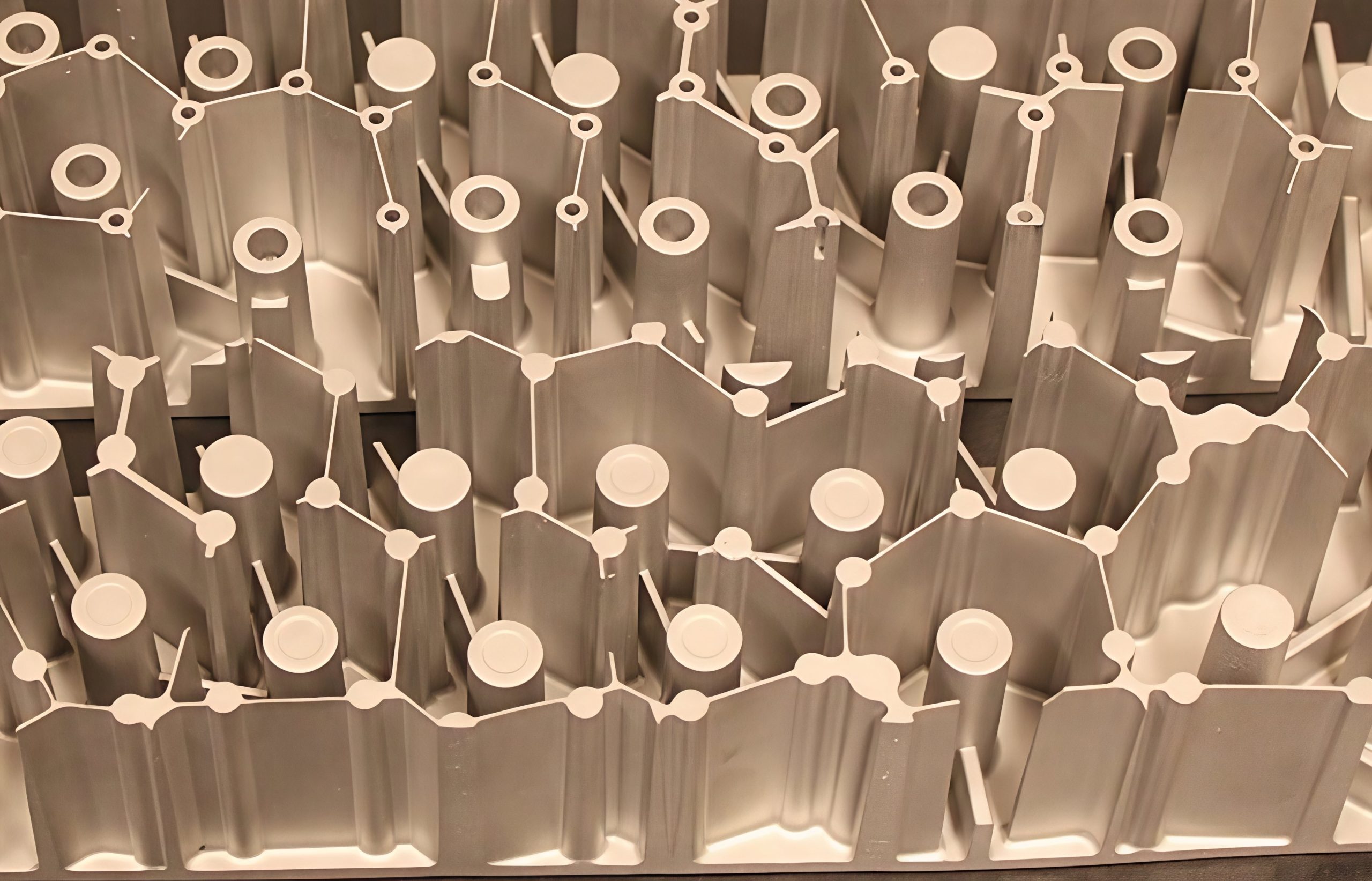
I figuren nedan visas ett snitt av ett så kallat kavitetsfilter till en radiobas-station där tjockleken i toppen av vissa mellanväggar endast är cirka 0,35 mm. I förgrunden visas en komponent utan förgjutna hål och i bakgrunden samma produkt där man lyckats att gjuta denna med totalt 130 hål med en diameter på 2,5 millimeter samt 33 hål med en diameter på 6,5 millimeter. Samtliga hål är 10 mm djupa och är helt utan släppning, medan de 40 mm höga mellanväggarna har en släppning på en grad.
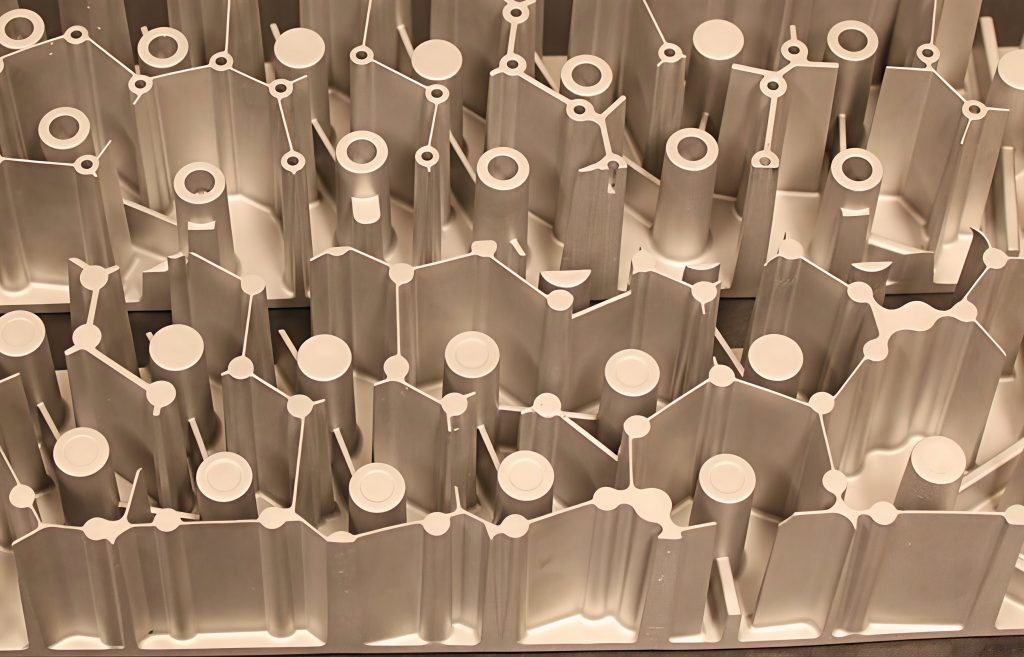
Figur 5. Snitt från ett kavitetsfilter (med respektive utan förgjutna hål) tillverkat hos COMPtech AB i Skillingaryd via RheoMetal-processen.

{kind=link}
{kind=link}