10.7.1 Vakuumpressgjutning
Under formfyllningsfasen, då formrummet under några tiotals mikrosekunder fylls med smält metall, kan det vara svårt att i samma takt leda bort den luft som finns i ingjtutsystemet och formrummet. När den smälta metallen möter ett mottryck från den instängda luften i formen skapas en blandning av metall och luft som under stelningen leder till porer i den pressgjutna komponenter. Detta är ett problem, inte bara för att komponenten blir försvagad, utan också för att den därmed inte kan värmebehandlas eller pulverlackeras med färg som kräver härdning vid en temperatur kring 200 grader C. Då detaljen värms upp expanderar den instängda luften samtidigt som metallen försvagas vid högre temperatur, vilket tillsammans kan resultera i blåsor på detaljens yta. Följaktligen kan många pressgjutna komponenter inte dra nytta av de förbättrade mekaniska egenskaper som erhålls genom en efterföljande värmebehandling.
Den främsta källan till porbildningen är luft och andra gaser som blandas in i den smälta metallen under första- och andrafasen. Luft- och gasporerna kommer dels från luften i fyllkammaren och i verktyget, dels från gasutvecklingen från kolv- och formsläppmedlet. Noggrann styrning av skottkolvens rörelse samt avluftning av formrummet kan minimera problemet men inte helt eliminera inneslutningen av gaser. Vid korrekt användning kan vakuumpressgjutning minska porbildningen till så låga nivåer att det går att svetsa samt värme- och ytbehandla godset utan kvalitetsstörningar. En extra fördel med vakuumassisterad pressgjutning är den förbättrade möjligheten att gjuta detaljer med långa flytvägar och tunna sektioner. Tack vare att den smälta metallen inte möts av ett mottryck från den inneslutna luften i formen kan extremt korta fylltider utnyttas, vilket gör att tunna sektioner hinner fyllas innan kallflytningar uppstår även vid förhållandevis långa flytvägar för metallen.
Med rätt förutsättningar har vakuumpressgjutning alltså uppenbara fördelar gentemot konventionell pressgjutning. Tekniken medför dock ökade kostnader, bl a för anpassning av formverktyget, vakuumventilen samt övrig kringutrustning samt att den mera komplexa processen leder till ett ökat underhållsbehov. Nedan följer några riktlinjer för när man kan överväga att införa vakuumpressgjutning.
- Formen är inte helt fyllt trots korrekta skottparametrar och god avluftning av formen
- Inneslutningar av luft- och gasporer kommer fram i efterföljande behandlingar
- Otillräcklig draghållfasthet och duktilitet på grund av porbildning
- Komponenter blir inte trycktäta
- Detaljerna är inte svetsbara
- Blåsor uppkommer på ytan i samband med härdning vid ex vis pulverlackering
- Gjutgodset har kallflytningar på tunna partier eller de partier som fylls sist
När vakuum används korrekt kan erhållna kvalitetsförbättringar väl motivera en investering i en vakuumutrustning och ökade underhållskostnader. Det skall dock inte ses som en universallösning. Även vid användning av vakuum måste det läggas stor omsorg på att justera in alla andra processparametrar och övriga förutsättningar korrekt. Görs detta kan pressgjutning med vakuum innebära att man kan uppnå resultat som vore svåra att nå med konventionell pressgjutning. Det finns en tydlig trend att vakuumpressgjutning ökar, sannolikt beroende på att prestandakraven på komponenter ökar.
Metoder för vakuumpressgjutning
I kommande underkapitel presenteras mera ingående några olika metoder för vakuumpressgjutning. Dessa är Vacuralgjutning, Alcan High-Q-Cast-processen och Fondarex.
Förutom dessa metoder finns ytterligare några system för vakuumpressgjutning på marknaden. Exempelvis Castool som är ett system för pressgjutningsindustrin som är designat av Allper Schweiz. Några andra alternativ är Idra Prince-systemet och CASTvac.
10.7.2 Generellt kring vakuumpressgjutning
Vakuumpressgjutning har potential att på olika sätt höja kvaliteten och förbättra egenskaperna hos pressgjutna komponenter. För ett lyckat resultat krävs dock att flera processparametrar och andra förutsättningar anpassas för pressgjutning med vakuum. En avgörande faktor är att verktyget är så tätt mellan formhalvorna och kring kärnor och slider att det går att skapa ett tillräckligt lågt undertryck i formrummet.
Pressgjutning är en utmärkt gjutmetod för att framställa komponenter med tunna sektioner eftersom den smälta metallen, i de flesta fall, sprutas in i formrummet med så hög hastighet att hela formrummet fylls innan metallen börjar stelna. En besvärande faktor är dock att den smälta metallen möter ett mottryck från den luft som är instängd i formen. När metallen och luften möts blandas metall och luft, vilket leder till luftporer i det stelnade godset. Genom att använda vakuum sugs luften ut ur formen innan den smälta metallen strömmar in, vilket leder till färre och mindre porer i godset. Att evakuera merparten av luften och förbränningsgaser, ex vis från kolv- och formsläppmedlet, från formhåligheten innan smältan sprutas in, är därmed ett effektivt sätt att minimera bildningen och förekomsten av porer i gjutgodset.
Trots ett mycket högt tryck i metallen under eftermatningsfasen kan inte luft- eller gasporerna tas bort utan endast komprimeras till en mindre volym. I motsats till pressgjutning använder andra gjutmetoder med permanenta formar, ex vis kokillgjutning, lågtrycksgjutning och squeeze casting, en kontrollerad, långsam och lugn formfyllning som förhindrar inblandning av luft i smältan. Dessa gjutmetoder producerar därför komponenter med hög hållfasthet men begränsas till sektioner med tjockare väggar eftersom den långsamma fyllningen skulle leda till kallflytningar på tunna sektioner.
Inför respektive formfyllning (skott) finns det luft i fyllkammaren, i ingjutsystemet och i formrummet (kaviteten). Ytterligare gaser skapas under insprutningen av smältan på grund av förgasning av kolv- och formsmörjmedel. När smältan hälls i fyllkammaren byts en del av luften i fyllkammaren ut mot metall. Relationen mellan volymen smält metall och volymen luft beror på vald fyllnadsgrad. När smältan sprutas in i formrummet blandas luften med smältan och instängda luft- och gasblåsor komprimeras i gjutgodset när metallen stelnar under högt tryck. För att porbildningen ska elimineras eller minimeras måste luften och andra gaser effektivt evakueras under den korta tidsrymden från att skottkolven passerat påfyllningshålet i fyllkammaren, till dess att hela formrummet är fyllt med smälta. Detta betyder att en given luftvolym måste evakueras genom ett antal avluftningskanaler. Om tiden är för kort eller dimensionen (arean) hos dessa avluftningskanaler är för liten, kommer luften i formrummet inte hinna komma ut vilket leder till luft- och gasblåsor i den stelnade metaller (komponenten).
I konventionell pressgjutning pressar metallen ut luften ur formrummet via avluftningskanaler som i sin tur mynnar ut i luftkuddar, s k övergöt. Tanken är att låta den metall som fyller formrummet först och som därmed riskerar att innehålla luft- och gasporer, passera genom formrummet (komponenten) och vidare ut via avluftningskanaler och stelna i s k övergöt. Därmed skapas förutsättningar för att fylla formrummet med ren och porfri metall. De flesta avluftningskanalerna är utformade med en tjocklek på ca 0,13 – 0,15 mm. Den kraft som behövs för att pressa ut luften ur verktyget till atmosfären är därför ganska stor. Avluftningskanaler och luftkuddar måste hållas rena och i gott skick för att de ska kunna utföra sin uppgift. Under drift tenderar avluftningen att täppas igen på grund av metallskägg och avlagringar av formsmörjmedel. Om avluftningskanalerna inte hålls rena från gjutskägg och avlagringar kan dels formytan kring avluftningskanalen skadas, dels minskar arean i kanalen vilket hindrar evakueringen av luft och gas vilket ökar risken för blåsor i godset.
Den totala arean på verktygets avluftningskanaler beräknas ofta som en procentandel av den totala inloppsarean till komponenten. Till exempel bör en detalj med inloppsarean 0,7 cm² avluftas med kanaler vars area totalt utgör ca 30 % av inloppsarean, alltså i detta fall en sammanlagd kanalarea på ca 0,2 cm². Om avluftningskanalen har ett djup på 0,15 mm så motsvarar detta en total bredd på ca 133 mm, alltså ex vis 10 avluftningskanaler med bredden 13 mm. Till grund för denna beräkning ligger sambandet mellan vilken tid det tar för en viss mängd luft att med ett visst tryck strömma ut genom en given kanaltjocklek. Det finns datorprogram som kan användas för denna typ av beräkningar och dimensioneringar av avluftningskanaler.
Att upprätthålla de höga vakuumnivåer som krävs i komplexa formar, särskilt de som har flera kärndrag och slider, är inte en lätt uppgift. Många ytor och förbindningar måste förseglas mot läckage och inträngning från den omgivande atmosfären. Ökade verktygskostnader, mer kringutrustning samt ökade underhålls- och servicekostnader, gör att totalkostnaden för vakuumpressgjutning blir betydligt högre än för konventionell pressgjutning. Ställt i relation till den kassation som kan undvikas och de mervärden som kan uppnås vid komplexa geometrier, är vakuumpressgjutning ändå en teknik som tycks öka i användning, särskilt vid pressgjutning av större strukturdetaljer där vikt och prestanda är av största betydelse.
10.7.3 Vacuralgjutning
Vacuralgjutning kan enkelt beskrivas som en blandning mellan kallkammargjutning och varmkammargjutning med användning av vacuum.
Metoden är utvecklad av Müller Weingarten, numera Oscar Frech GmbH.
Vid vacuralgjutning används ingen extern påfyllare för metallen. Påfyllningen sker i stället via ett rör som går ner i smältan och som är anslutet till fyllkammarens undersida. Smältugnen är därför placerad under skottenheten på maskinen. Via röret nere i smältan sugs metallen med hjälp av vakuum upp i fyllkammaren. Vakuumsystemet är anslutet på verktyget på konventionellt sätt vilket innebär att såväl fyllkammaren, ingjutsystemet och formrummet sätts under vakuum vilket gör att metallen sugs upp i fyllkammaren. Därmed skapas mycket gynnsamma gjutförhållanden under själva formfyllningsfasen. En annan stor fördel är att påfyllningsröret går ner under ytan i smältan vilket eliminerar risken för att få med oxider från badytan in i den gjutna komponenten.
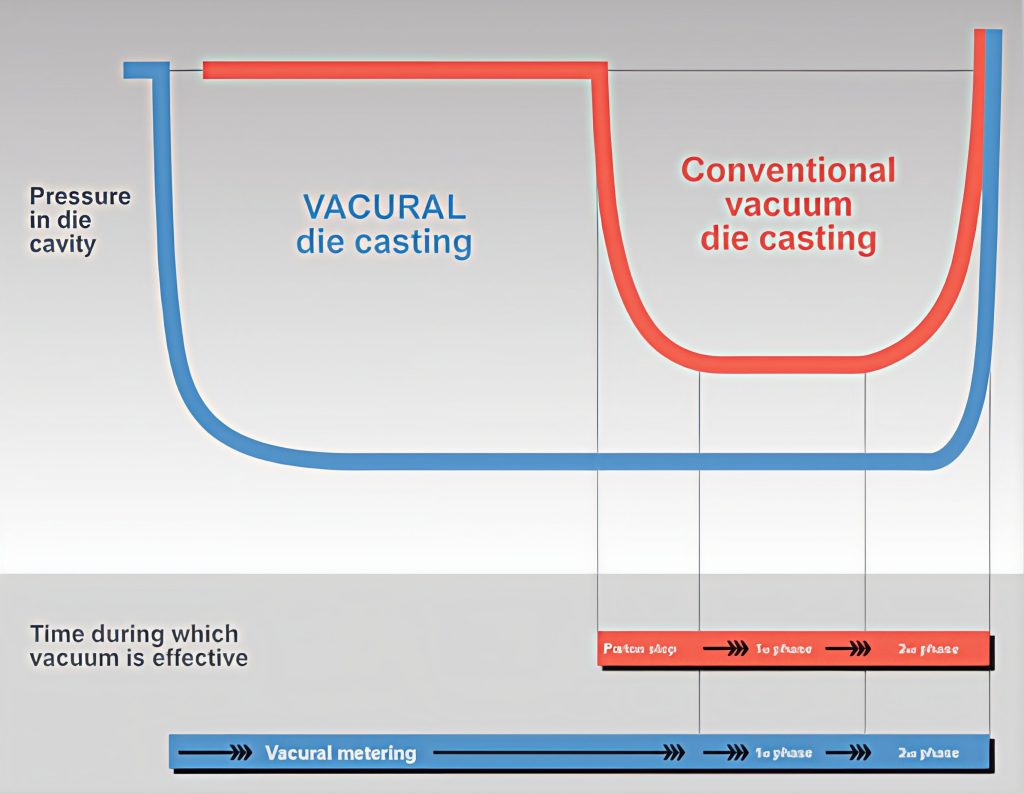
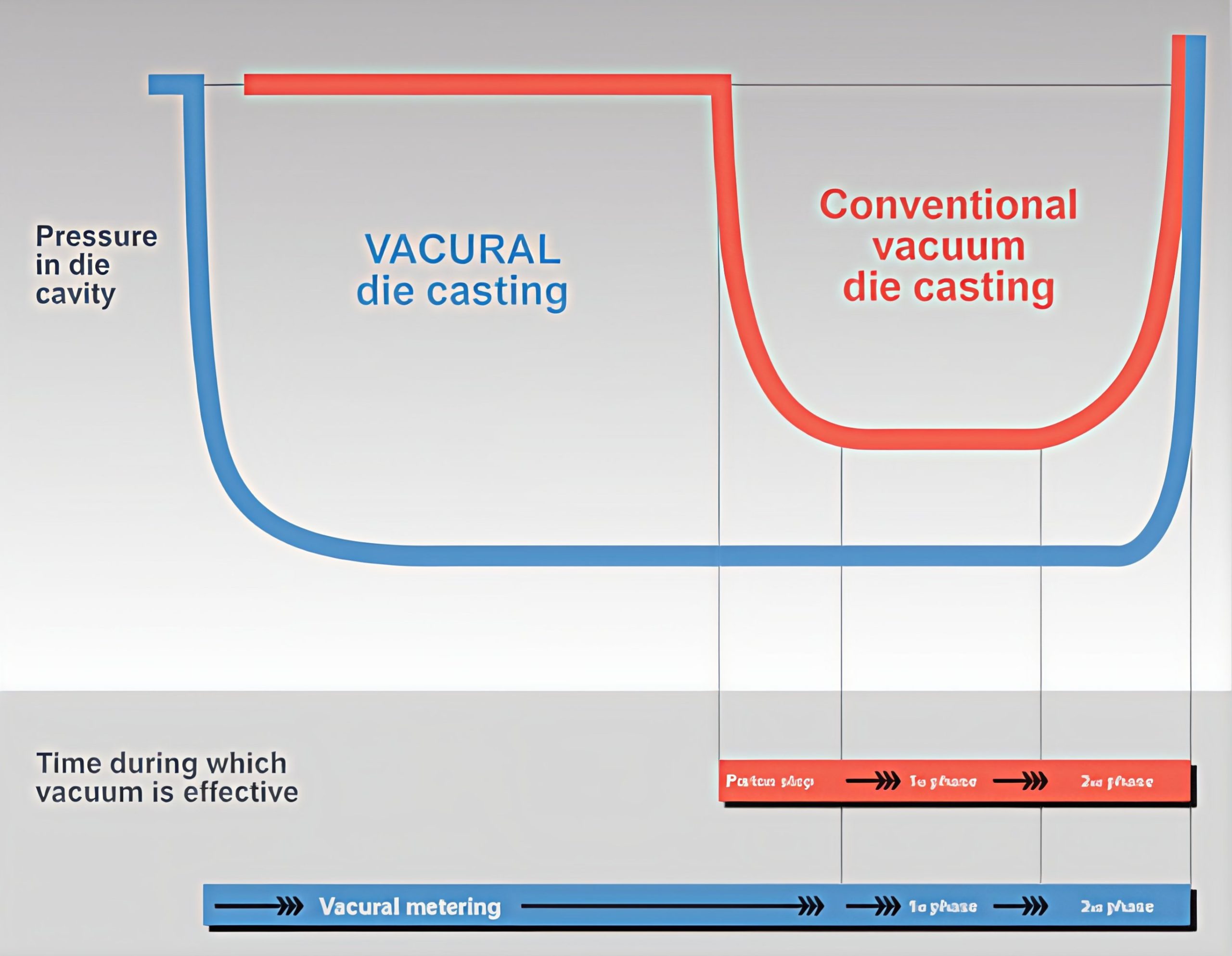
Figur 62. Vacural-metoden.
Figuren visar att vacuralmetoden dels ger ett kraftigare vakuum, dels verkar under en längre del av gjutprocessen.
En fördel med vacuralgjutning jämfört med traditionell kallkammargjutning är alltså att vakuumsystemet stödjer gjutprocessen under en längre tid, ända från början av påfyllningen av fyllkammaren till dess formummet är fyllt. I traditionella kallkammarmaskiner kan inte vakuumsystemet kopplas in förrän kolven har passerat påfyllningshålet på fyllkammaren. Först då skapas ett slutet system som gör att formrummet kan sättas under vakuum.
Film om vacuralgjutning från Oscar Frech:

10.7.4 Alcan High-Q-Cast-processen
Denna process utvecklades och patenterades ursprungligen av Alcan 1996. Processen är särskilt anpassad för tillverkning av stora och tunna detaljer med krav på höga och stabila mekaniska egenskaper. Metoden är avsedd för pressgjutning i kallkammare och bidrar till att strukturdetaljer i aluminium går att svetsa med laser och MIG-svetsning.
Denna process användes från början av Alcan i Europa för olika tillämpningar inom bilindustrin och licensierades senare till pressgjutare i Nordamerika såsom SPX Contech. High-Q-Cast-processen är en förbättring av den ursprungliga vakuumtekniken Minimum Fill Time (MFT). Detaljer med väggtjocklek under 2 mm kan tillverkas med denna metod. Vid gjutning av High-Q-Cast-detaljer används vanligtvis 20–30 ingöt på detaljen, att jämföra med kanske 3–4 ingöt vid konventionell pressgjutning. Genom att använda fler ingöt kan metallhastigheten vid respektive ingöt reduceras samtidigt som fylltiden minskas i syfte att kunna gjuta tunnväggiga detaljer.
I High-Q-Cast-systemet ingår en piezoelektriskt styrd vakuumventil som kan stängas tolv gånger snabbare än en konventionell hydraulisk ventil. Ventilen öppnas när skottkolven börjar sin rörelse och är öppen under hela den långsamma första fasen och större delen av den snabba andra fasen. Detta innebär att vakuumet är inkopplat under nästan hela formfyllningsfasen.
I den tidigare generationens Minimum Fill-teknik var det nödvändigt att stänga ventilen redan vid slutet av den första fasen för att förhindra att smält metall kom in i vakuumventilen och orsakade ett driftsavbrott. I sin utvecklade form, med den snabba reaktionstiden hos piezoventilen, kan ventilen numera vara öppen under en större del av formfyllningsfasen och ändå hinna stängas i tid innan smält metall når ventilen.
Kraftigare vakuumledningar och täta förseglingar i alla delningsplan tillsammans med större vakuumpumpar gör också att man kan åstadkomma ett kraftigare vakuum. En vakuumnivå ner mot 20–50 millibar, eller 1/50 atmosfärstrycket är möjligt. Med den förra generationens vakuumventil var den praktiska vakuumnivån cirka 10 gånger högre, cirka 200–300 millibar eller cirka 1/5-del av atmosfärstrycket, alltså betydligt sämre.
Vid användning av High-Q-Cast-processen måste smörjmedel med låg reaktivitet, dvs liten gasutveckling, användas. Exempelvis vattenbaserade produkter vilka avger mindre gas än konventionella formsmörjmedel och därmed minskar risken för porbildning i godset. Den nya typen av vakuumventil i kombination med lämpligt smörjmedel bidrar därmed till att detaljerna får höga och stabila mekaniska egenskaper med god svetsbarhet.
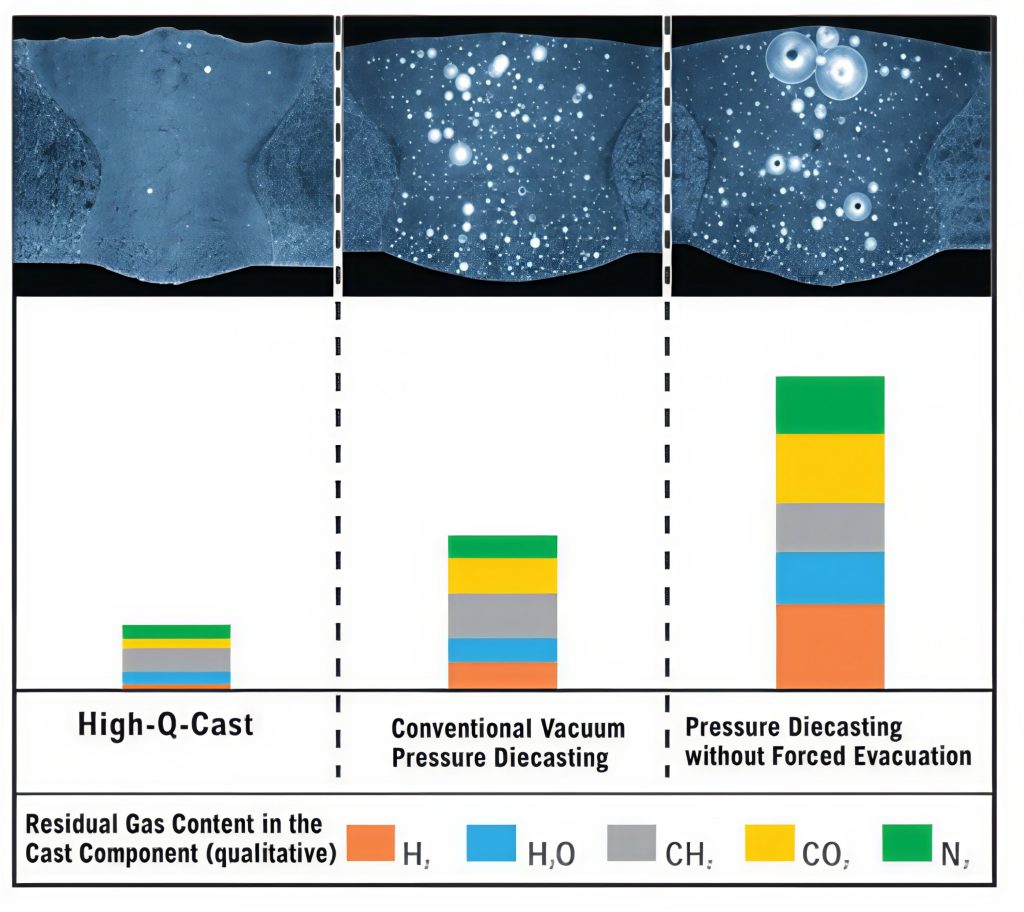
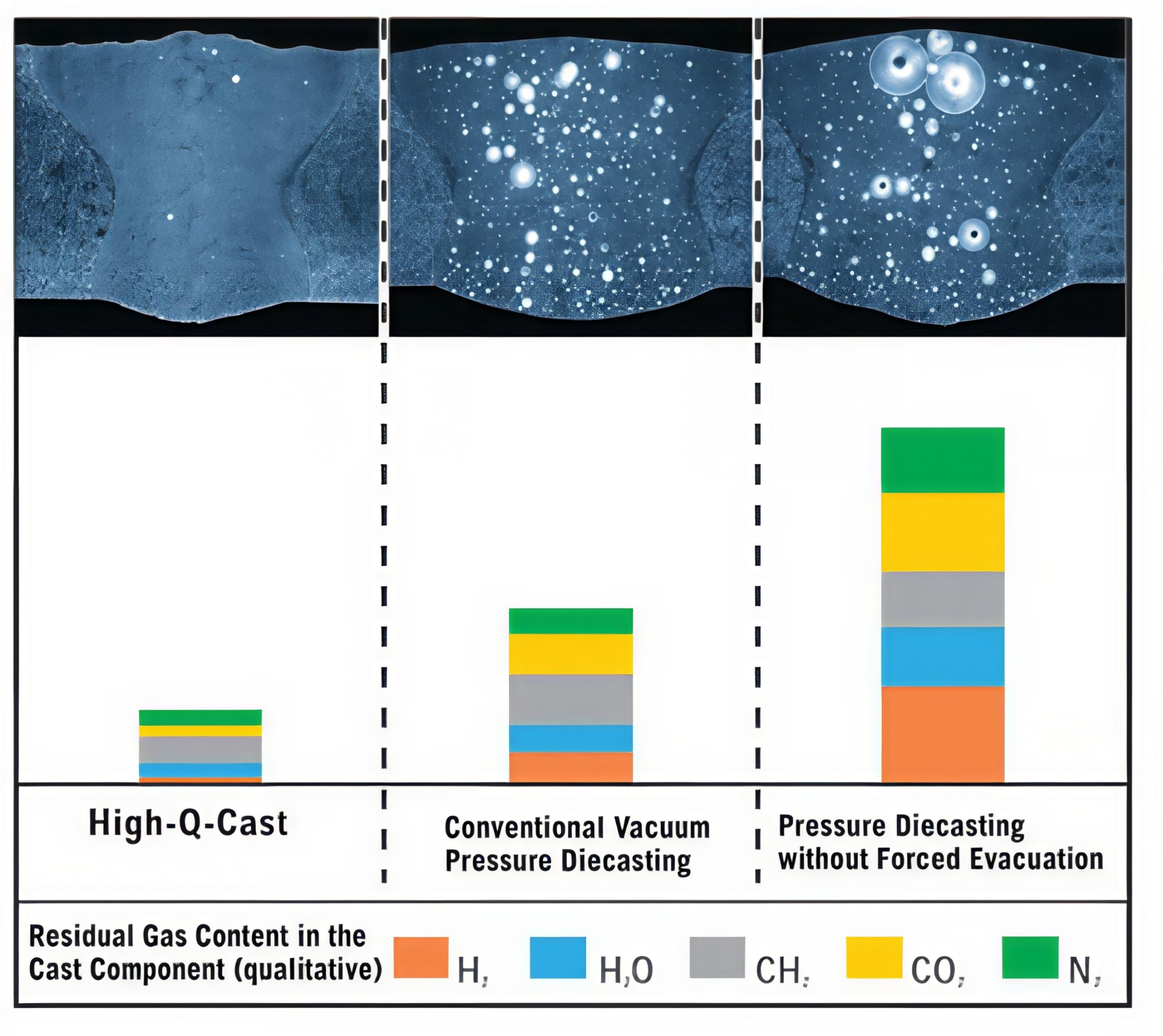
Figur 63. Figur som visar den lilla mängden gas i smältan med High-Q-metoden.
Film som beskriver metoden:


Figur 64. Bild på en Audi A2 och den komponent som tillverkats i aluminium med hjälp av High-Q-Cast-metoden.
10.7.5 Fondarex vakuumpressgjutning
Fondarex-systemet består av en vakuumpump, slangar samt ventiler. Med optimal utformning av vakuumsystemet och perfekta gjutförhållanden bör ett undertryck ner mot 30–70 mbar kunna åstadkommas i formhåligheten.
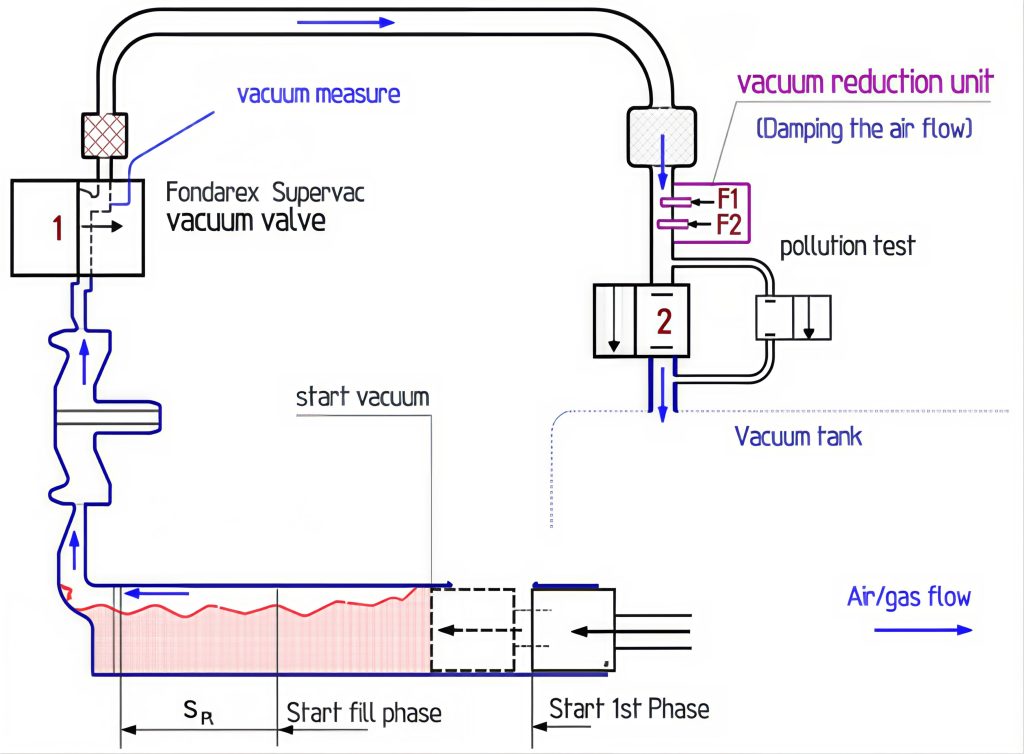
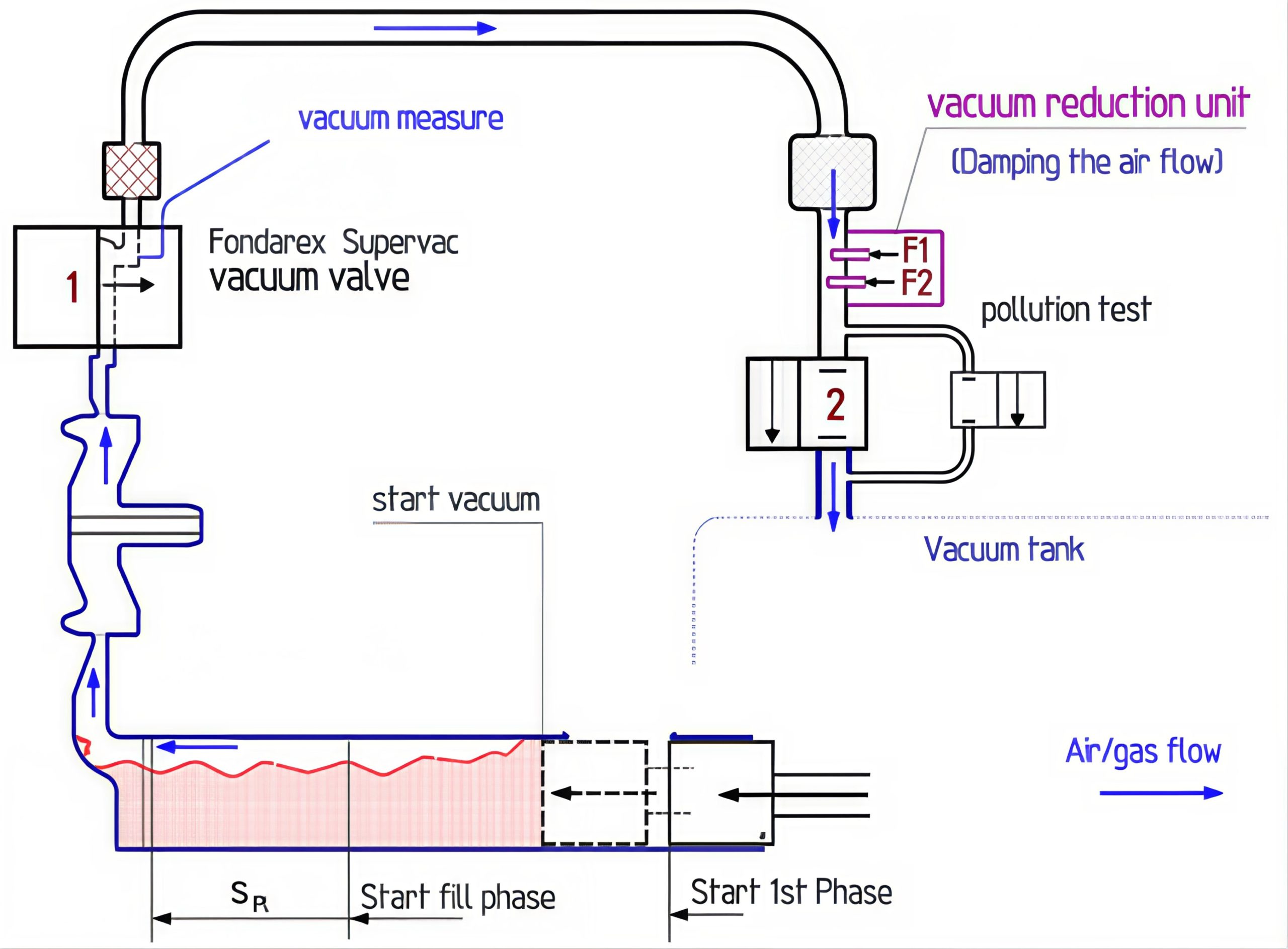
Figur 65. En schematisk ritning av ett Fondarex-vakuumpressgjutningssystem.
I Fondarex vakuumsystem är en vakuumventil inbyggd i pressgjutningsverktyget (formen). Denna ventil är ansluten till formens hålighet genom en vakuumkanal. Vakuumventilen (1) är ansluten till vakuumtanken med en vakuumslang via en andra ventil (2) på vakuumtanken. Vakuumpumpen evakuerar luft från tanken vilket skapar en ”vakuumbehållare”.
Genom att öppna vakuumventilen (1) förlängs i praktiken formens hålighet hela vägen till vakuumutrustningens ventil (2). När vakuumventil 2 öppnas (vakuumstart) evakueras luften från formens hålighet ut till vakuumtanken. Den snabba tryckutjämning som då sker i systemet ger ett mycket kraftigt undertryck i fyllkammaren och formrummet under första- och andrafasen.
Även om alla förutsättningar inte är perfekta (glipor mellan slidkärnorna och ett visst läckage i delningsplanet mellan verktygshalvorna) är det möjligt att med en självstängande Fondarex-vakuumventil, nå ett undertryck kring ca 300 mbar vid slutet av fyllningsfasen. Detta medger pressgjutning med lägre insprutningstryck, vilket minskar slitaget på såväl verktyget som på pressgjutmaskinen. På grund av det lägre mottrycket i formhåligheten är det möjligt att uppnå de korta fylltider som är nödvändiga vid gjutning av stora tunnväggiga detaljer med långa matningsvägar för metallen.
Den slutgiltiga vakuumnivån i formhåligheten beror främst på:
- Verktygets planhet och renhet i delningsplanet
- Mängden ämnen som kan avge gas i formhåligheten (fukt, smörjmedel)
Andra faktorer som påverkar vakuumnivån i formhåligheten:
- Den kolvhastighet som används under gjutcykeln
- Måttolerans och slitage mellan kolv och fyllkammare
- Förhållandet mellan vakuumtankens och verktygets volymer
- Vakuumledningen längd och tvärsnitt (motstånd)
- Vakuumventilens storlek (kapacitet)
- Insatsens konstruktion
- Verktygsutrustningens ytbehandling (maskinbearbetad, polerad)
Om alla dessa faktorer ligger på en optimal nivå kan ett slutligt undertryck ner mot 30 mbar uppnås i formhåligheten. Praktiska erfarenheter visar att redan vid ett undertryck motsvarande hälften av atmosfärstrycket, dvs ca 500 mbar, kan en minskning av porbildningen i komponenten observeras.

{kind=link}
{kind=link}
{kind=link}
{kind=link}