8.7.1 Friformsframställning
För att tillfredsställa detta kundkrav krävs en teknik för snabb framtagning av modellutrustning samt gjutformar. En sammanfattande benämning på metoder för prototyptillverkning är FFF (FriFormsFramställning). Några fördelar som uppges för denna teknik är bland annat:
- Minskade utvecklingskostnader
- Minskad ledtid i utvecklingsarbetet
- Snabbare marknadslansering
- Ökad produktivitet
- Ökad produktkvalitet
FFF-teknik används för att ta fram prototypgjutformar, både formar och kärnor, och formverktyg för bland annat pressgjutning men även för att tillverka avancerade modeller i metall.
Ett exempel på modell framtagen med FFF-teknik visas till höger i figuren nedan. Till vänster i figuren visas en avgjutning i stål av samma modell. I det här fallet är modellen uppbyggd i polykarbonat utgående från ett CAD-underlag.
Till FFF räknas idag följande tekniker:
- Rapid Prototyping. Innefattar framställning av prototyper.
- Rapid Tooling. Används för snabb framställning av verktyg.
- Rapid Manufacturing. Detta är den mest avancerade tekniken inom FFF och innebär att färdiga detaljer tillverkas direkt. Tekniken används exempelvis för tillverkning av verktyg för gjutning av metall.
Inom FFF finns ett antal olika metoder, bland annat de som räknas upp i tabellen nedan.
Tabell 1. Några FFF-metoder.
Några av dessa metoder går vi igenom i följande avsnitt: SLS, 3D-printing och formfräsning.
8.7.2 Selective Laser Sintring
En teknik som används av Xylem i Emmaboda är SLS. Tekniken används dels för intern prototyptillverkning, dels för prototyptillverkning åt externa kunder, som tillverkar maskiner, kompressorer, hydraulgods, ventiler och kopplingar.
Den använda tekniken baseras på att gjutformar tas fram genom selektiv lasersintring (SLS) av skalsand. Använd utrustning är av fabrikat EOSINT.
Innan själva prototyptillverkningen kan börja krävs att den aktuella detaljen är uppritad i 3D-CAD, det vill säga en solidmodell krävs. Även ingjuts- och matningssystem måste vara uppritade som solidmodeller. Sedan räknar utrustningens program om geometrin så att modell, ingjutssystem och matare dras bort och kvar blir två formhalvor utan material för modell, ingjutssystem och matare.
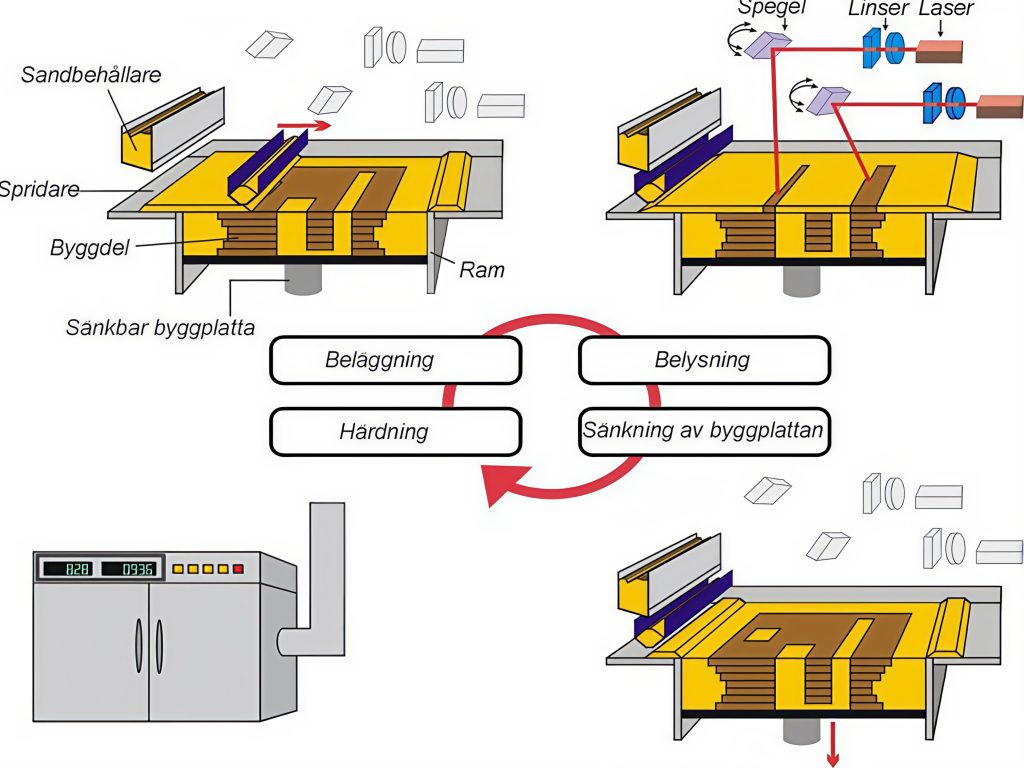
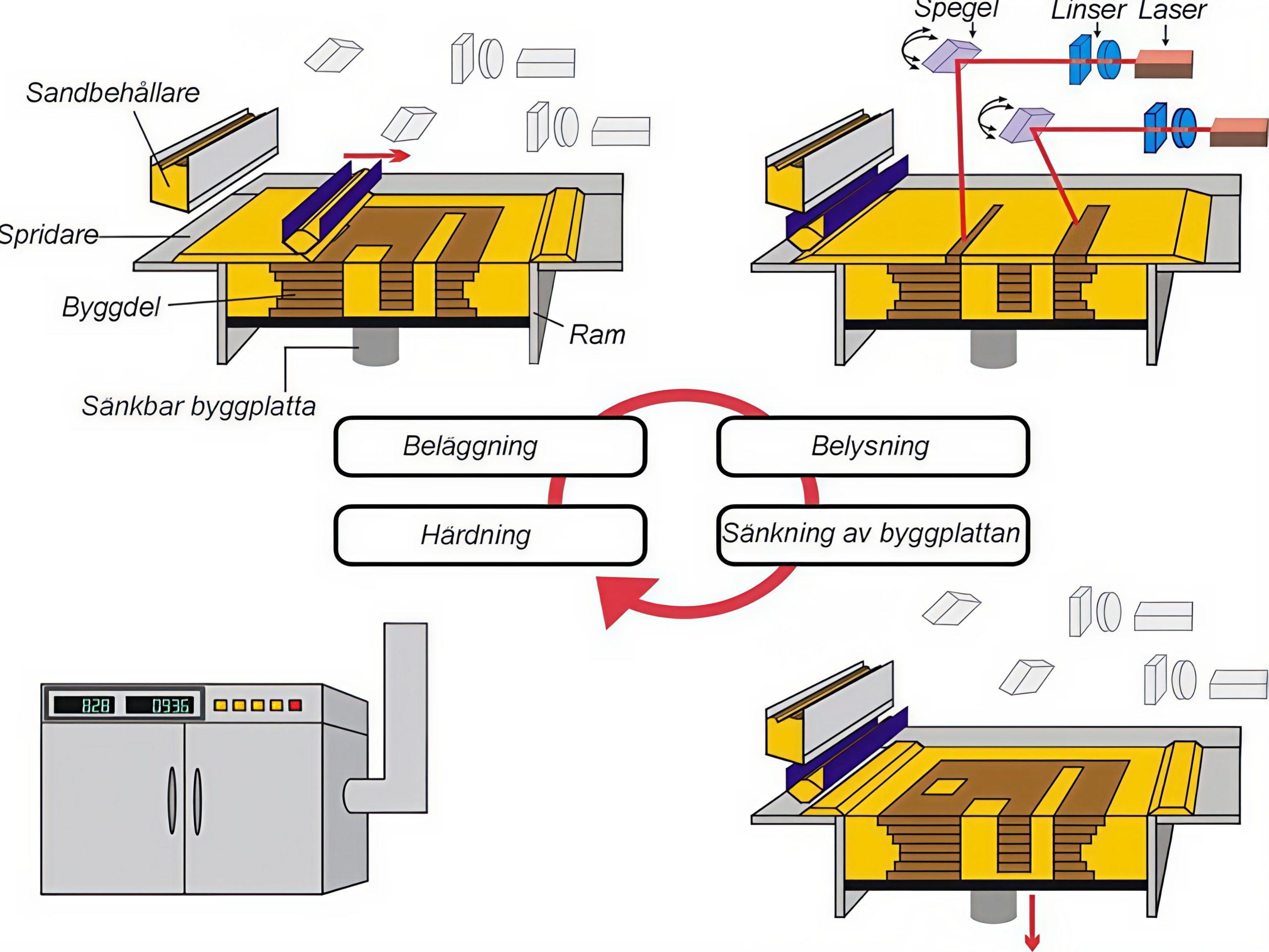
Figur 42. Beskrivning av processen.
Arbetsprincipen vid laserhärdningen är följande:
1. Laserhärdning av ett utstruket tunt skalsandsskikt. Skiktets tjocklek är normalt 0,2 mm. Laserstrålen styrs utgående från önskad geometri hos kärnan. En snittyta skapas, som motsvaras av det härdade skiktet.
2. Efter att laserhärdningen är klar, sänks arbetsbordet ner en skikttjocklek, det vill säga normalt 0,2 mm.
3. Dosering av formmaterial, skalsand med medelkornstorleken 0,18 mm, från den vänstra behållaren ner i en skyttelmekanism, som är rörlig i horisontell riktning.
4. Skalsanden stryks ut i ett tunt skikt. Normal tjocklek är 0,2 mm

Gjutformarnas under- och överdel sintras var för sig. Sintringen tar mellan 10 och 100 timmar beroende på hur stor prototypen är. Efter sintringen värms formen för hand med en gasbrännare för att man skall få en hårdare yta. Sedan är den klar för genomhärdning i en ugn vid 200°C. Gjutformen mjuknar av hettan och måste därför stå i en form fylld med små glaskulor under härdningsprocessen. Glaskulorna stöttar och bevarar formen. Härdningen tar mellan 15 och 35 timmar beroende på hur stora delarna är.
När den hårda sandgjutformen kommer ut ur ugnen täcks den med ett värmebeständigt skikt för att få en finare och slätare yta. Formen både pensel- och doppblackas med ett vattenbaserat grafitblack. Därefter limmas över- och underdel ihop och packas ner i lådor med kallhärdad sand för att formen inte ska spricka vid gjutningen.
8.7.3 3D-printing
Principen för 3D-printing är att man skiktvis bygger upp en modell, form eller en kärnlåda med ett pulver, som binds samman med ett speciellt bindemedel. Vid tillverkning av formar och kärnor för gjutning används ett fenol-furanhartsbaserat bindemedel.
Läs även om 3D-printning av kärnor.
3D-printing av modeller, form eller kärnlådor har utvecklats dels i USA, dels av två företag i Tyskland. Följande illustration visar hur tekniken fungerar:

1. Mixad sand lags ut i ett jämnt lager cirka 0,2 mm tjockt.
2. Skrivarhuvudet skriver ut härdare efter geometrin som finns inmatad från CAD.
3. Plattformen sänks och ett nytt lager sand fördelas över ytan.
4. Moment 1 till 3 upprepas till hela formen eller kärnan har skrivits ut.
5. Den sand som inte besprutats med härdare kan återanvändas och efter renblåsning från lös sand är formen eller kärnorna klara att användas.
Följande film visar hur tillverkaren ExOne kan skriva ut formar och kärnor i sand:

8.7.4 Formfräsning
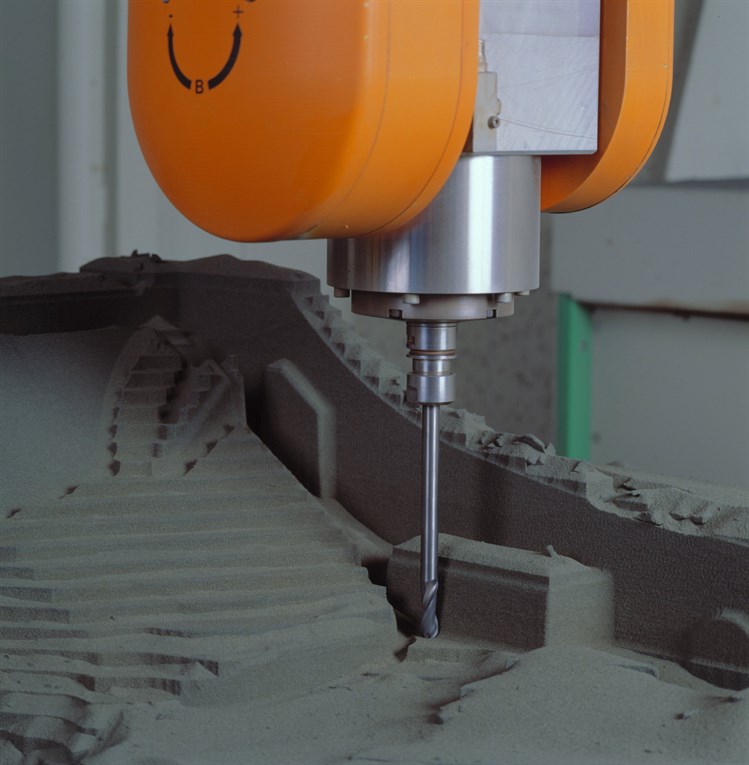
En annan teknik för tillverkning av formar vid framställning av prototypgjutgods och även gjutgods i mycket små serier är formfräsning.
Metoden baseras på att man ur formblock uppbyggda av sand bunden med ett vanligt bindemedel fräser fram formhåligheten med användning av en 5-axlig fräsmaskin (figuren nedan). Fräsbanorna genereras från CAD-data. Ingen hänsyn behöver tas till släppningar och hålkälar. Till och med underskärningar är möjliga. En fördel med metoden är den minskar tiden för framställning av en form. Exempelvis kunde tiden för framställning av ett maskinstativ i ett tyskt gjuteri, från CAD-ritning till färdigt gjutgods, reduceras med 60 procent jämfört med konventionell tillverkning med användning av en trämodell.

{kind=link}