8.15.1 Kärntillverkning
Vid gjutning i engångsformar och i viss utsträckning vid kokillgjutning tillverkas kärnor av sand bunden med ett bindemedel. Detta kan i dagens gjuterier vara olika varianter av organisk eller oorganisk typ. Vid mindre och medelstort gjutgods är bindemedelssystemet ofta av typ Cold box, Hot box eller vattenglas. Även skalformningsprincipen används i stor utsträckning för kärntillverkning. Vid stort gjutgods är bindemedelssystemet oftast baserat på furan eller vattenglas.
På en kärna ställs hårdare krav än på själva formen. Det beror på att kärnorna i stor utsträckning omges av smälta. Följande högre krav kan ställas:
- Ännu bättre gasgenomtränglighet. Ofta tillverkas kärnorna i en grövre sand än formarna. Dessutom brukar extra åtgärder vidtas för luftning så att de gaser som bildas vid gjutning kan komma ut.
- Ökad motståndsförmåga mot den termiska påkänningen med dess risker för fastbränningar, inträngningar etcetera. Ofta används blackning, det vill säga påläggning av ett skyddande ytskikt.
- Lättare sönderfall när gjutstycket stelnar och krymper.
Vid tillverkning av gjutgods i stora och medelstora serier sker kärntillverkningen alltid maskinellt. Ju större serierna är, desto högre är mekaniserings- och automatiseringsgraden. Det är vanligt att man fräser fram kärnlådor med användning av en 5-axlig fräsmaskin, där fräsbanorna genereras från CAD/CAM-data. Denna fräsmaskin i kombination med ett CAM-beredningssystem från t.ex. Tebris är ofta det mest optimala sättet att bearbeta kärnlådor. Samma gäller även modeller i plast.
Manuellt tillverkas kärnor används endast vid mindre serier och vid enstyckstillverkning. Vid maskinell kärntillverkning används oftast kärnlådor tillverkade i järn eller plast. Kärnlådor tillverkade i trä används vid små serier och enstyckstillverkning. Liksom på modeller ställs stora krav på kärnlådornas utförande. För små kärnor krävs normalt ingen förstärkande armering. Däremot är det vanligt att stora kärnor förstärks med till exempel tråd eller spik på utsatta ställen.
8.15.2 Blåsning, skjutning och extrudering
Vid serietillverkning av gjutgods sker kärntillverkningen uteslutande maskinellt. Vid de vanligaste maskintyperna förs då kärnmassa från ett magasin med hjälp av tryckluft genom antingen kärnblåsning eller kärnskjutning in i en kärnlåda och komprimeras. Därefter sker en härdning av kärnmassan genom att gas leds in i kärnlådan.
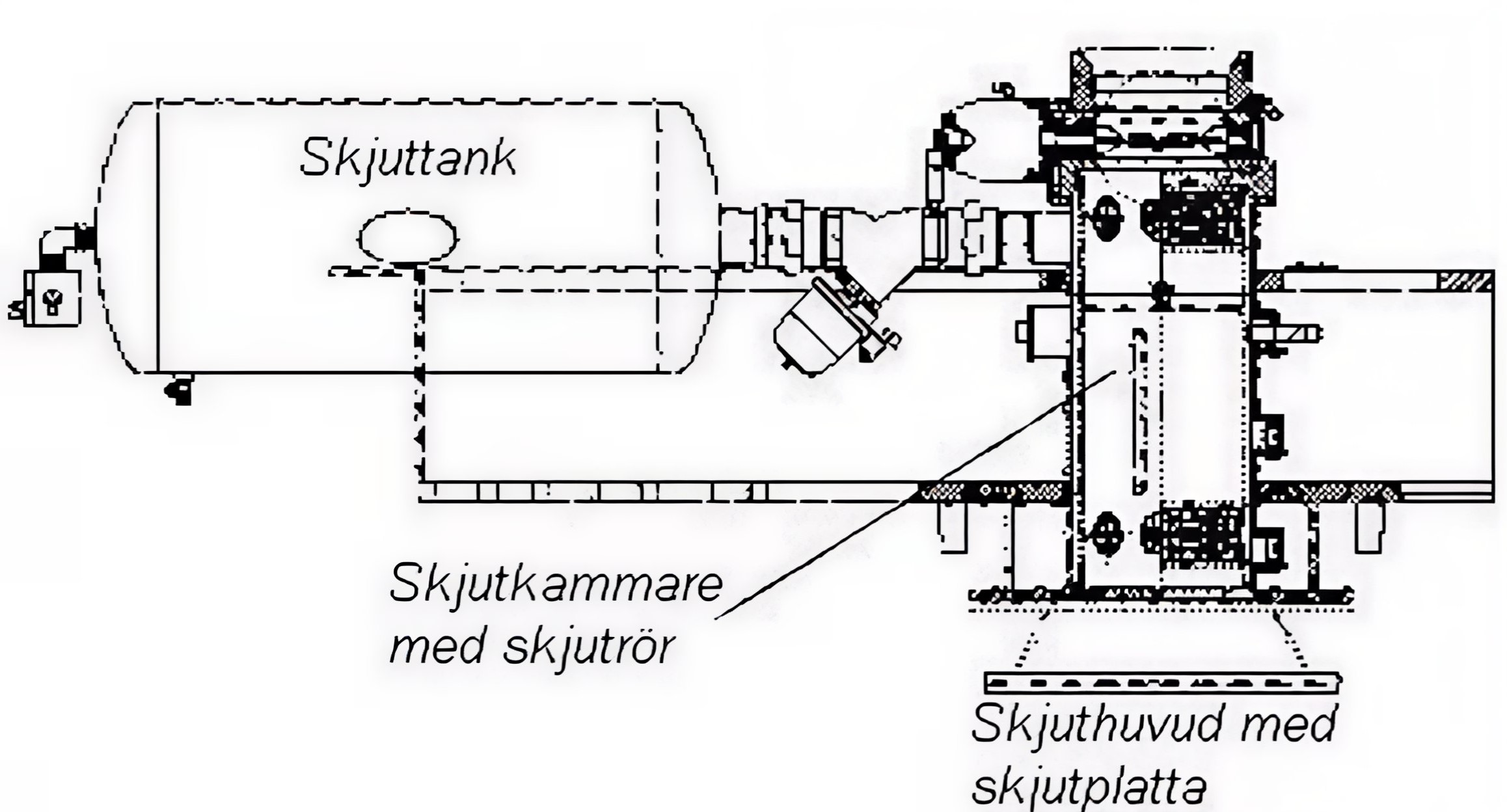
Ett exempel på kärnskjutmaskin visas i följande figur.

Vid start höjs i denna maskin arbetsbordet med kärnlådan upp mot ett skjuthuvud. Då detta är fyllt med kärnmassa, skjuts denna in i kärnlådan med hjälp av tryckluft. Därefter körs en gashuv in över kärnlådan och genom denna leds gas in i kärnlådan. Används exempelvis bindemedelssystemet Cold Box genomblåses kärnan med katalysatorn, exempelvis trietylamin, och kärnan härdar.
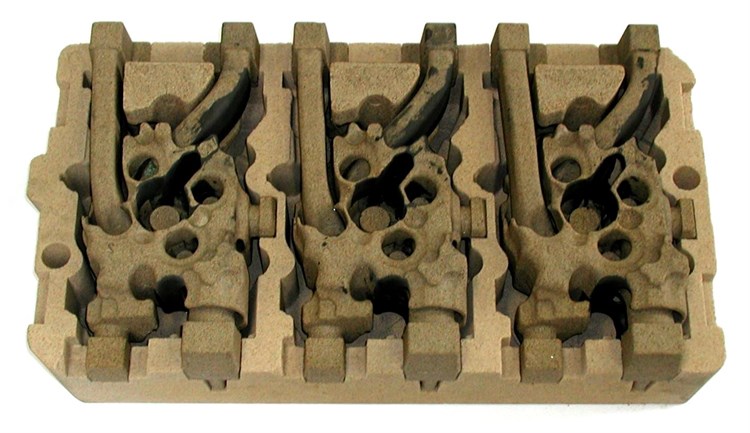
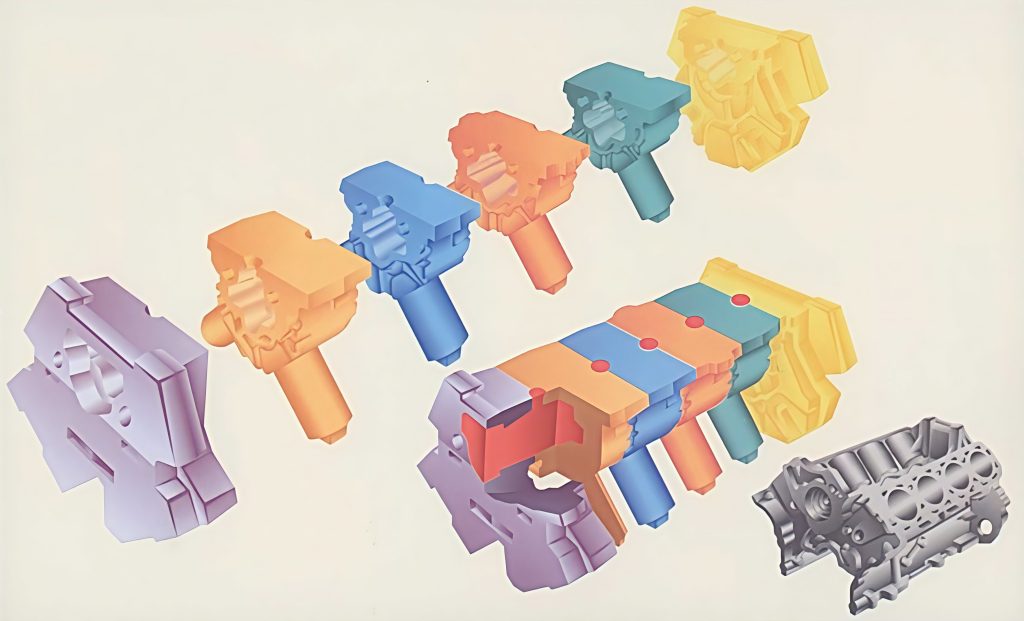
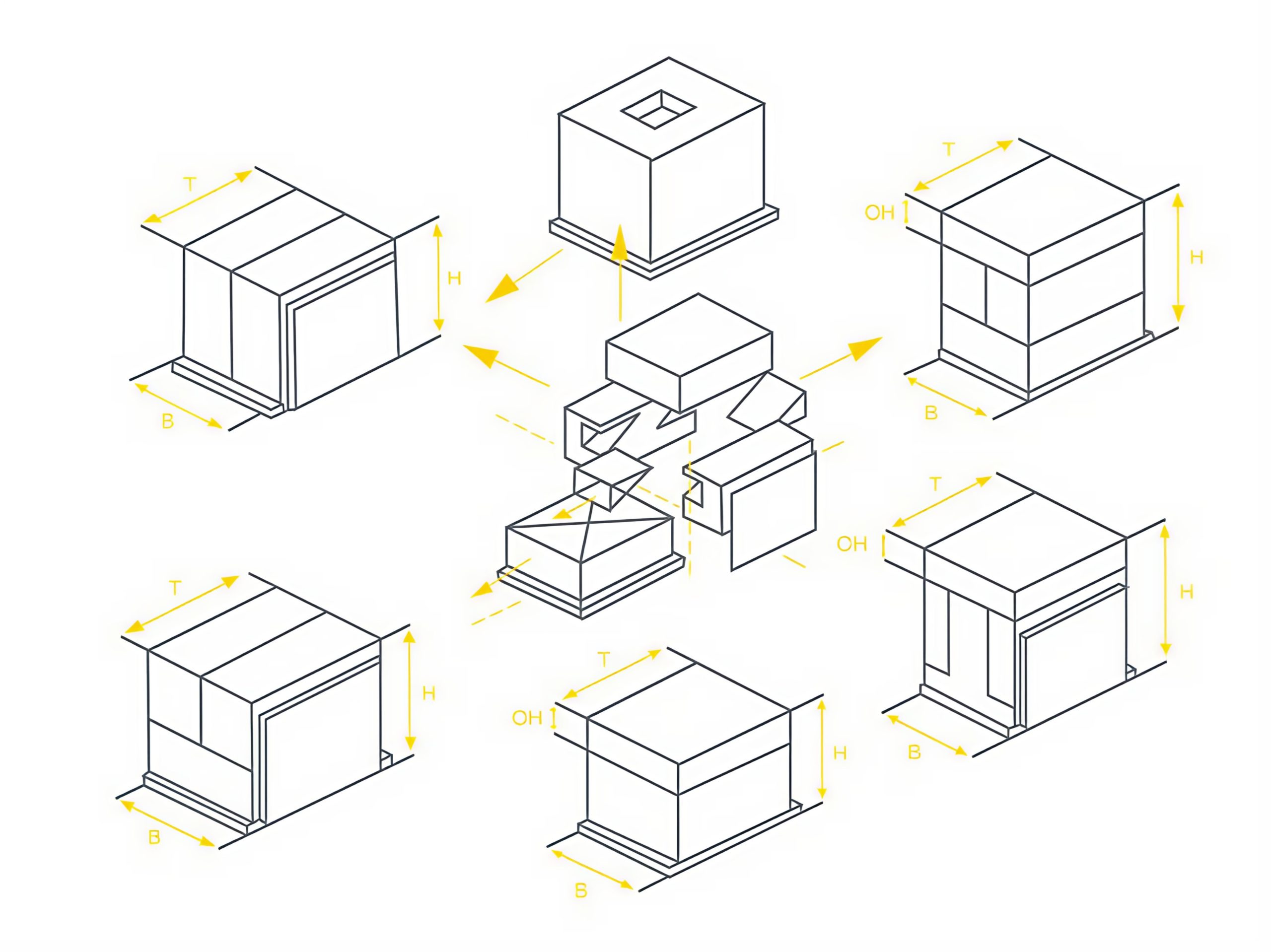
När kärnan är härdad genomblåses den med ren luft varefter kärnlådan öppnas automatiskt och kärnan transporteras ut ur maskinen på en undersläde. Kärntillverkningen sker i denna maskin helt automatiskt. Det är även möjligt att köra alla maskinens funktioner manuellt. I maskinen på figuren ovan kan kärnor tillverkas i storleksordningen 30 till 200 liter. Kärnlådorna kan vara upp till sexdelade.
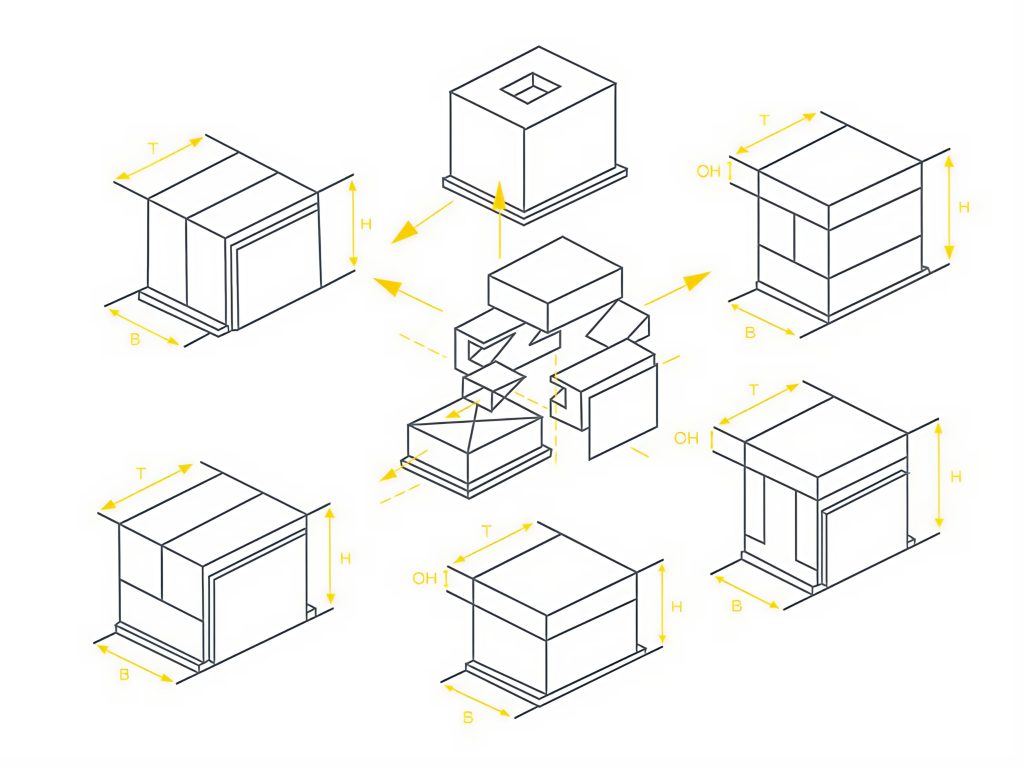
Figur 91. Upp till sexdelade kärnlådor kan användas i kärnskjutmaskinen.
Följande film visar en kärnskjutsmaskin i arbete:

Den principiella uppbyggnaden av skjuthuvudet på en kärnskjutmaskin framgår av figuren nedan. När luft strömmar genom skjuthuvudet med hög hastighet, drar den med sig kärnmassa ner i kärnlådan.
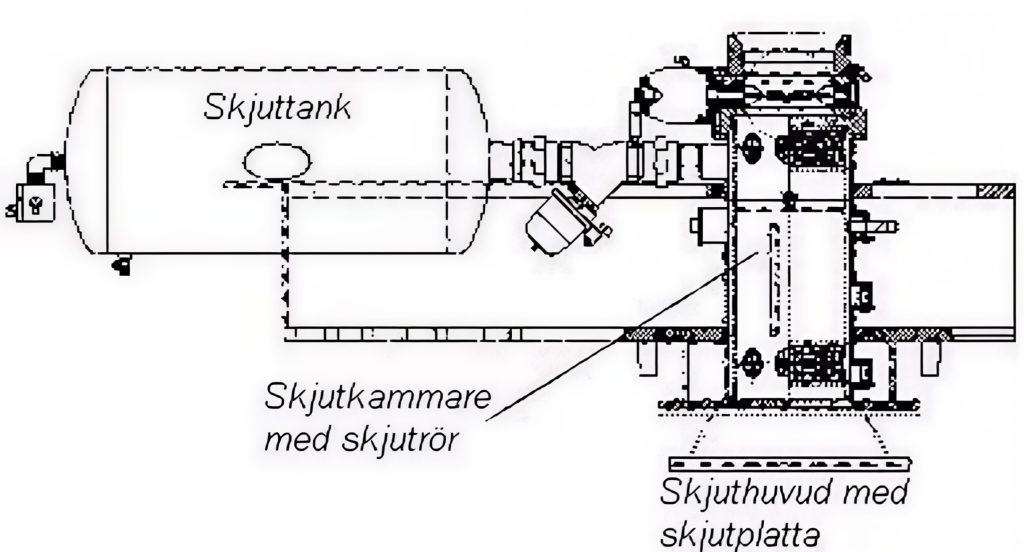
Figur 92. Uppbyggnad av skjuthuvudet på en kärnskjutmaskin (Laempe, Tyskland).
Vid både kärnblåsning och kärnskjutning förs massan tillsammans med den framrusande luften in i kärnlådan. Varje sandkorn omsluts och bärs av luftströmmen. Härigenom erhåller kornen en hög hastighet, vilket ger den kraft, som behövs för ramningen i kärnlådan. Tryckluften rusar genom kärnlådan styrd av luftnipplar, ventiler, i kärnlådans väggar. Nipplarna släpper igenom luften men inte kärnmassan.
Av de båda metoderna kärnblåsning och kärnskjutning är den sistnämnda den modernaste metoden. Vid båda metoderna krävs stabila kärnlådor, vilket gör att de för det mesta är tillverkade av järn. Kärnlådornas insidor utsätts för slitage, eftersom blandningen av kärnmassa och luft påverkar kärnlådans insidor på samma sätt som en sandbläster. Luftförbrukningen är relativt stor, speciellt vid kärnblåsning.
För att få en jämn kompression av kärnmassan i lådan måste luftcirkulationen styras på det för ramningen lämpligaste sättet. Det styr man genom rätt placering av luftnipplarna.
Normalt är det bättre att ha ett stort antal mindre nipplar än ett fåtal stora. Felaktigt placerade nipplar ger ett dåligt kärnmassaflöde med en dåligt rammad kärna som följd (se illustration nedan). Genom att det vid kärnskjutning till skillnad från vid kärnblåsning åtgår en bestämd kvantitet luft, som tränger in mot kärnmassan från sidan och uppifrån, blir evakueringen av luft enklare vid kärnskjutning än vid kärnblåsning. Detta gör att ett mindre antal ventilationsnipplar behöver användas vid kärnskjutning. En kärnlåda tillverkad av ett enklare material, exempelvis trä, kan användas i nödfall.
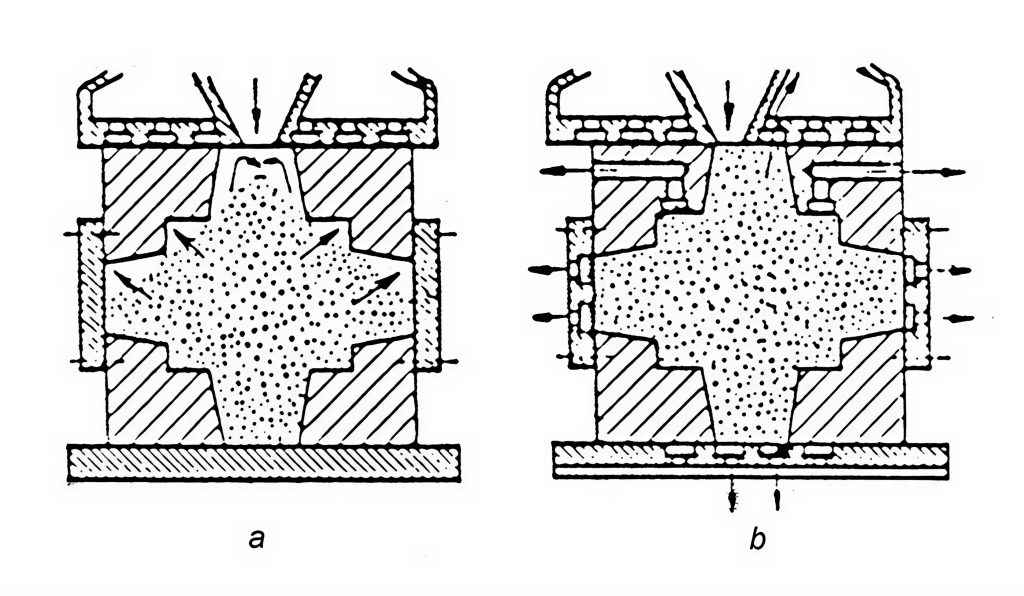
Figur 93. Placering av luftnipplar.
a. Risk för bildning av luftkuddar vid otillräcklig möjlighet för luften att komma ut.
b. Med korrekt placerade luftnipplar erhålls en fullständigt utfylld kärnlåda.
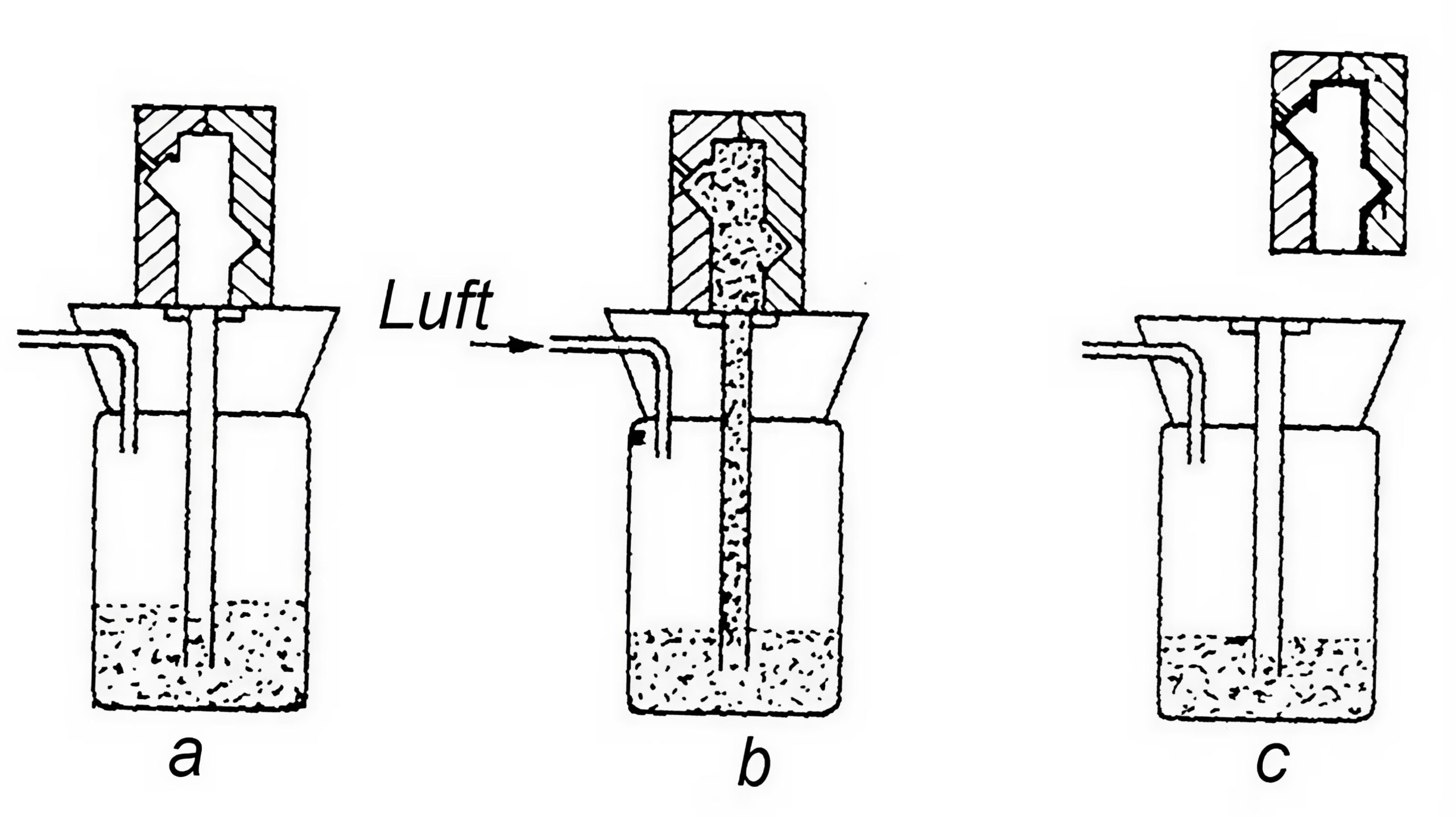
Ett alternativ till att blåsa eller skjuta in kärnmassa i en kärnlåda är att trycka in massan genom en extruderingsmetod. Arbetsprincipen för en maskin arbetande med denna metod visas i illustrationerna nedan. Här trycks kärnmassa ut genom ett extruderingshuvud. Den första figuren visar hur extruderingshuvudet och den andra själva kärntillverkningen.
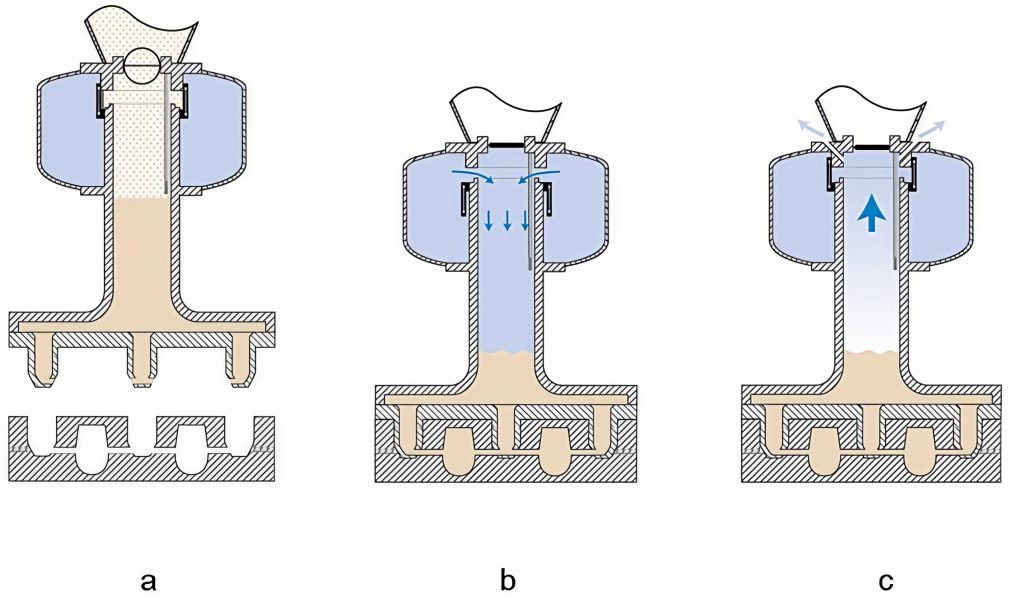
Figur 94. Exempel på extruderingshuvud (Disamatic).
a. Påfyllning av kärnmassa
b. Kärnmassa trycks ut
c. Avluftning
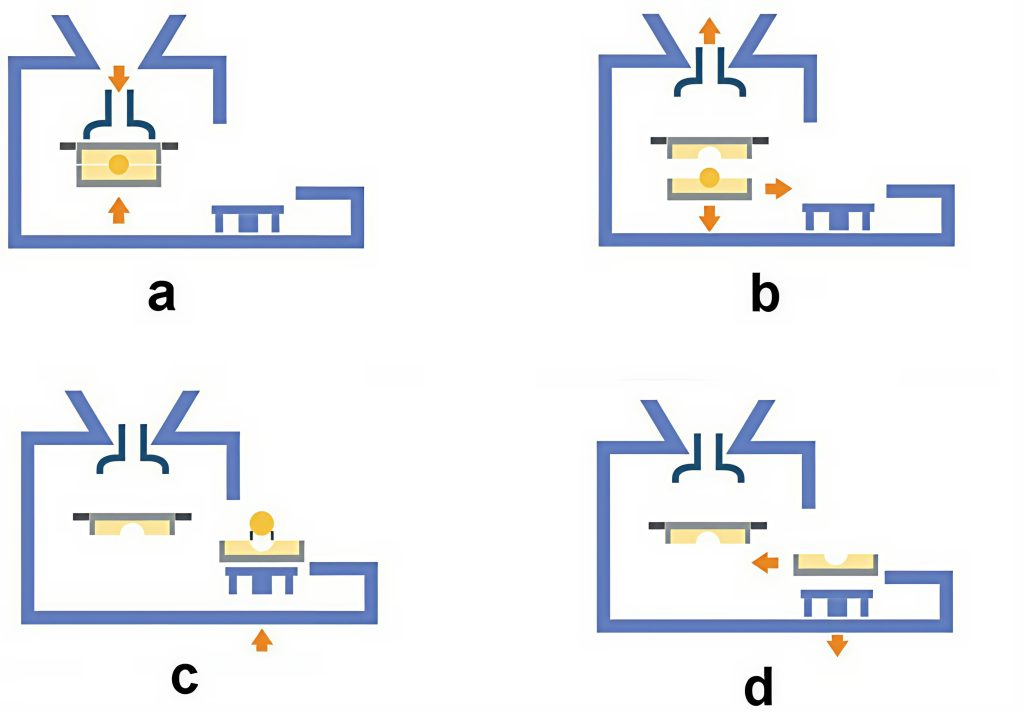
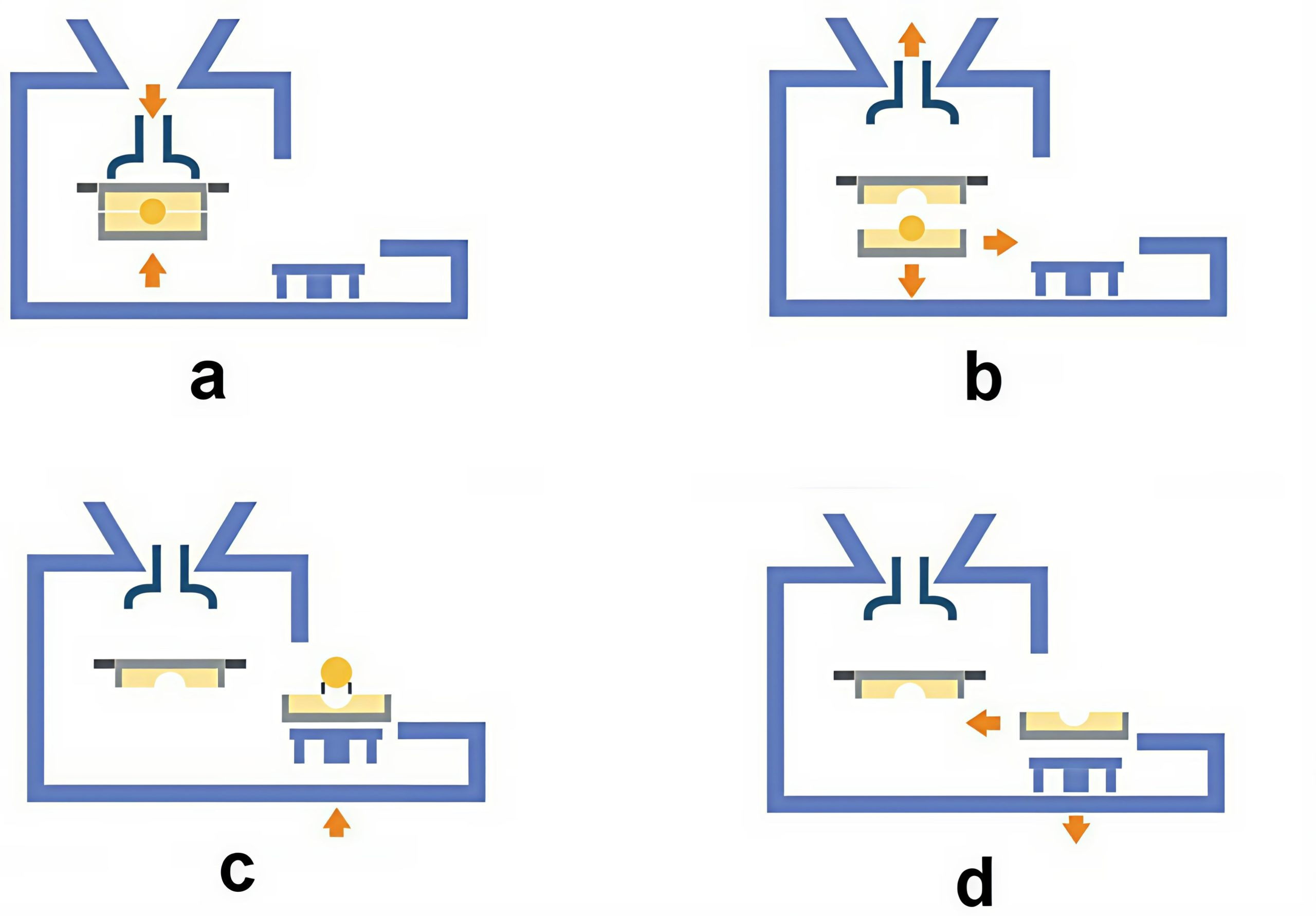
Figur 95. Kärntillverkning.
a. Kärnmassa har tryckts ner i kärnlådan. Kärnan gasas.
b. Den undre kärnlådehalvan med tillverkad kärna rör sig nedåt och sedan ut ur maskinen.
c. Kärnan stöts ut ur kärnlådan med utstötarpinnar.
d. Utstötarpinnarna går ner och den undre kärnlådehalvan förs åter in i maskinen.
Några maskiner har utrustning för vibrering av kärnan för att därigenom underlätta urplockningen av kärnan ur kärnlådan. På vissa maskiner finns utrustning för automatisk dragning av lösbitar. Ett annat exempel på förekommande utrustning är anordning för evakuering av luft från kärnlådan i samband med skjutningen. Härigenom kan skjuttrycket reduceras och kärnlådan fylls ut bättre.
Som nämnts ovan har nipplarnas placering stor betydelse för att uppnå ett tillfredsställande resultat vid kärnblåsningen och kärnskjutningen. Detsamma gäller även vid gasningen av kärnorna vid exempelvis Cold box- och SO2-metoderna. Figuren nedan visar resultat från experiment där man studerat hur gasen förs ut i kärnan vid en gasningsoperation. De vita punkterna indikerar läget för de nipplar som var öppna vid experimentet. Härdningsförloppet kan följas genom färgändringen.

8.15.3 Tillverkning av skalkärnor
Metoden för framställning av skalkärnor är i stort sett identisk med den som används för framställning av skalhalvor.
Vid framställning av skalkärnor får hartsklädd sand får fritt falla ner i en varm kärnlåda. Alternativt och vanligast blåses sanden in i kärnlådan med hjälp av tryckluft. Den senare metoden används speciellt i de fall då kärnan har så komplicerad form att risk för otillräcklig fyllning föreligger. Då önskad väggtjocklek uppnåtts på kärnsandsväggen hälls överflödig sand ur kärnan (ofta med hjälp av vibrator). Man får på detta sätt en ihålig kärna. I motsats till formtillverkningen behövs vid kärntillverkningen inte alltid en utstötarmekanism eftersom enkla kärnor normalt kan lossa för hand. Med skalformningstekniken kan mycket komplicerade kärnor och kärnsystem tillverkas.
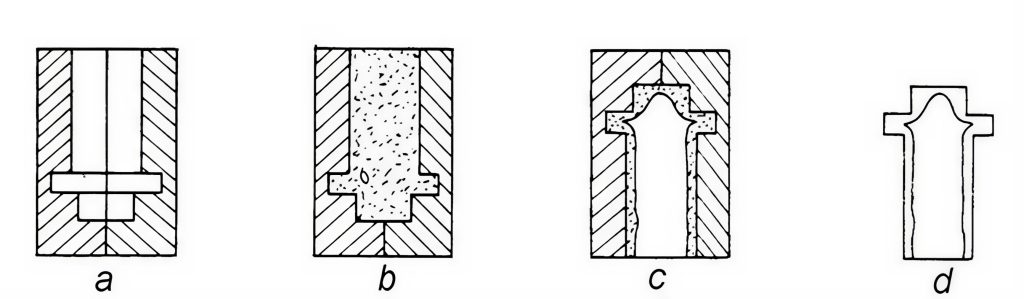
Figur 97. Tillverkning av skalkärnor genom manuell fyllning av en kärnlåda.
a. Utgångsläge.
b. Kärnlådan har fyllts med sand.
c. Överflödig sand har hällts ur.
d. Färdig skalkärna.
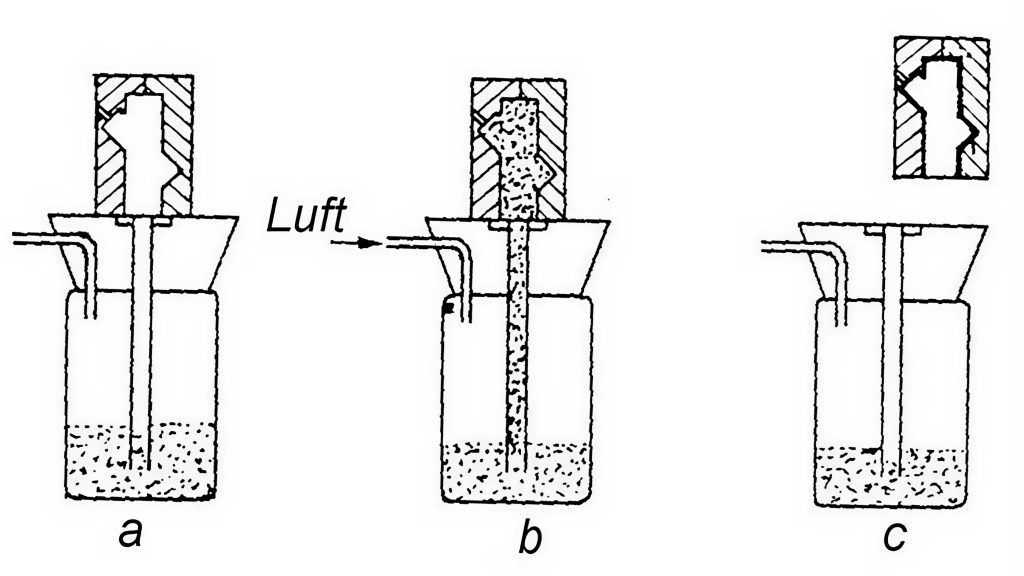
Figur 98. Skjutning av skalkärna.
a. Utgångsläge.
b. Skalsand skjuts in i kärnlådan med tryckluft.
c. Överflödig sand töms ut. Ett skal återstår.

Figur 98b. Kärnor från Smålands Stålgjuteri
8.15.4 3D-printing av kärnor
En ny teknik för tillverkning av kärnor är 3D-printing. Tekniken utvecklades till att börja med för tillverkning av främst prototyper men har i mitten på 2010-talet utvecklats även för storserietillverkning av kärnor. Två stora leverantörer av maskiner är ExOne och Voxeljet
Principen för 3D-printing vid kärntillverkning i sand är att man skiktvis bygger upp kärnan som binds samman med ett speciellt bindemedel. Vid tillverkning av kärnor för gjutning används flera typer av bindemedel. Metoden har kommit att kallas 3DSP, 3D Sand Printning.
Ett exempel på en kärna till en impeller uppbyggd på detta sätt visas i följande figur.

Principen för 3D-printing i sand kan ske med laser eller binder-jetteknik.
STEG 1-Spridning av inledande lager av sand
Bottenplattan är upplyft i sitt högsta läge och inledande lager av sand ca 0,25 mm tjockt sprids ut över hela byggboxen. Ungefär fem till åtta lager av sand sprids ut för att undvika bindemedel mot bottenplattan.
STEG 2-lagersjustering
Bindemedel distribueras selektivt genom att använda bläckstråle-teknik. I sanden är redan en aktivator tillsatt genom en förblandning av sanden. Byggplattformen i jobblådan sänks sedan enligt den i mjukvaran förutbestämda tjockleken på skiktet.
STEG 3-Återläggning – recoating
Ett nytt lager av sand med förutbestämd tjocklek appliceras jämnt över hela ytan.
STEG 4-Upprepning
Steg 1–3 upprepas tills de printade ämnen (kärnor och formar) är kompletta.
STEG 5-Rengöring
Under detta sista steg sker en dammsugning av den lösa sanden i printboxen. Bottenplattan lyfts sakta uppåt allteftersom vidhäftande sand på ytor och håligheter avlägsnas med borstar, penslar och tryckluft med varierande ledningstryck. Slutligen rengörs det printade ämnet i en separat box där de sista resterna av sand tas bort.
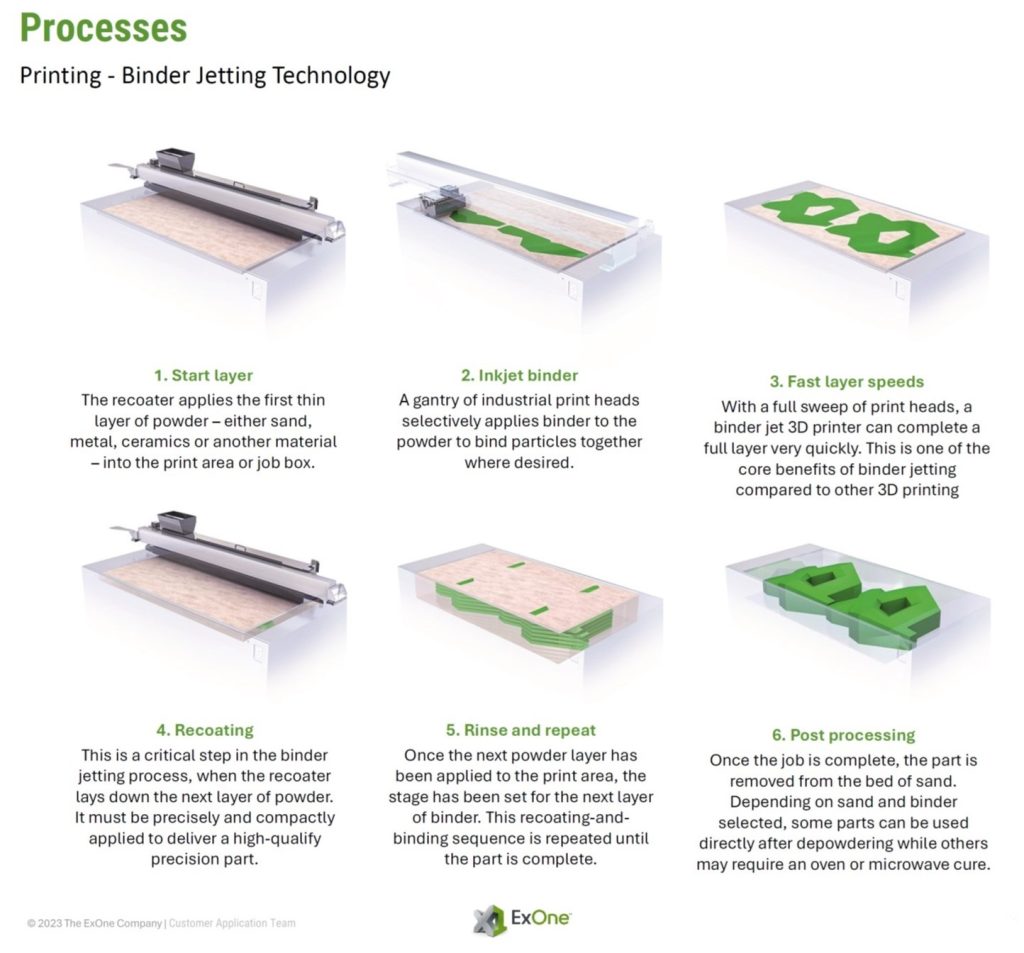
Figur 100. Principen för 3DSP av kärnor och formar i sand enligt Binder-jettekniken.

Figur 100b. Printade sandkärnor med olika sand- och bindemedelssystem
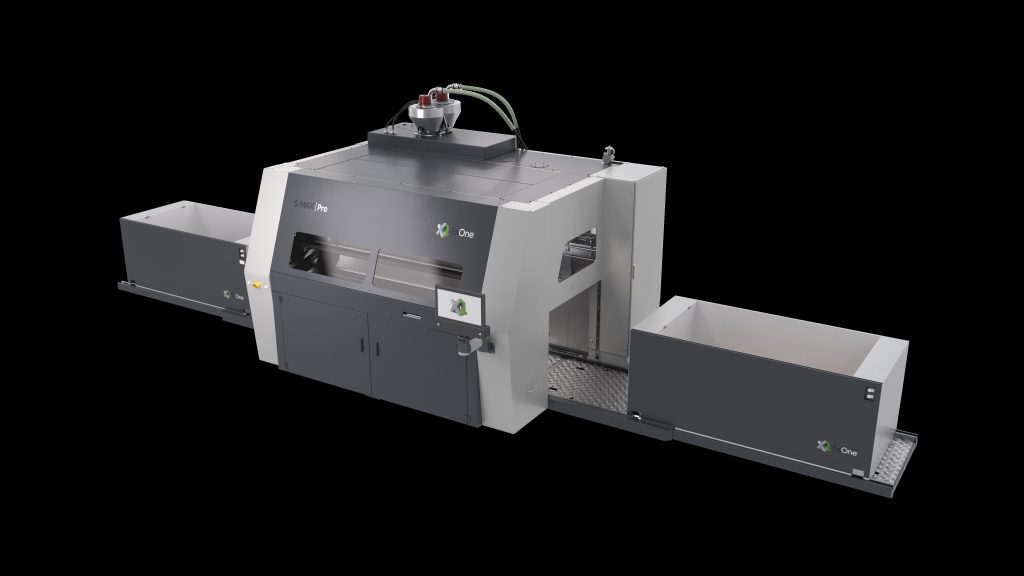
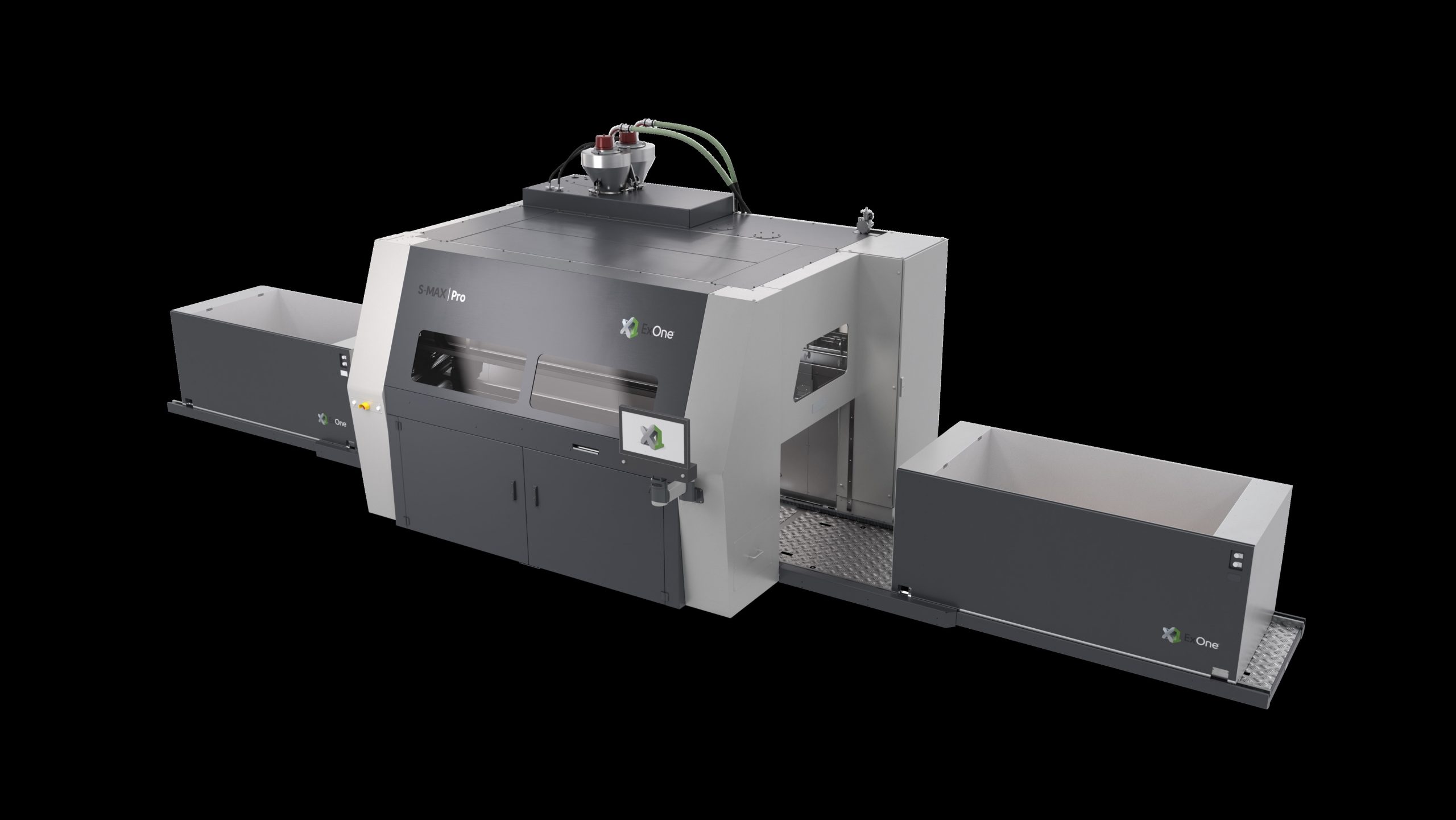
Figur 100c. sandprinter för binderjetting teknik från ExOne, modell S-Max Pro.
Sand med ett bindemedel läggs ut i ett jämnt lager 0,2 mm tjockt över en plattform på vilken en kärna ska byggas upp. Ett skrivarhuvud distribuerar ut en härdare efter geometrin som finns inmatad i ett CAD-underlag.
Därefter sänks plattformen ner 0,2 – 0,4 mm beroende på hur tjockt lager av sand som byggs upp. Ett nytt lager sand påförs därefter över hela ytan. Förfarandet upprepas tills hela kärnan skrivits ut, det vill säga när kärnan byggts upp. Tekniken kan även användas för tillverkning av sandformar för gjutning.
Den sand som inte besprutats med härdare kan återanvändas och efter att lös sand blåsts eller sugits bort från den tillverkade kärnan är den klar att användas utan efterföljande torkning eller härdning i ugn.
Följande film visar både hur formar och kärnor kan skrivas ut med 3D-teknik:

8.15.5 Manuell kärntillverkning
Manuell kärntillverkning görs på ungefär samma sätt som manuell formning. De extra krav man måste ställa på en kärna jämfört med en form, bland annat på kärnmassans egenskaper, gör dock vissa modifieringar av tillverkningstekniken nödvändiga.
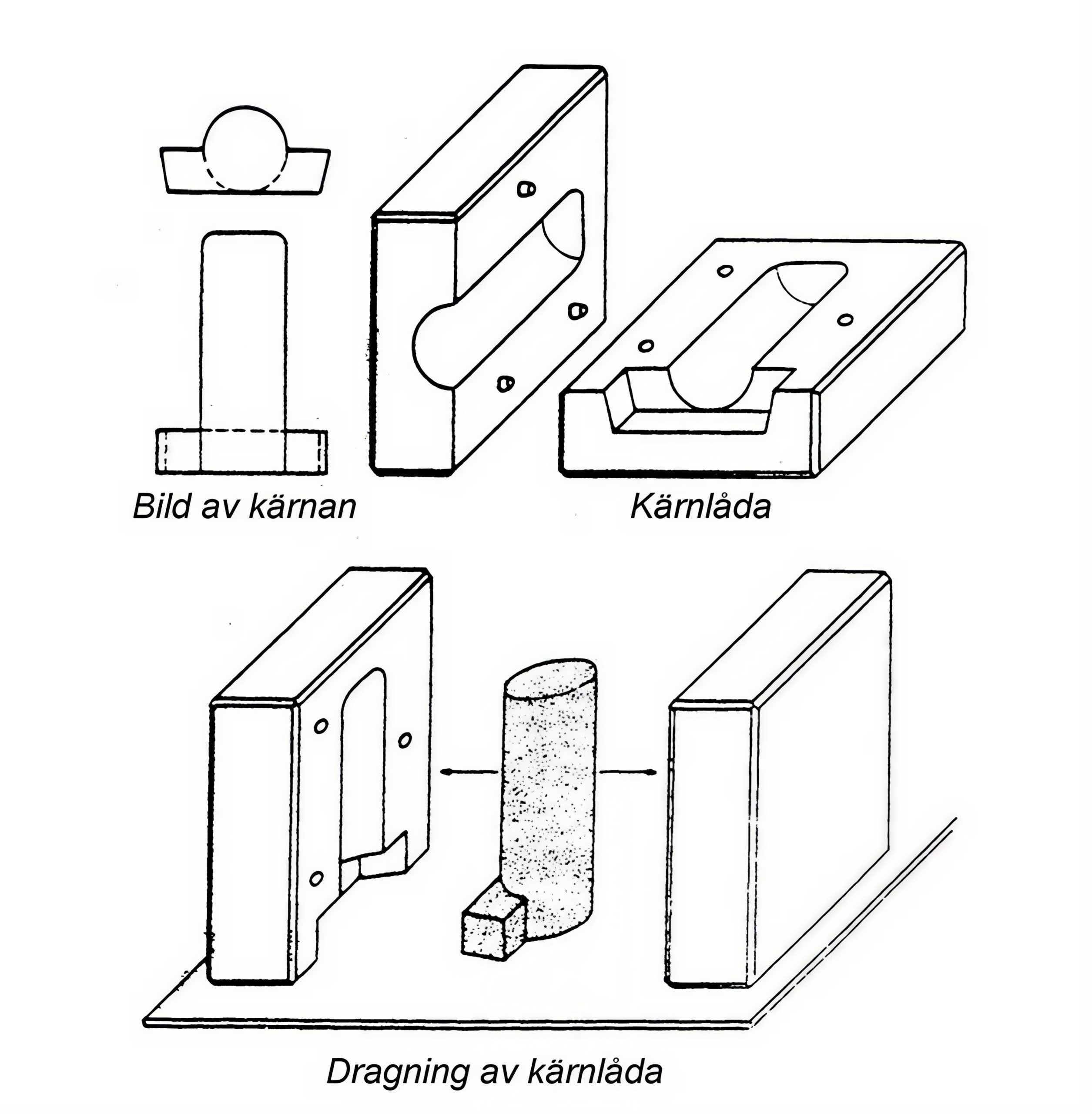
Arbetsgången vid tillverkning av en cylindrisk kärna visas i figuren nedan. Kärnmassan utgörs i detta exempel av furanhartsbunden sand.
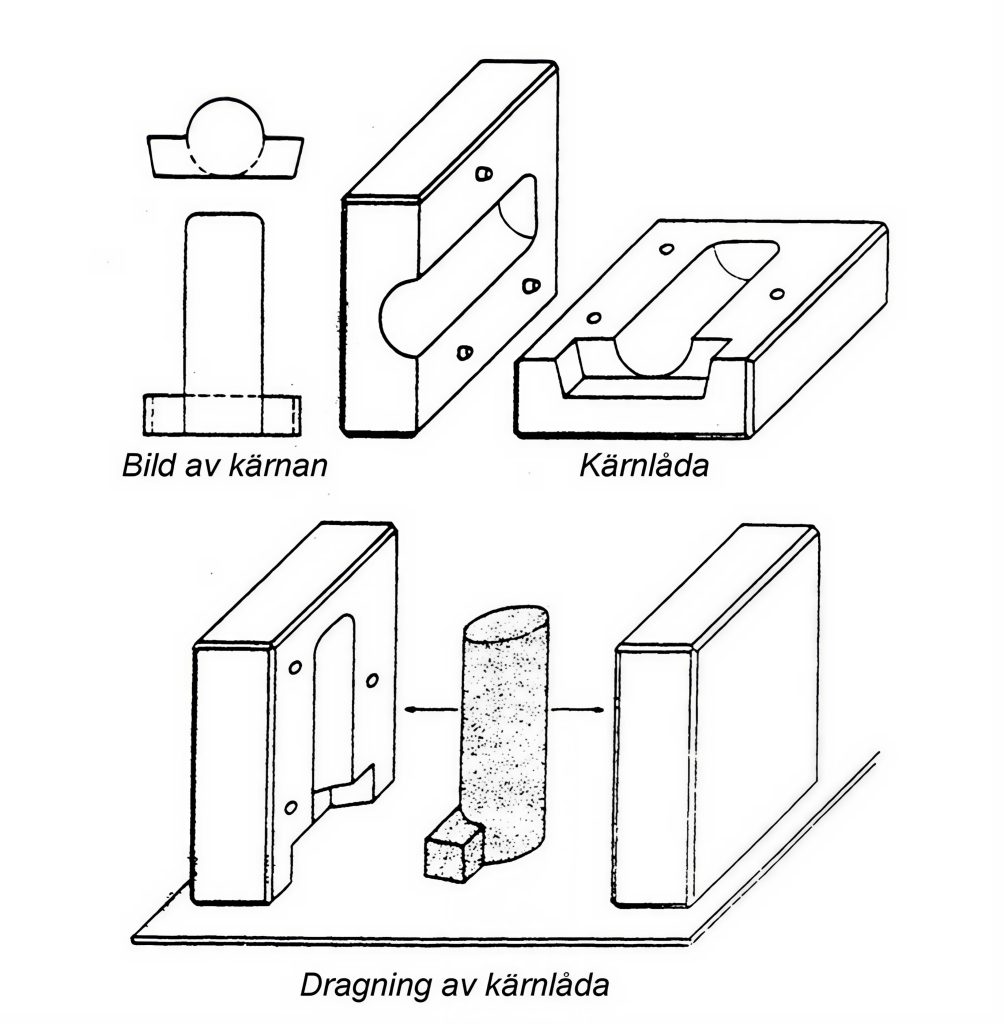
Figur 101. Tillverkning av en cylindrisk kärna i en tvådelad kärnlåda.
1. Rengör kärnlådehalvorna. Sätt ihop och klamra dem. Anbringa ett släppningsmedel.
2. Fyll kärnlådan med kärnmassa. Armera kärnan om så är erforderligt. Ramma kärnmassan lätt. Stryk av överflödig kärnmassa.
3. Låt kärnmassan härda.
4. Lossa och drag kärnlådehalvorna.
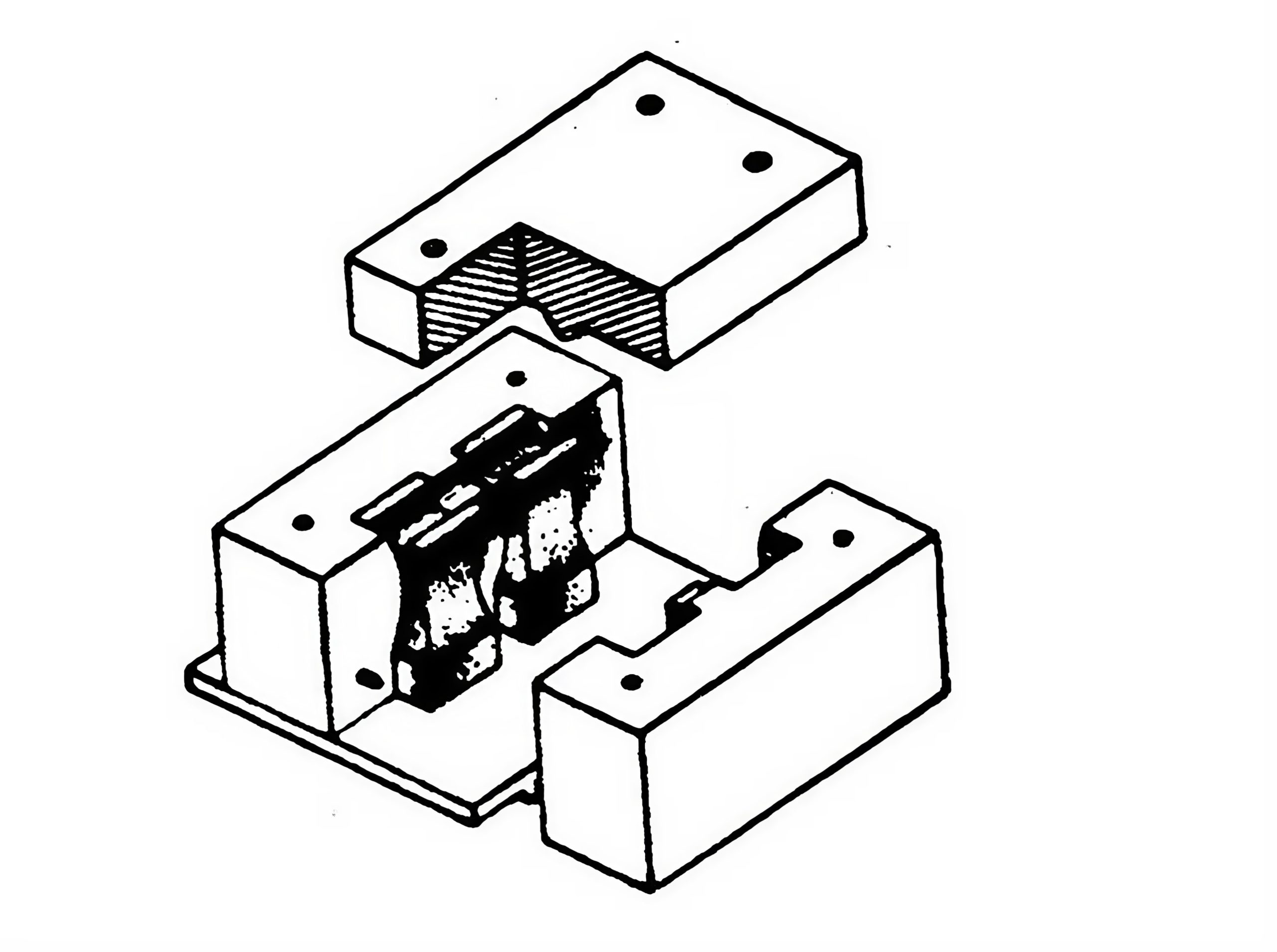
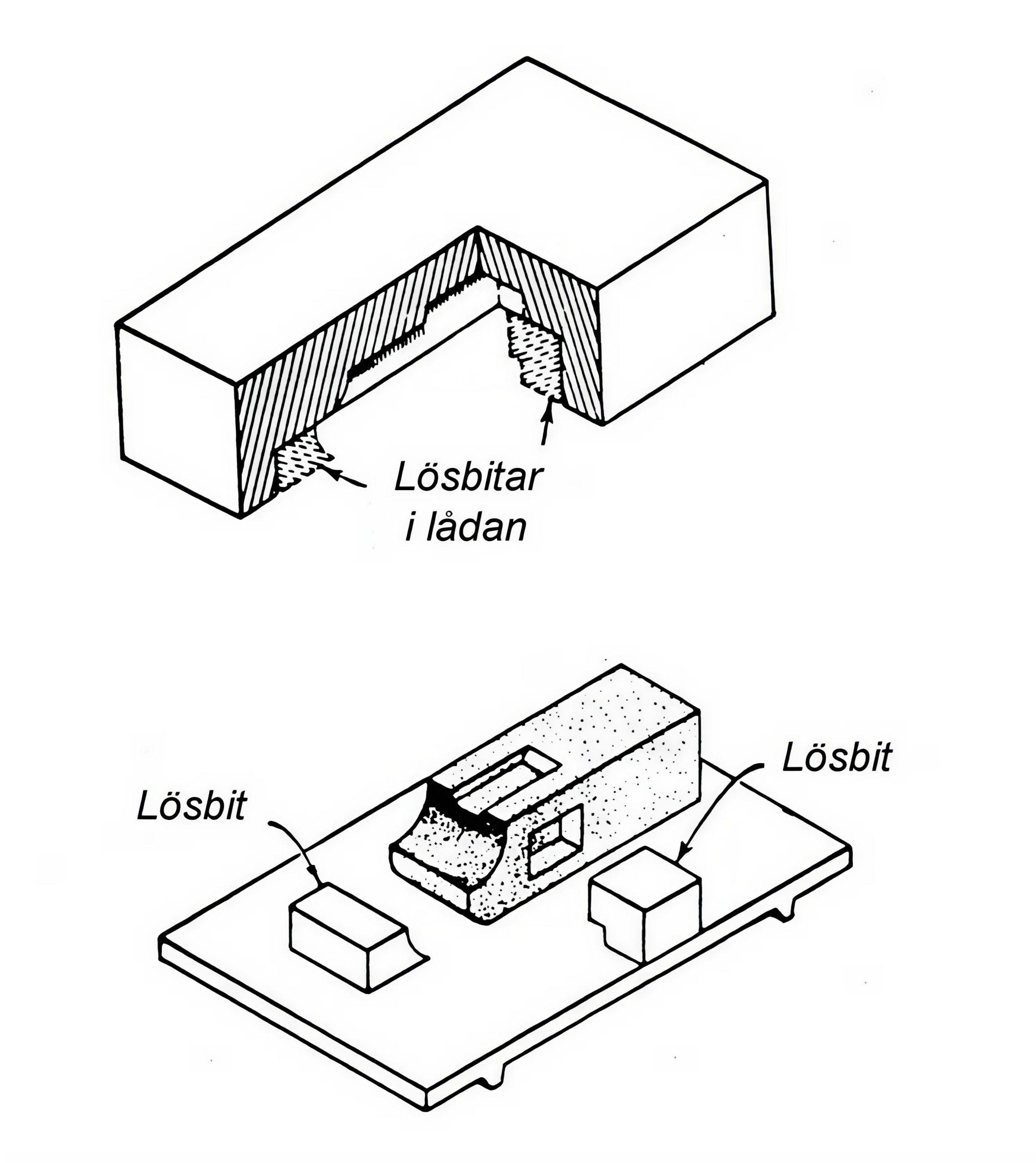
För mer komplicerade kärnor fordras även mer invecklade kärnlådeutrustningar. Följande figurer visar ett par sådana fall, där man varit tvungen att tillverka en tredelad låda respektive använda sig av så kallade lösbitar för att undvika motsläppningar.
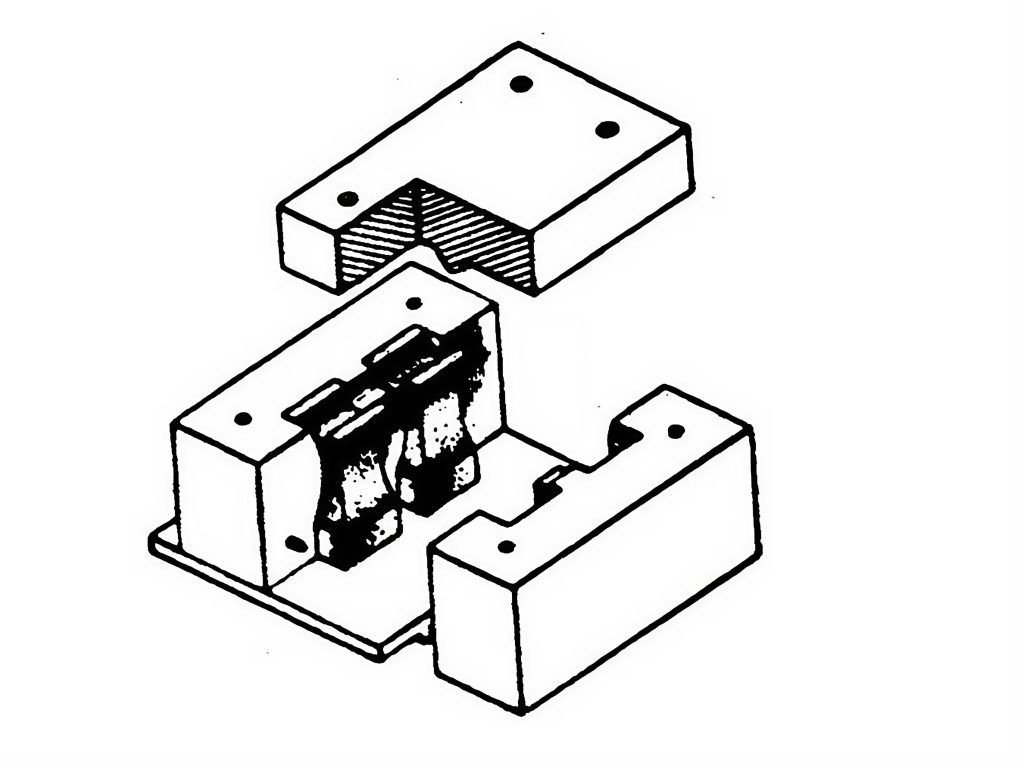
Figur 102. Tredelad kärnlåda.
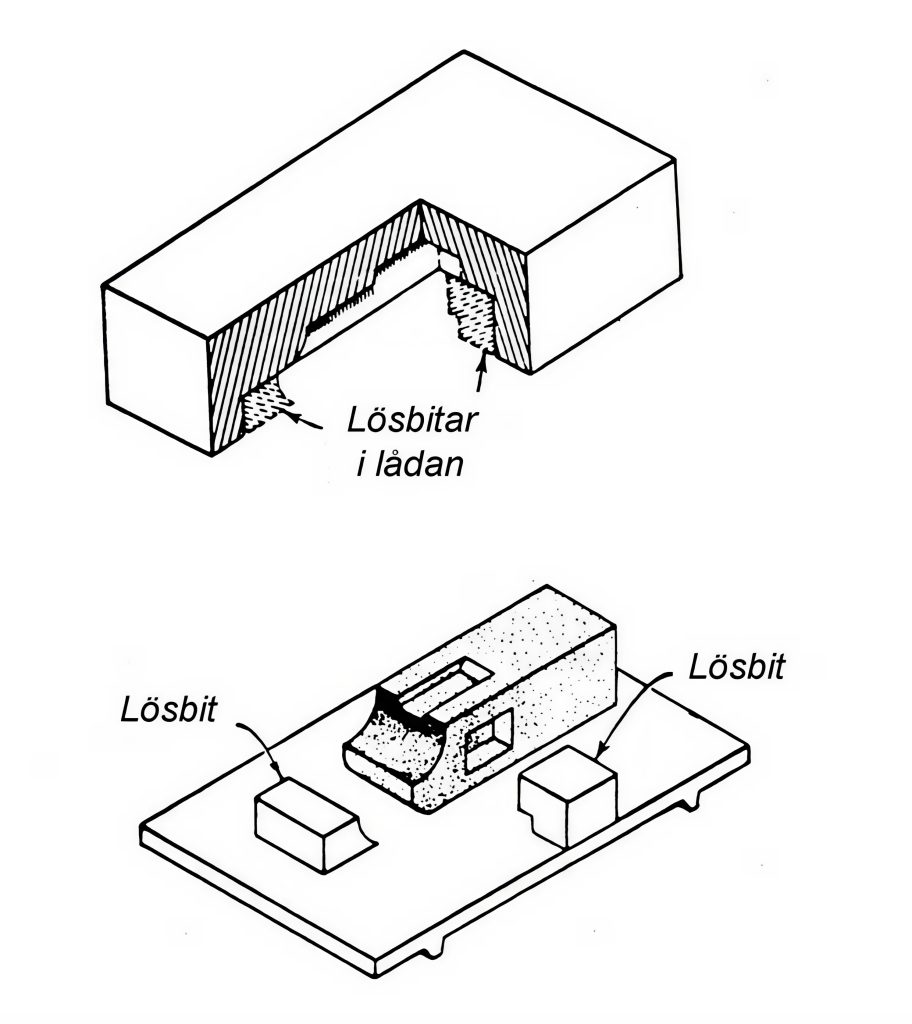
Figur 103. Hel kärnlåda med lösbitar.
Manuell kärntillverkning används numera endast vid tillverkning av gjutgods i mindre serier och vid stort gjutgods. I senare fallet blandas kärnmassan ofta i de typer av blandare, som beskrivs i avsnitt 8.5.1.
8.15.6 Kärnhantering vid kärntillverkning
Vid effektiv och lönsam gjutgodstillverkning är det av stor vikt att kärnorna hanteras på ett rationellt sätt. Detta gäller hela kedjan från det att kärnan tillverkats tills dess att den läggs i formen före avgjutningen.
Ofta mellanlagras kärnorna under tiden från tillverkning tills de läggs i formen. En orsak till detta är ofta att en automatisk formningsline arbetar snabbare än vad kärnorna kan tillverkas i kärnmakeriet.
Vid kärntillverkning av tyngre kärnor i små serier, till exempel vid manuell kärntillverkning, används ofta någon typ av lyfthjälpmedel, exempelvis en balansarm.

Vid storserietillverkning används ofta någon typ av automatisk hanteringsutrustning, ofta en robot.

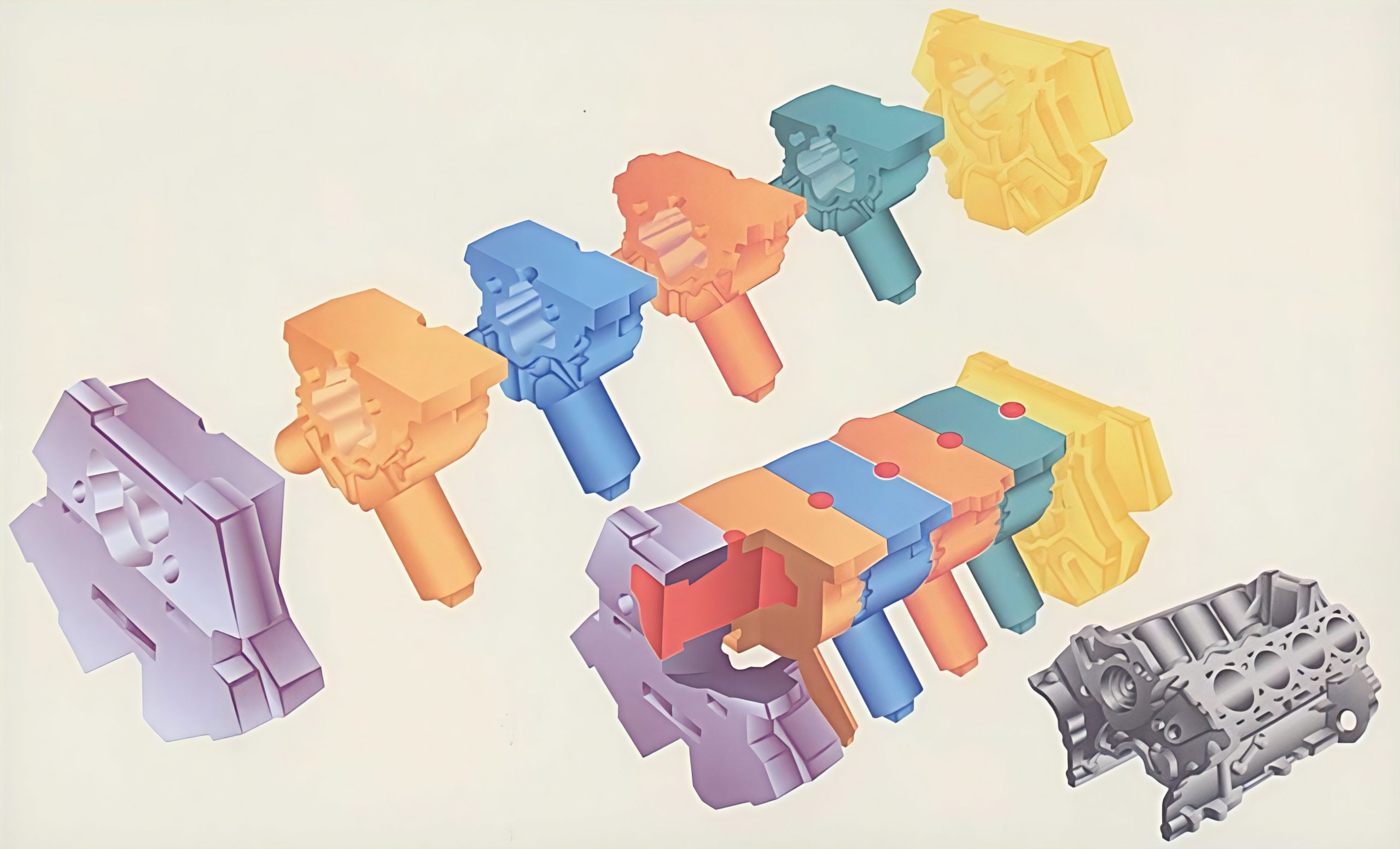
8.15.7 Kärnpaket
I många fall har gjutgodset en så komplicerad inre utformning att kärnorna måste byggas samman av flera olika delar som limmas samman.
Ett problem vid kärnpaket uppbyggda av flera mindre och enklare kärnor kan vara dimensionsnoggrannheten hos det färdiga gjutgodset. En ny teknik för att uppnå god dimensionsnoggrannhet vid komplicerade kärnpaket är en teknik benämnd ”KeyCore”.
Figur 107. Key-Core-tekniken för sammansättning av kärnpaket (Loramendi, Italien).
Vid denna teknik tillverkas först de olika kärnorna som skall ingå i kärnpaketet.
Kärnorna placeras sedan med stor noggrannhet i en fixtur. Denna förs in i en speciell kärnskjutmaskin, där kärnmassa skjuts in genom ett för de noggrant fixerade kärnorna genomgående hål. I det färdiga kärnpaketet kommer de olika delkärnorna vara mycket noggrant låsta och fixerade i förhållande till varandra.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}