8.13.1 Vaxursmältningsmetoden
Metoden, vilken internationellt benämns investment casting, baseras på att en vaxmodell med i princip samma form som det önskade gjutstycket inbäddas i en keramisk massa. Efter att massan härdats smälts vaxet ur och hålrummet fylls med smälta.

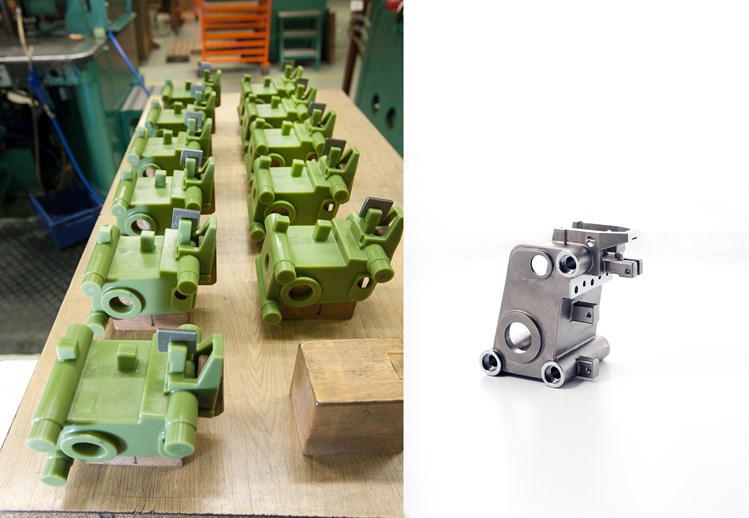
Nedanvisas några vaxmodeller i figuren till vänster. Till höger i samma figur visas ett färdigt gjutstycke tillverkat från en sådan vaxmodell.
Kännetecknande för vaxursmältningsmetoden är främst följande:
- Lämpar sig bäst för mindre gjutstycken i dimensioner upp till 1 000 mm.
- Ger gjutgods med mycket god måttnoggrannhet och ytjämnhet.
- Genom den goda måttnoggrannheten kompenseras ett förhållandevis högt ämnespris med mindre behov av efterbearbetning. I många fall krävs ingen efterbearbetning alls.
- Goda formgivningsmöjligheter, vilket ger konstruktören stor frihet vid godsutformningen. Även konstruktioner med motsläppningar kan gjutas.
- Användbar för alla gjutlegeringar men har fått störst användning för stållegeringar, speciellt svårbearbetbara sådana.
- Metoden gör det ofta möjligt att undvika kostsam bearbetning vid tillverkning av detaljer i exempelvis varmhållfasta nickel- och koboltlegeringar.
Användningsexempel för vaxursmältningsmetoden är skovlar och skenor till gasturbiner, delar till verktyg, symaskiner, lås, vapen, högt belastade detaljer i förbränningsmotorer, växellådor och elektrisk utrustning. Några exempel på detaljer gjutna med vaxursmältningsmetoden visas i följande figurer:


8.13.2 Metodbeskrivning - vaxursmältning
För tillverkning av vaxmodellerna används verktyg tillverkade i stål eller aluminium. I normalfallet bearbetas formhåligheterna i verktygen fram genom skärande bearbetning eller gnistbearbetning utgående från ett CAD-underlag. Alternativt gjuts verktygen fram med hjälp av en modell, vilken ofta tas fram med någon typ av rapid tooling-teknik.
Vid bestämning av dimensionerna hos formhåligheterna måste hänsyn tas till krympningen hos både vaxet och aktuell legering som skall gjutas. Verktyget förses med gångjärn och styrpinnar för noggrann hopläggning av verktygshalvorna. Vidare förses det med ingjutskanaler för vaxet samt utstötare för den färdiga vaxmodellen.
Vid behov av snabb tillverkning av prototyper kan vaxmodellerna ersättas med modeller som tillverkas med rapid tooling-teknik. Dessa modeller kan tillverkas från en CAD-ritning på kort tid. Gjutna detaljer kan därefter framställas på liknande sätt som då vaxmodeller används. Vid komplicerade utformningar hos godset kan det vara nödvändigt att sätta samman modellen av flera olika delar.

Underskärningar och håligheter både i och under verktygets plan kan exempelvis erhållas genom utnyttjande av lösa verktygsdelar, vilka avlägsnas samtidigt som vaxdetaljen. Gjutgods med komplicerat inre hålrum kan framställas genom att använda keramiska kärnor. Alternativt åstadkommes hålrummet genom att använda en vattenlöslig kärna, som efter det att den egentliga vaxmodellen tillverkats löses upp i vatten.
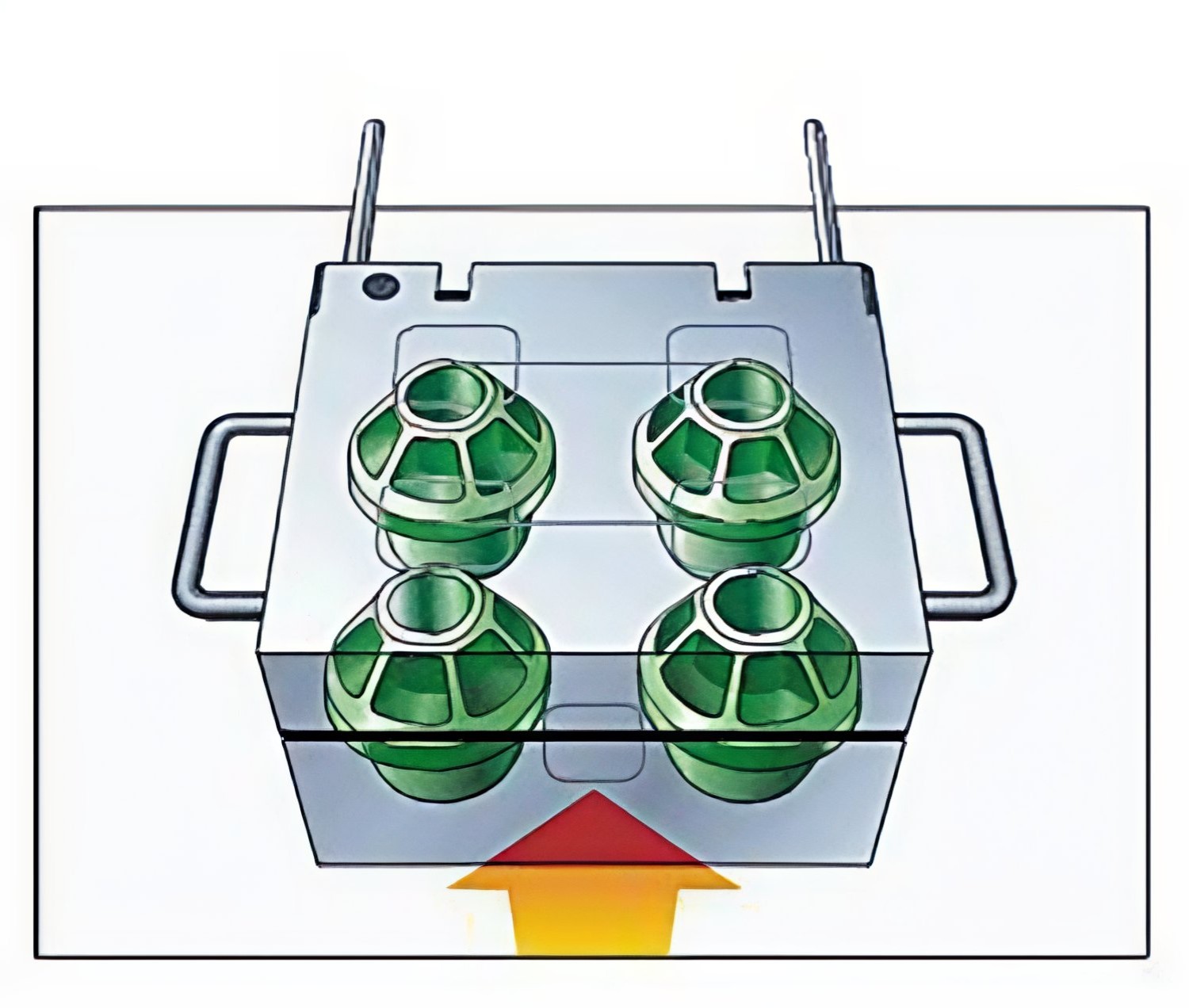
Vid tillverkning av vaxmodellen sprutas smält vax in i verktyget Det använda vaxet måste bland annat ha god mekanisk stabilitet och liten krympmån. Vaxmodellerna kontrolleras och eventuella partgrader avlägsnas. Är modellen av sammansatt typ, limmas de olika delarna samman genom att sammanfogningsytan på den ena delen upphettas med ett lödkolvsliknande verktyg.
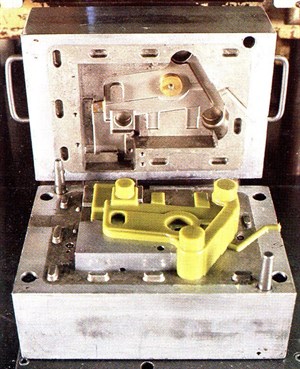
Figur 80. Vax i smält tillstånd har sprutats in i formhåligheterna i verktyget (TPC Components).
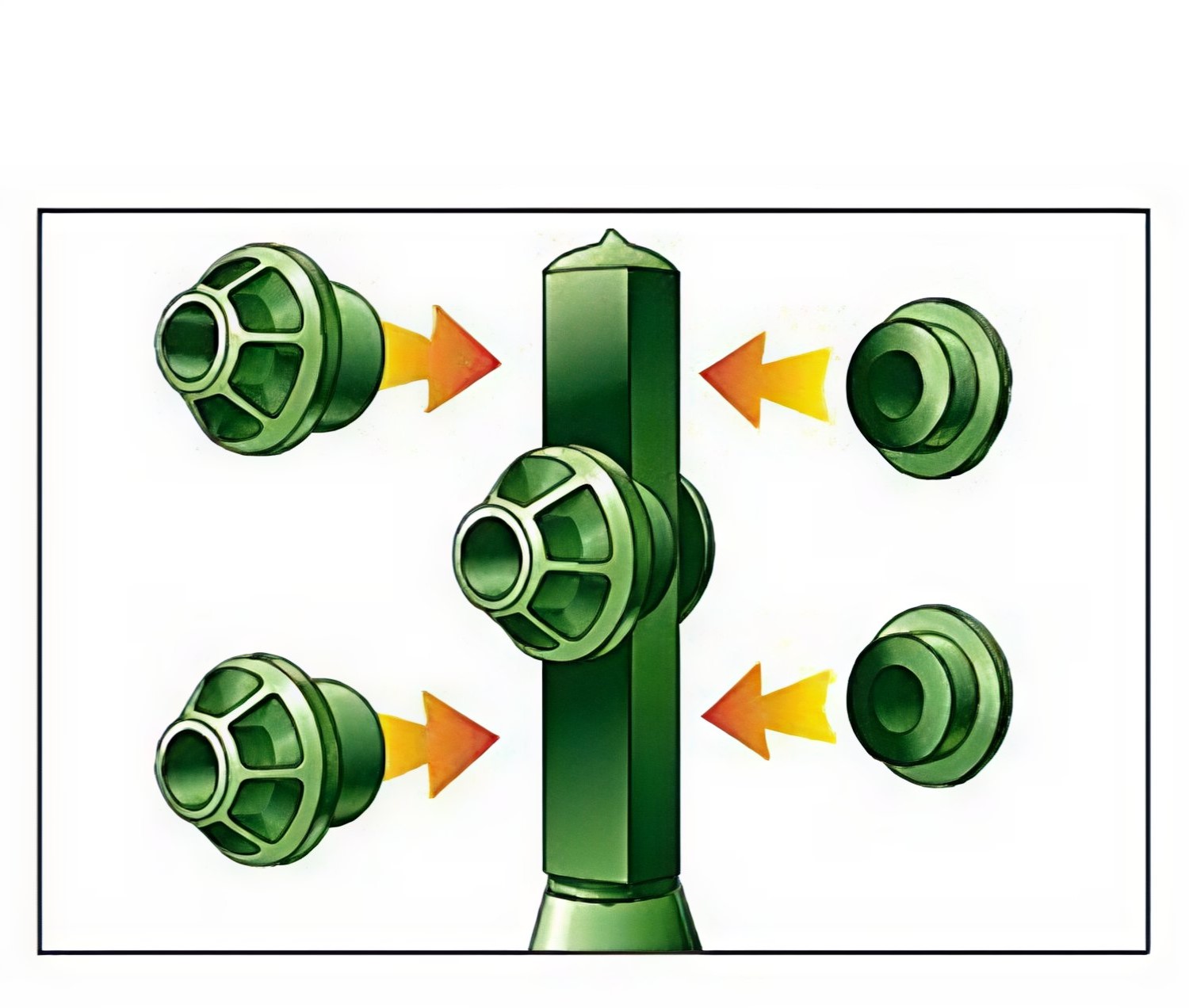
Av ett större antal modeller bygger man upp så kallade ”träd”. Detta sker liksom vid monteringen av sammansatta vaxmodeller genom upphettning av en av ytorna. Trädets ”stam” och ”grenar”, vilka även dessa är tillverkade i vax, skall vid gjutningen av det metalliska materialet tjänstgöra som gjutsystem.
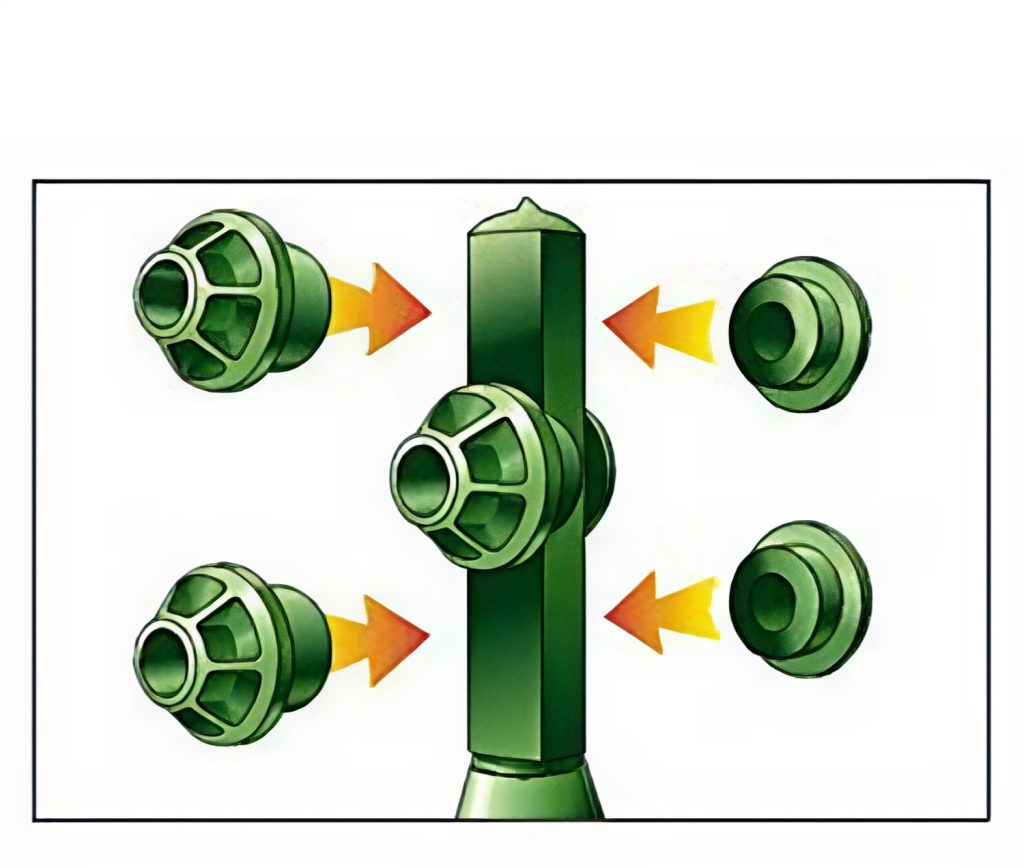
Figur 81. Av vaxmodellerna bygger man upp ett träd. Stammen och grenarna utgör gjutsystem. (TPC Components).
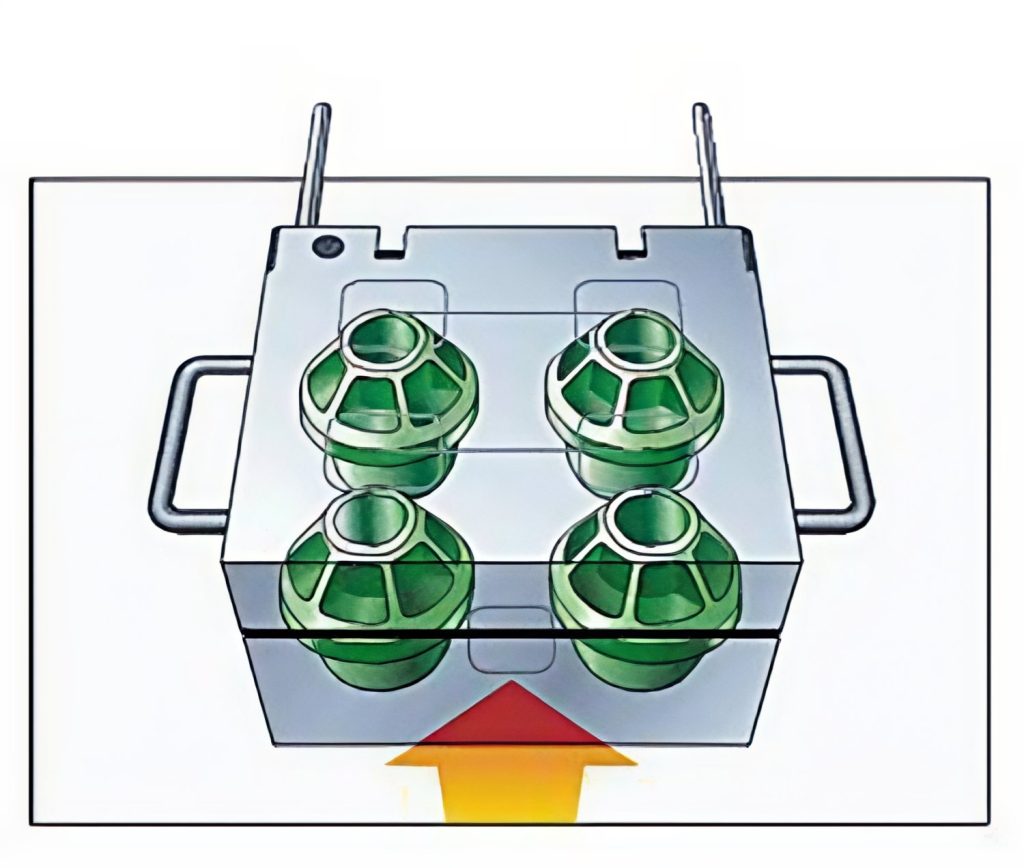
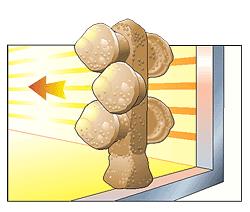
Gjutformen byggs upp kring trädet genom att det doppas i en slurry (uppslamning) av mycket små keramiska partiklar och ett bindemedel). Ett skikt av keramisk massa fastnar på trädet. Formen byggs sedan på genom att den beströs med torr sand (se figurerna nedan).
Då formen är fuktig av den keramiska massan fastnar en viss mängd av sanden på ytorna. Proceduren upprepas ett flertal gånger, med torkning eller härdning mellan varje gång. Detta gör att sanden och den keramiska massan bygger upp ett skal kring vaxmodellen.
Normal skaltjocklek är 5 – 10 mm.
Metoden är vid serietillverkning oftast automatiserad och ”träden” hanteras med hjälp av industrirobotar.


Sedan skalet fått lämplig tjocklek torkas det. Därefter smälts vaxet ur. Oftast sker detta med hjälp av vattenånga vid cirka 6 bar och en temperaturen av 150ºC .
För att få formen lämplig för sitt ändamål måste den successivt upphettas till hög temperatur. Under upphettning får den en lämplig skaltemperatur samtidigt som luften i formen förtunnas så att man minskar mottrycket vid gjutningen. Samtidigt bränns dessutom alla rester av vax och organiska ämnen bort.
Gjutningen utförs normalt omedelbart efter det att formen tagits ut ur ugnen. Genom att skalet fortfarande är varmt underlättas formfyllningen av tunna sektioner. Det keramiska skalet slås därefter sönder, varefter gjutgodset efterbehandlas på sedvanligt sätt).


Figur 87. Efterbehandling av gjutgodset. Här sker detta genom slungrensning (TPC Components).
Här visas en film kring processen från TPC Components:

8.13.3 Metodbeskrivning – framställning av alternativa modeller
3D printning har möjliggjort att precisionsgjutningen utvecklas mot alltmer komplicerade komponenter. Vaxmodeller har använts av smyckesindustrin sedan början av 2000-talet och med nya tekniker och polymermaterial har det blivit möjligt att printa modeller som är användbara för framställning av modeller för precisionsgjutning. Polymeren måste ha egenskapen att den inte expanderar när den värms upp innan den smälter för att undvika risken med spruckna keramiska skal. Flera maskinleverantörer har något material som går att använda. Voxeljet som är inriktade på gjuterimarknaden har ett material som är lämpligt, polymetylmetakrylat (PMMA), vilket kollapsar när det hettas upp. Figur 88 till 90 visar exempel på en stolsram till Airbus. Bilderna är hämtade från Aristo Cast (Investment Casting – Aristo-Cast Inc. Custom Metal Alloy Fabrication Foundry) och från Autodesk research scientist develops lightweight aeroplane seat set to save millions – TCT Magazine.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}