13.3.1 Kupolugnar
En modern kupolugn är en tung investering där en betydande del av anläggningen utgörs av rening, förbränning samt återvinning av ugnsgasen (kolmonoxid) som uppstår vid förbränning av koks och kalksten.
Kalkyler visar att ett gjuteri vanligtvis bör ha ett järnbehov på minst 40 – 50 kiloton per år för att kupolugnen ska vara lönsam i jämförelse med degelugnar.
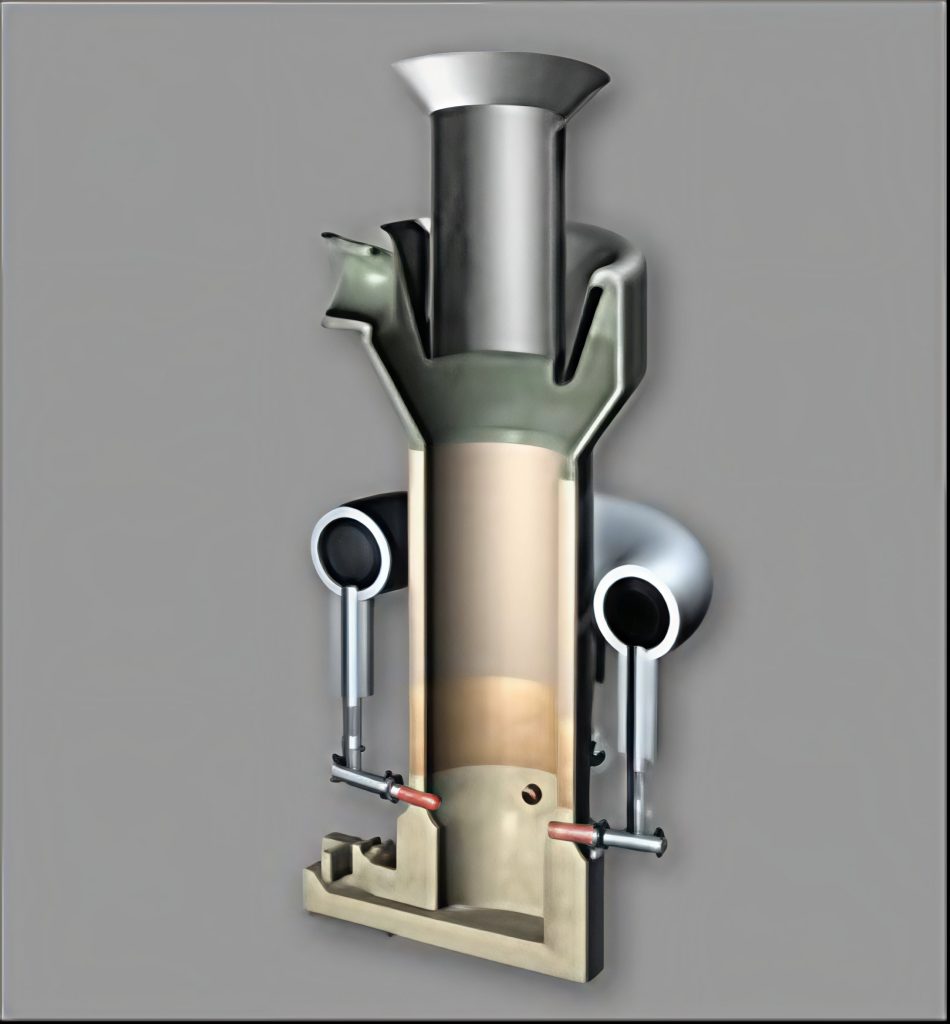
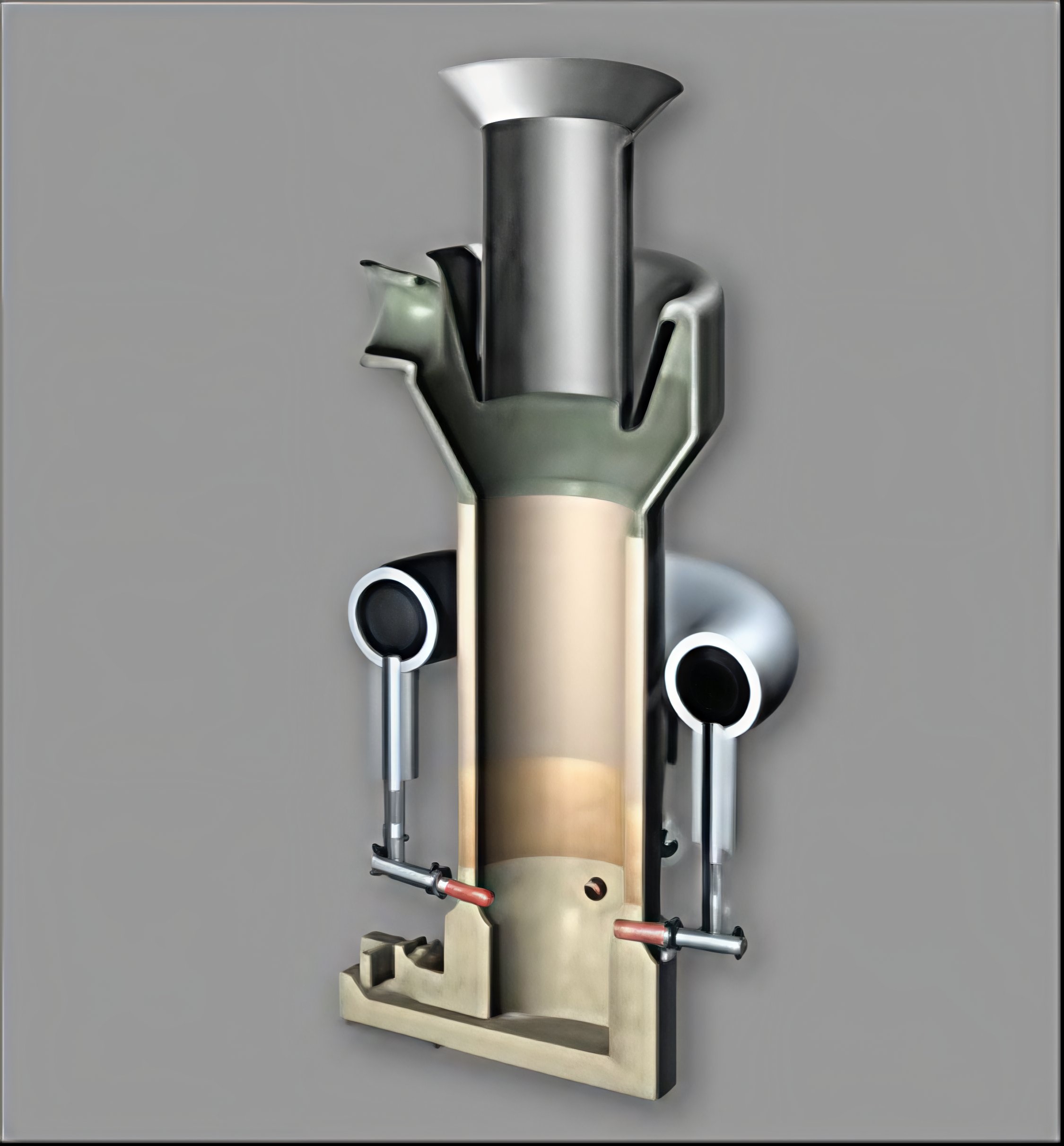
Figur 11. Genomskärningsskiss kupolugn.
Ökade krav på rening och processtyrning har medfört att investering i ny smältkapacitet på mindre gjuterier i stället skett på degelugnssidan.
Energikällan utgörs i nästan alla förekommande fall av koks. Det finns ett fåtal ugnar där gas helt eller delvis ersätter koksen som energikälla. Koksen framställs genom pyrolys av stenkol, där tjära och andra oönskade substanser avskiljs. Denna pyrolys, även kallad koksning innebär också att kolet ”bakas ihop” och blir till klumpar, vilket är nödvändigt för processen. En typisk koksstorlek är 80-150 millimeter.
Förbättringar
Genom åren har kupolugnarna förbättrats avsevärt och på samma gång blivit mer effektiva och bättre för miljön. En modern ugnsanläggning (varmblästerkupol) består bland annat av en brännkammare, där avgaserna förbränns och återleder 500 till 600 grader i blästerluften vilket reducerar bränslebehovet. Dessutom kan ytterligare 1,5 till 2,0 MWh per ton koks återvinnas i form av varmvatten eller eltillverkning.
Syrgas tillsätts också numera i de flesta fall. Detta sker antingen genom anrikning av syret i blästerluften eller, vilket är mer effektivt, genom lansar, där syrgasen ofta i överljudshastighet injiceras direkt i koksbädden.
Syrgastillförseln medför en effektivare förbränning som kan utnyttjas till högre smältkapacitet, högre smälttemperatur, högre uppkolning och/eller reducering av koksmängd.
En kupolanläggning innehåller med få undantag en eller flera hållugnar. Detta kallas för duplexsmältning. Tekniken innebär att kupolugnen via en ränna fyller en varmhållningsugn för analys- och temperaturutjämning. Hållugnen utgör samtidigt en buffert mellan smältnings- och formningsavdelningarna.
I Sverige använder endast några få järngjuterier kupolugnar. Tonnagemässigt smälts dock fortfarande en väsentlig del av gråjärnet i kupolugn eftersom det största gråjärnsgjuteriet, Volvo Powertrain i Skövde, utnyttjar denna typ av smältutrustning. Smältkapaciteten hos de största kupolugnarna överstiger 100 ton per timma.
13.3.2 Kupolugnens uppbyggnad
Ugnens namn har sitt ursprung i det latinska ordet cupola, som betyder tunna. Detta är en bra beskrivning av ugnens uppbyggnad i sitt enklaste utförande.
Den består av en cylindrisk plåtmantel försedd med botten (figurerna nedan). Höjden är normalt fem till sju gånger diametern. Innerdiametern på kupolen avgör dess kapacitet. Normalt byggs idag ugnar med en diameter från en meter upp till tre meter.
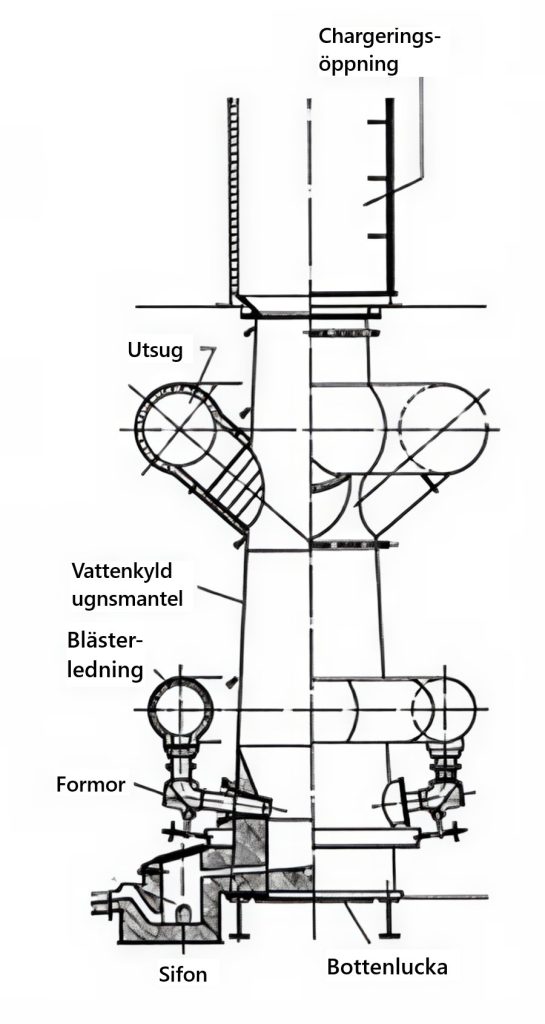
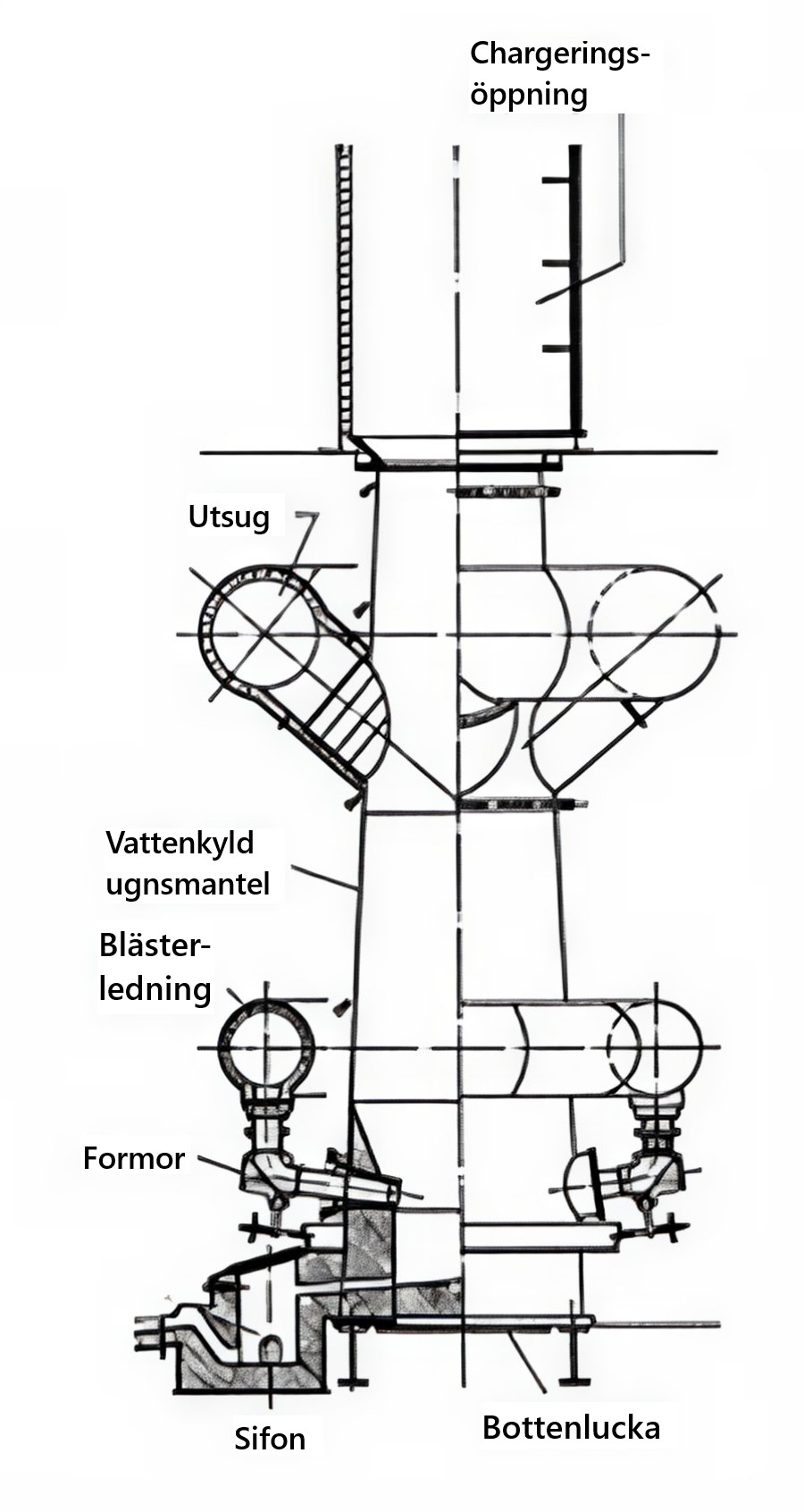
Figur 13. Uppbyggnad av en kupolugn.
Slaggavskiljning
Längst ned vid botten i kupolugnen finns tapphålet för järn och slagg. Under drift rinner smältan kontinuerligt ur detta tapphål. Avskiljning av slagg sker direkt utanför ugnen i en sifon.
Det finns två huvudtyper av sifoner: atmosfärisk sifon och trycksifon.
Atmosfärisk sifon är den enklaste av de två. Denna kan jämföras med en ränna som via bräddavlopp avskiljer slaggen.
En trycksifon är mer komplicerad. Den har en bottentömmande, sluten behållare som avskiljer slaggen genom att slaggkanalen ligger högre än järnkanalen. En trycksifon kräver mer underhåll men har processmässiga fördelar såsom en säkrare slaggavskiljning samt lägre temperaturförluster.
Tillförsel av luft
Blästerformorna sitter vanligtvis en halv till en meter över kupolugnsbotten och har som funktion att förse smältprocessen med syre genom att blåsa in förvärmnd luft genom ugnen.
De förvärmnda luften matas in från en ringtrumma, som oftast är helt fristående från ugnen i övrigt. Antalet formor ökar vanligen med ugnsstorleken, men typiskt handlar det om någonstans mellan fyra och åtta formor.
Formorna är oftast tillverkade av koppar med en invändig vattenkylning. Det är viktigt att formorna är centrerade, det vill säga riktade mot mitten av ugnen samt svagt vinklade nedåt för att skapa en god och därmed effektiv smältzon. Dålig centrering kan dessutom innebära att påfrysning av smält material sker mot den vattenkylda manteln.
Den mängd luft som blåses in via formorna sugs bort via ugnens avsug. Detta är placerat ungefär vid två tredjedelar av kupolugnens totala höjd. Mängden avgaser som sugs bort regleras via ett uppmätt undertryck i ugnen som sedan styr ett spjäll. Ugnsgasen går därefter vidare till reningssystem, brännkammare och värmeåtervinningssystem. Dessa kommer i olika följd beroende på om reningssystemet är vått eller torrt. Den huvudsakliga skillnaden är att ugnsgaserna i ett torrt system renas genom filtrering i stora filter, medan de i det våta systemet tvättas i en gastvätt(desintergratorhjul). Torra anläggningar blir allt vanligare då dessa har lägre energiförluster.
Högre upp i ugnen finns chargeöppningen där ett chargeringssystem leder in en chargeringsburk i toppen av ugnen. Kupolugnen är utrustad med vattenkylning av manteln (oftast öppen mantelkylning).
13.3.3 Process
För att starta kupolprocessen (ofta efter en helg) sätts först en bäddkoks. Bäddkoks är den koks som går åt för att fylla botten av ugnen upp till en nivå några decimeter över formorna.
Denna bäddkoks antänds och genomblåses med formorna. När den är ordentligt antänd och all koks brinner stängs blästerluften av och ugnen kan chargeras.
Ugnen chargeras från toppen av ugnen via en bottentömmande chargeringsburk. Typiskt är att burken dimensioneras så att tio till tolv burkar får plats i ugnen. Varje charge (sätta) innehåller typiskt följande material:
Smältmaterial:
- Återgång (gjuteriets ingjut, kassationer etcetera)
- Smidesskrot
- Tackjärn (minimeras av kostnadsskäl)
- Pressade spånbriketter
Tillsatser:
- Koks
- Kalksten
- Kisel (SiC / FeSi)
Normal omsättningshastighet är ungefär tio charger per timma.
Förhållandet mellan smide och övriga smältmaterial styrs av önskad utgående kolhalt i smältan. Denna kan också långsiktigt påverkas av vilken höjd botten ligger på. Infodringen slits, därigenom ökar distansen mellan formorna och botten (smältzonen). Järnet får då en längre väg att rinna genom koksbädden och tar därmed upp mer kol.
Om det inte finns tillräckligt med återgångsmaterial chargeras ibland även tackjärn, men man försöker minimera användandet av det då kostnaderna är relativt höga.
Koks tillsätts typisk i en mängd av tio till tolv procent av smältmaterialet och kalksten i en fjärdedel i förhållande till koksen.
När ugnen är chargerad startas produktionen genom att blästerluft och eventuell syrgas tillsätts. Förhållandet mellan blästerluft och syrgas är normalt en inblandning av tre till sex procent syrgas. Det finns en viss flexibilitet i kupolugnens kapacitet genom att reglera blästerluftmängden. Denna flexibilitet betyder att man kan strypa hastigheten med ungefär 25 procent utan alltför stora förluster.
Användandet av kupolugnar är, i motsats till degelugnar, en kontinuerlig process som mår bäst av att köras utan avbrott. Det är därför viktigt att kupolens kapacitet är noga anpassad till det behov som finns samt att hållugnskapaciteten som är kopplad till kupolen är tillräckligt stor för att undvika alltför frekventa stopp.
13.3.4 Kupolugnens infodring
Plåtmanteln är på insidan infodrad med ett eller flera lager av eldfast material för att skydda manteln och minska värmeförlusterna.
I smältzonen är temperaturen upp mot 2200 grader. Där måste man ha ett eldfast foder med tjocklekar på 300 till 400 millimeter. Det är vanligt att infodringen slutar strax över formorna, denna typ kallas ”line less cupola”. Det finns dock kupolugnar som är konstruerade för infodring av hela pipan. Fördelen med detta är minskade energiförluster. Dock ökar kostnaden på grund av den större mängden eldfast material.
Infodringen kan vara antingen sur eller basisk. Sur infodring är vanligast. Basisk infodring och därigenom basisk slaggföring ger möjlighet att höja kolhalten och sänka svavelhalten utanför de gränser som är möjliga vid sur infodring. Nackdelen är att en basisk kupolugn har betydligt lägre smältkapacitet.
Den översta delen av ugnen – skorstenen – som ligger över chargeringsöppningen, är också försedd med foder men av isolerande karaktär (poröst material), då påfrestningarna här är mindre.
Infodringen håller, jämfört med en degelugn, länge. Livslängder på sex månader eller mer helt utan underhåll (undantaget tapphål) är inte ovanligt. Främst kan detta förklaras av den utveckling som skett på eldfasta material. En typisk infodring idag är gjuten, även om sprutning och stampning fortfarande förekommer.
Sifonen har en typisk livslängd på tre till fyra veckor. Främst slits denna ofta i slaggkanalen eftersom slaggen är mer aggressiv mot infodringen än järnet.
13.3.5 Reducering av koksanvändning
Då kostnaden för koks är en väsentlig del av utgifterna för kupolprocessen, har man genom åren försökt reducera andelen koks som åtgår för att smälta i kupolen.
Följande huvudsakliga alternativ förekommer:
- Syrgastillsats via blästerluft eller lansar. Detta är vanligt förekommande och medför förutom ett reducerat koksbehov högre kapacitet, högre järntemperatur samt högre andel kolmonoxid i ugnsgasen. Förutsatt att ovanstående parametrar är önskvärda brukar en investering i en syrgasanläggning vara relativt lätt att motivera. Dock kan den ökade temperaturen samt kolmonoxidhalten vara oönskade i vissa fall.
- Tillsats av gas, ofta naturgas kan i vissa specifika fall vara ett alternativ. Tillsatsen sker i dessa fall via oxyfuelbrännare i formorna. Det finns processmässiga nackdelar med detta såsom en sämre uppkolning, men lösningen kan vara ekonomiskt god under förutsättning att billig gas finns att tillgå.
- Sekundär lufttillförsel, det vill säga tillförsel av blästerluft på två nivåer i kupolugnen. Principen bakom detta är att en extra ring med formor monteras ett stycke över primärformorna. Tanken är att syresätta och förbränna en del av den gas som finns i ugnen. Effekten har visat sig gynnsam i vissa kallblästerugnar, men man har numera i de flesta fall övergivit denna teknik då den visar på förluster i varmblästeranläggningar.
- Injicering av kolhaltiga material förekommer också. Tillsatsen sker i dessa fall via lans i formorna. Det vanligaste och mest beprövade är tillfällig tillsats av grafit för att under begränsad tid få upp till 0,3 procent högre kolhalt i smältan. Att göra detta kontinuerligt är inte lönsamt på grund av att utbytet är relativt lågt samtidigt som grafiten kostar ungefär dubbelt så mycket som koks. Kontinuerlig injicering med syfte att reducera koksandelen har däremot försökts med billigare kolhaltiga material som till exempel koksstybb, petroleumkoks och antracit. Då dessa material är abrasiva ser man dock svårigheter i tillgängligheten hos injiceringsutrustningen.
- Koltillsats via cementbundna briketter är relativt vanlig. Här gjuts billiga material som koksstybb in i cement och chargeras som tillsats. Upp mot 20 procent av kokstillsatsen har visat sig kunna ersättas på detta sätt.
- En viktig parameter för att erhålla en låg koksförbrukning är att anpassa kapaciteten på både kupolugn och hållugnar till järnbehovet. En kontinuerlig, jämn drift ger en låg koksförbrukning, jämnare analys och temperatur samt ett lägre slitage på det eldfasta materialet.

{kind=link}
{kind=link}