10.0.1 Homogennit
Nitning med aluminiumnit utförs med kall nit till skillnad från nitning med stålnit, som vanligen sker med varm nit.
Vid varmnitning med stålnit uppstår under svalningen en klämkraft när niten krymper. Man får då friktion mellan nitskalle och nitmaterial, som avsevärt försvårar glidning. Kallnitning med aluminiumnit ger däremot låg klämkraft, varför hela belastningen tas upp genom hålkanttryck mellan nit och objekt samt genom skjuvning av niten. Aluminiumniten måste därför fylla ut nithålet väl för att fogningen ska bli effektiv
Aluminiumnit med diametrar upp till 20 mm kan kallslås. Grövre nit av de härdbara legeringarna AlMgSi och AlCuSi slås vanligen omedelbart efter upplösningen. Formbarheten är då god, men försämras efter några timmars kallåldring. Om niten hålls i frysbox vid en temperatur mellan –5 och –20ºC kan formbarheten bibehållas något dygn.
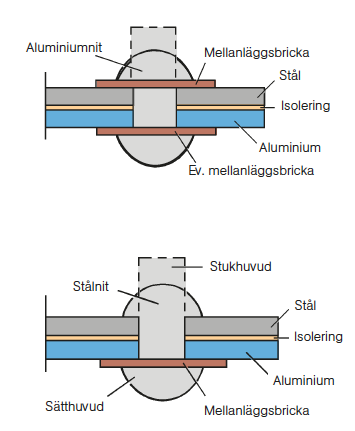
Materialen ska vara av samma typ i såväl nit som objekt för att förhindra korrosion i fuktig miljö. Om aluminium nitas med stålnit måste nit och grundmaterial isoleras från varandra, Figur 102. Nit av koppar eller mässing får inte användas.
10.0.2 Blindnit
Förutom nit av massiv typ finns rörformade nitar för ensidesmontering i förborrade hål, så kallad blindnitning, Figur 103. Nittypen har fått omfattande användning och finns i ett stort antal varianter, både med avseende på utförande och material.

10.0.3 Stansnit
Vid stansnitning används en rörformad stålnit med plan skalle för ensidesmontering, Figur 104. Med hög verktygskraft trycks niten in i materialet, som kan vara aluminium ensamt eller kombinerat med andra material. Tekniken har använts inom bilindustrin.

10.0.4 Stuknit
Mekaniska fogningsmetoder utan fästelement får allt större betydelse för aluminium mot aluminium eller mot stål. Metoden kallas stuknitning eller clinchning och innebär att ett över- och ett underverktyg pressar ihop eller klipper ut flikar i materialet. Vid en motpressning av underverktyget kommer materialet att låsa sig självt, Figur 105 och Figur 106.