7.0.1 Varmbandverk
Det finns olika principer för varmbandverk, 1/2-kontinuerliga, 3/4-kontinuerliga och
helkontinuerliga. Skillnaden ligger i försträckans uppbyggnad. Den del av valssträckan där ämnen valsas ned till tjocklekar mellan 30 och 50 mm kallas försträcka.
Med ett 1/2-kontinuerligt verk menas att i försträckan finns ett reversibelt valspar där ämnet förvalsas före färdigvalsning. Ett 3/4-kontinuerligt varmbandverk har i försträckan ett reversibelt valspar och minst ett icke reversibelt valspar. Det helkontinuerliga verket har en försträcka bestående av fem till sex icke reversibla valspar.
Antalet valspar i färdigsträckan varierar från fem till sju. Samtliga valspar är ofta identiska och av kvartotyp. På grund av stora ämnesvikter används ibland valsar med större diameter i de första valsparen än i de övriga.
I färdigsträckan är valsparen oftast utrustade med olika styrmedel för profil och planhet (axiellt förskjutbara valsar, valsböjning med mera). Tjockleksvariationer längs bandet regleras automatiskt bort genom hydrauliska AGC-system (AGC=Automatic Gauge Control).
Mellan varje par finns slinglyftare som kontrollerar banddraget. Valsparen är även försedda med in- och utledare för bandets centrering i valsspalten. Under valsning kyls valsarna med vatten. Krav på hög produktivitet har medfört att automatik för snabba valsbyten har utvecklats, vilket i dag möjliggör arbetsvalsbyten i en hel färdigsträcka på mindre än 30 minuter.
Kylsträckan kyler bandet till lämplig hasplingstemperatur och önskad struktur. I haspeln hasplas band i tjocklekar mellan 1,5 och 25 mm och i bandbredder upp till 2500 mm. Ringvikter upp till 60 ton kan förekomma. Före haspeln sitter inledare på båda sidor om rullbanan. Bandet lindas upp på haspeldornen med hjälp av matar- och styrrullar. Efter ett antal varv expanderar dornen och börjar dra. När bandet är färdighasplat krymps dornen. De flesta bandverk har mer än en haspel.
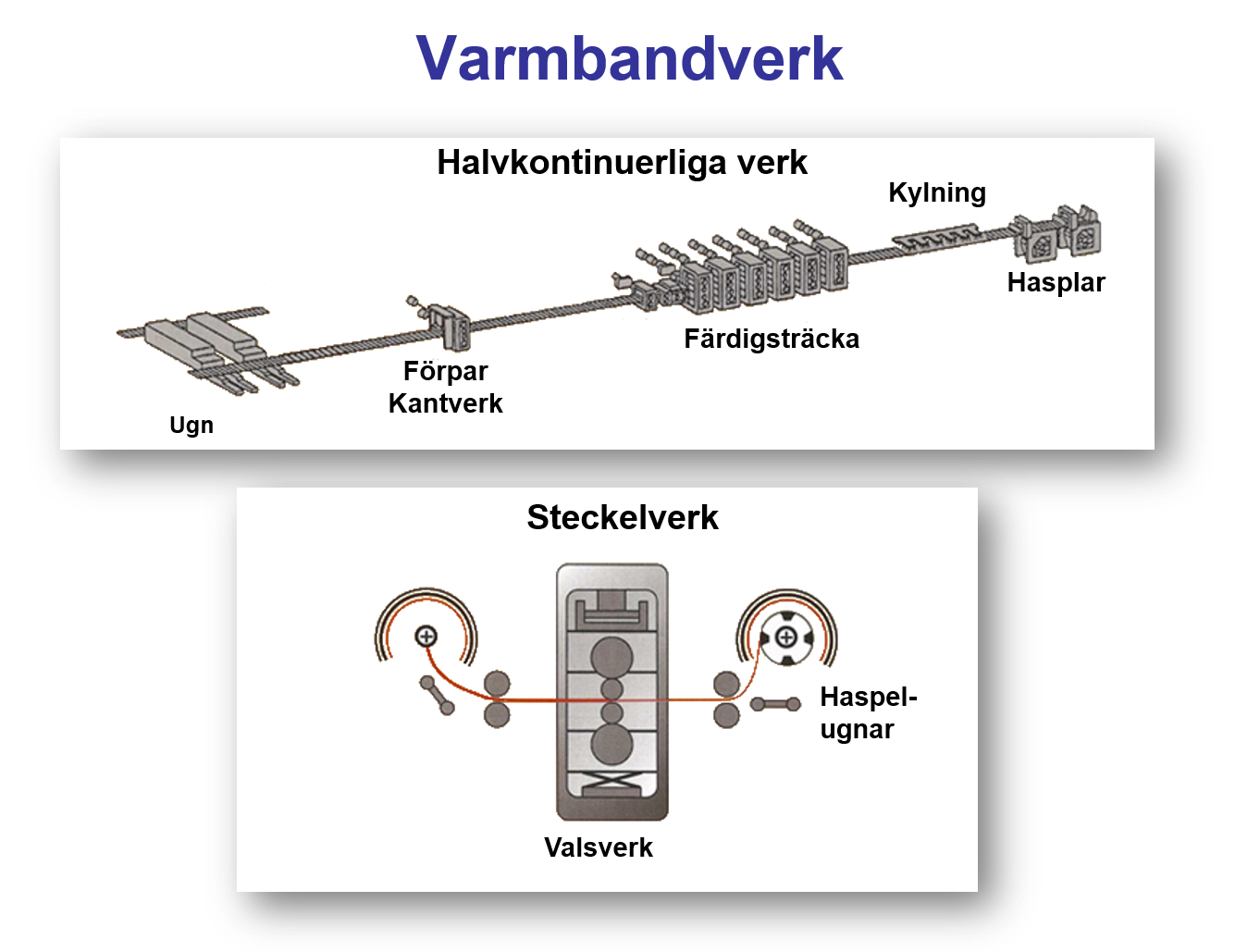
Steckelvalsverket består av ett reversibelt kvarto- eller sexvalsverk med hasplar och haspelugnar på båda sidor om valsparet. Tack vare haspelugnarna kan valsningstemperaturen noggrant styras.
En nackdel med denna typ av valsverk är att glödskal byggs upp på banden i ugnarna, vilket kan medföra oxidinvalsningar i bandytan samt ökat valsslitage. På grund av att bandtemperaturen hålls uppe med hjälp av haspelugnarna tillåter steckelvalsverket stora reduktioner under gynnsamma valsningsförhållanden. Detta gör att svårvalsade och rostfria stålsorter valsas med gott resultat.
Risken för kantsprickor är mindre i ett steckelvalsverk än i varmbandverk av annan typ eftersom temperaturen vid bandkanterna ej hinner sjunka lika mycket under steckelvalsning som vid konventionell valsning.
