5.4.1 Brättläggning
Ofta fästs modellerna vid brätten genom bultar eller skruvar. Dessutom är det vanligt att använda lim. Det får inte finnas några springor mellan modell och brätt. I så fall rycks formkanten sönder vid modelldragningen, vilket ger extra rensningsarbete. Modellens kant mot brättet bör utformas med en liten hålkäl eller radie. Denna kan formas i limmet, om limning tillämpas. Modeller i blockplastmaterial tillverkas ofta nedfällda i formbrätten med en partradie som minimerar och styr partgradens utseende.
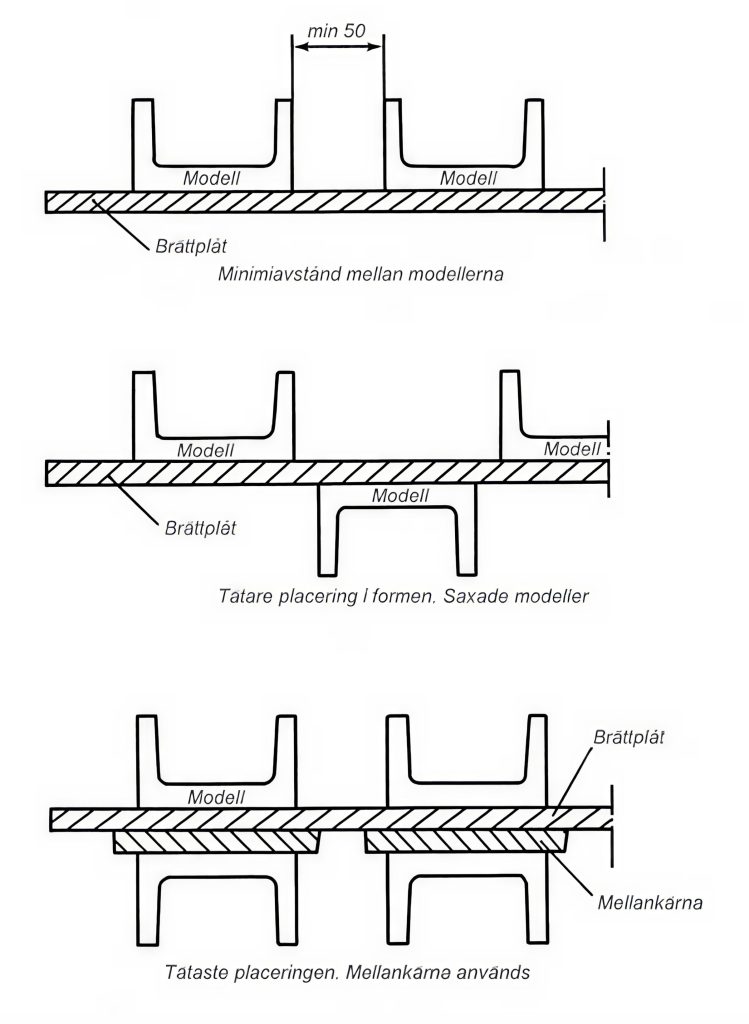
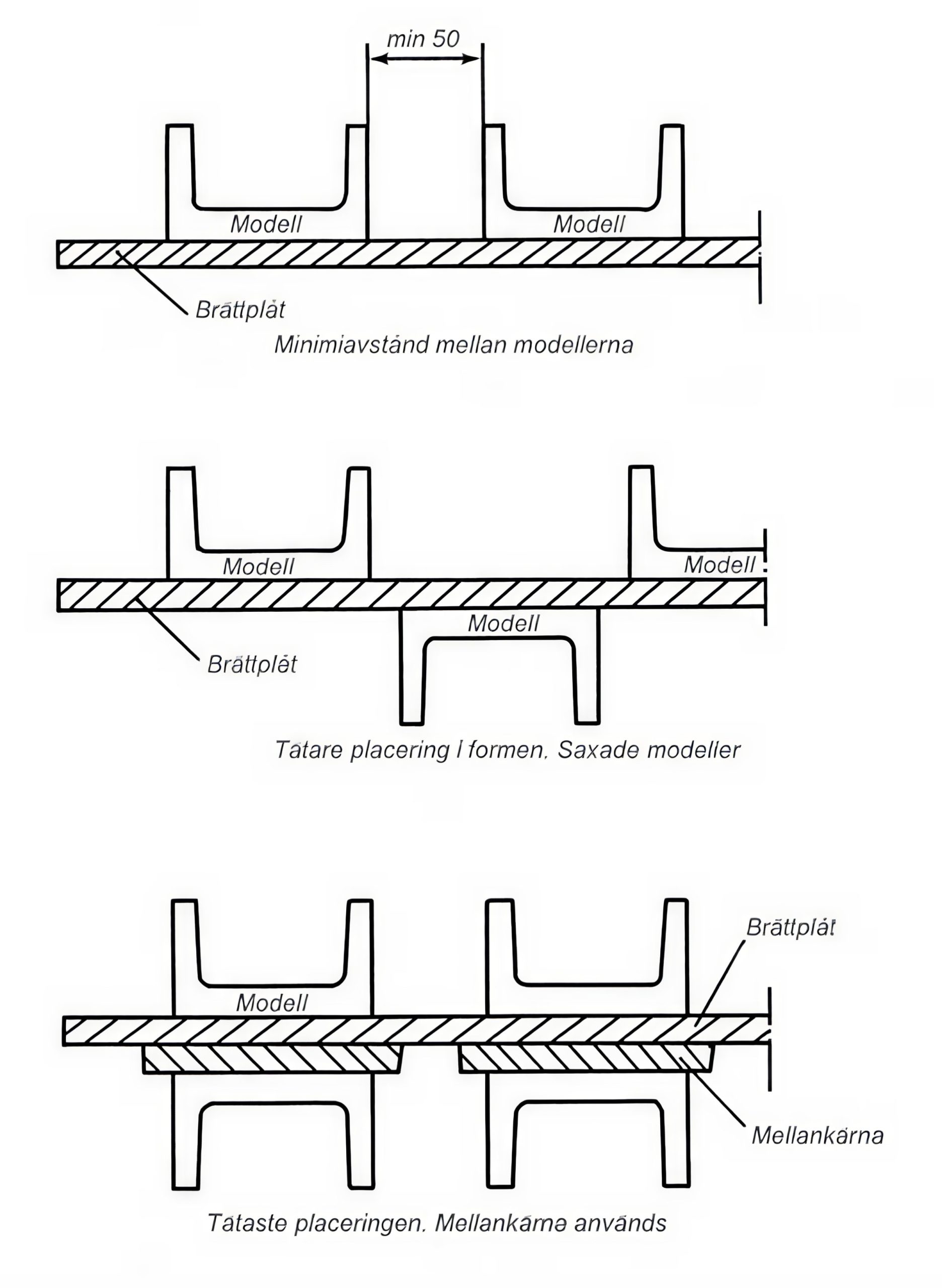
För att formen skall få jämn hårdhet får modellen inte placeras för nära flaskkanten. Utrymmesbehovet varierar med modellens utformning och höjd samt med formmaskinens funktionssätt. Minimiavståndet är cirka 25 mm. I regel fordras ett mellanrum på 50 mm eller mera. Vid höga modeller fordras upp till 100 mm. I exempelvis en form med dimensionerna 600 x 800 mm får modellen vanligtvis inte vara större än 500 x 700 mm. Kärnanvisare kan få gå något närmare flaskkanten.
Vid formning av mindre gods placeras flera modeller på samma brätt. Av ekonomiska skäl gäller det att få in så många modeller som möjligt. Modellerna får dock inte ligga för nära varandra. Då blir formen skör.
En viktig ekonomisk faktor vid gjutgodsframställning är formutbytet. Detta beror till stor del på brättutnyttjningsgraden. För att uppnå hög brättutnyttjningsgrad och därigenom ett högt formutbyte bör följande punkter beaktas i största möjliga utsträckning:
- Gjut om möjligt långa detaljer stående istället för liggande. Därigenom sparas utrymme i parten (se illustrationen nedan). Moderna formmaskiner ger god kompaktering av formmassan både i formens över- och underdel även vid en placering av långa föremål stående enligt figuren.
Figur 5. Bättre formutbyte kan erhållas genom att placera långa föremål stående i stället för liggande i formen.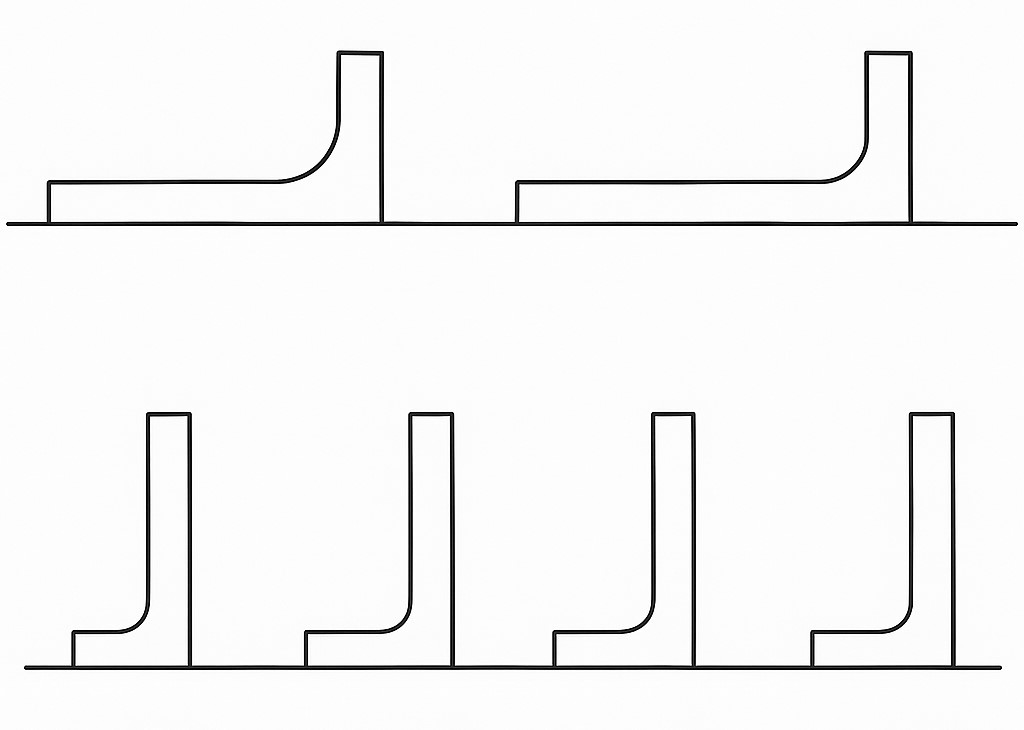
- Placera helst nedloppet så att gjutkanalerna blir så korta som möjligt. Centralt placerade nedlopp medför i allmänhet de kortaste gjutkanalerna. Avgjutningsskänkens räckvidd kan dock vara en begränsning. Räckvidden kan i sådana fall ökas med en utbyggd snyt eller med en gjutränna eller gjutskål.
- Saxade modeller eller användning av en mellankärna kan öka brättutnyttjningsgraden med 100 procent vid odelade modeller (se exempel i illustrationen nedan).
- Användning av isolerande och/eller exotermiska material samt keramiska filter i gjutsystemet kan ge ökat utrymme på brättet.
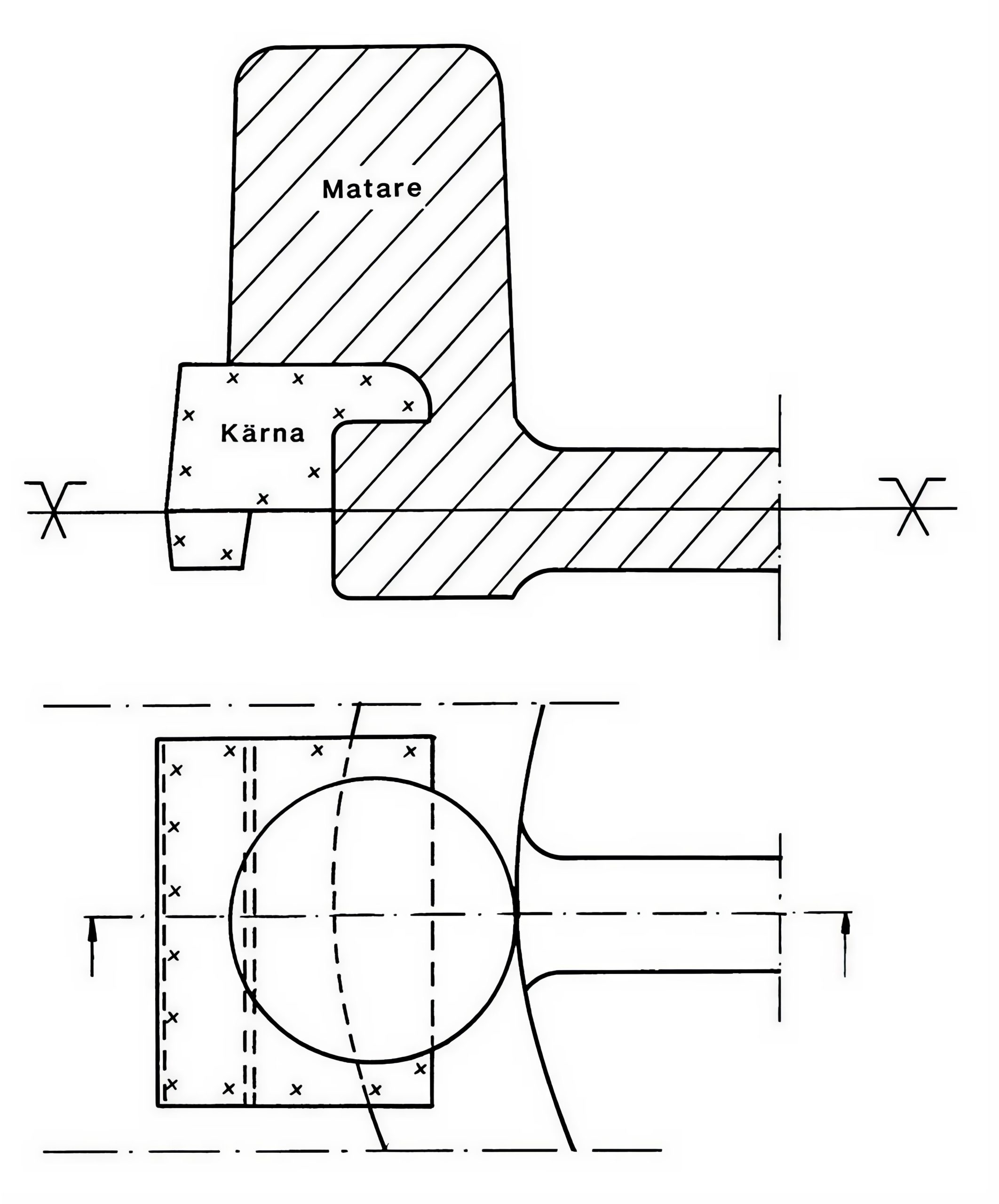
- Toppmatare kräver i allmänhet mindre utrymme och smälta jämfört med sidomatare. Med hjälp av en kärna kan ibland en sidomatare flyttas närmare godset och man kan på det sättet nå ett högre utbyte (figuren nedan).
- Användning av invändiga matare är fördelaktigt när det är möjligt. Det spar utrymme och ger oftast ett högre utbyte än vid användning av utvändiga matare. Därigenom minskas mängden smälta och energikostnaden sänks.
- Gjutsystemet kan placeras ovanpå formens överdel. Gjutkanalerna i parten blir då korta och utrymmet för modellerna ökar.
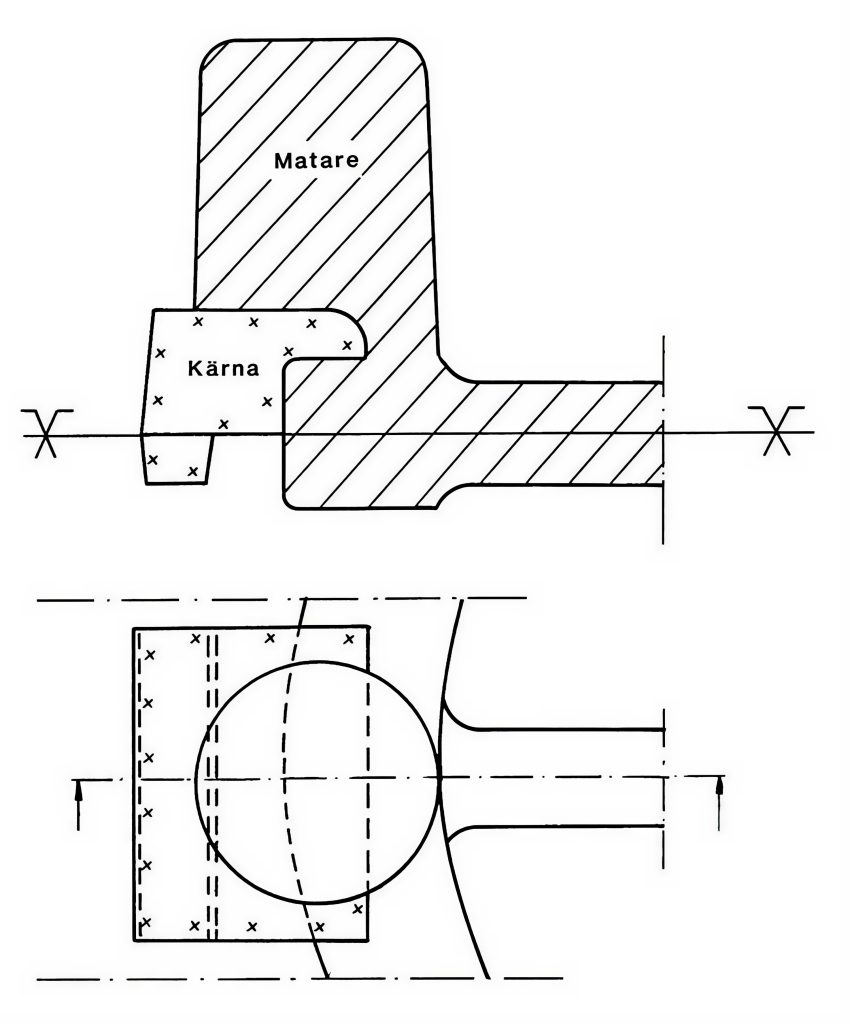
Figur 7. Med hjälp av en kärna kan mataren dras in mot godset och brättet utnyttjas bättre. Det finns risk med att använda exoterma matare nära ytor på segjärn som kan degenera med grafitfjäll i ytan. Därför rekommenderas isolerande matare oftare.

{kind=link}
{kind=link}