8.3.1 Råsandsformning
Då det gäller formning i råsand skiljer man mellan följande två principer:
- Maskinell flaskformning
- Flasklös formning (bullformning)
Under senare år har den tekniska utvecklingen av den maskinella flaskformningen varit intensiv. Utvecklingen har riktats in mot kompaktare anläggningar och högre formtillverkningstakt. Målet har varit att maskinerna ska kunna producera hårda formar med jämn tätpackning av formmassan mot modell och modellbrätt även då mycket komplicerade modeller används. Dessutom har eftersträvats ett tyst och skakfritt arbetssätt hos formmaskinerna. Detta är en fördel ur både teknisk och arbetsmiljömässig synvinkel.
Parallellt med utvecklingen av den maskinella flaskformningen har tekniken med flasklös formning utvecklats. Denna teknik, som ofta benämns bullformning, innebär att formningen sker i råsand utan användning av konventionella formflaskor. Endast under själva formningen omges formmassan av någon typ av ram eller liknande. Efter formningen avlägsnas ramen. Bullformning gjordes till att börja med manuellt eller i förhållandevis enkla maskiner. Numera sker bullformning endast i automatiska maskiner. Därför kallas metoden ofta bullautomatformning.
Bullformningens fördelar jämfört med flaskformning är främst följande:
- Lägre kapitalbehov. Bland annat krävs inga formflaskor.
- Lägre kostnader för underhåll och skötsel.
- Relativt litet utrymmesbehov.
Flaskformning har fördelar när godset är svårformat, vid relativt stort gjutgods och vid krav på stabil form, till exempel vid grövre segjärnsgjutgods, och vid tunnväggigt gjutgods.
8.3.2 Begreppet formhårdhet
I samband med råsandsformning talar man ofta om formhårdhet. Generellt gäller att formväggen ska ha en lämplig hårdhet för det aktuellta gjutgodset.
Vidare gäller att formhårdheten bör vara likvärdigt fördelad i hela formen. Några fördelar med jämnt fördelad hårdhet är följande:
- Bättre dimensionsnoggrannhet hos gjutgodset.
- Bättre konturskärpa och ytjämnhet hos gjutgodset.
- Mindre risk för inre och yttre sugningar i godset.
- Mindre risk för inträngningsdefekter.
- Mindre risk för att erosionsskador uppstår under avgjutningen och då speciellt i och vid ingjutssystemet. Erosion medför i sin tur att gjutgodset kommer att innehålla sandinneslutningar, som bland annat försämrar gjutgodsets bearbetningsegenskaper.
Några problem som kan uppstå vid hård form är följande:
- Modelldragningsproblem. Vid återfjädring av formmassan efter avslutad pressning kan sprickbildningstendens uppstå mellan skikt i formmassan, som ligger vinkelrätt mot pressriktningen. Vid modelldragningen förvärras skadorna i formen.
- Ökad risk för att så kallade skuggade partier uppstår hos formen i trånga och djupa försänkningar hos modellen. I dessa partier erhålls en lägre tätpackning och formhårdhet med risk för inträngningsdefekter hos gjutgodset.
- Större värmebortledning genom formväggen genom ökad tätpackning, vilket kan medföra olämplig ytstruktur hos godset.
- Ökad risk för skollbildning.
- Ökat modellslitage.
- Större risk för explosionsinträngningsdefekter.
8.3.3 Formkompaktering
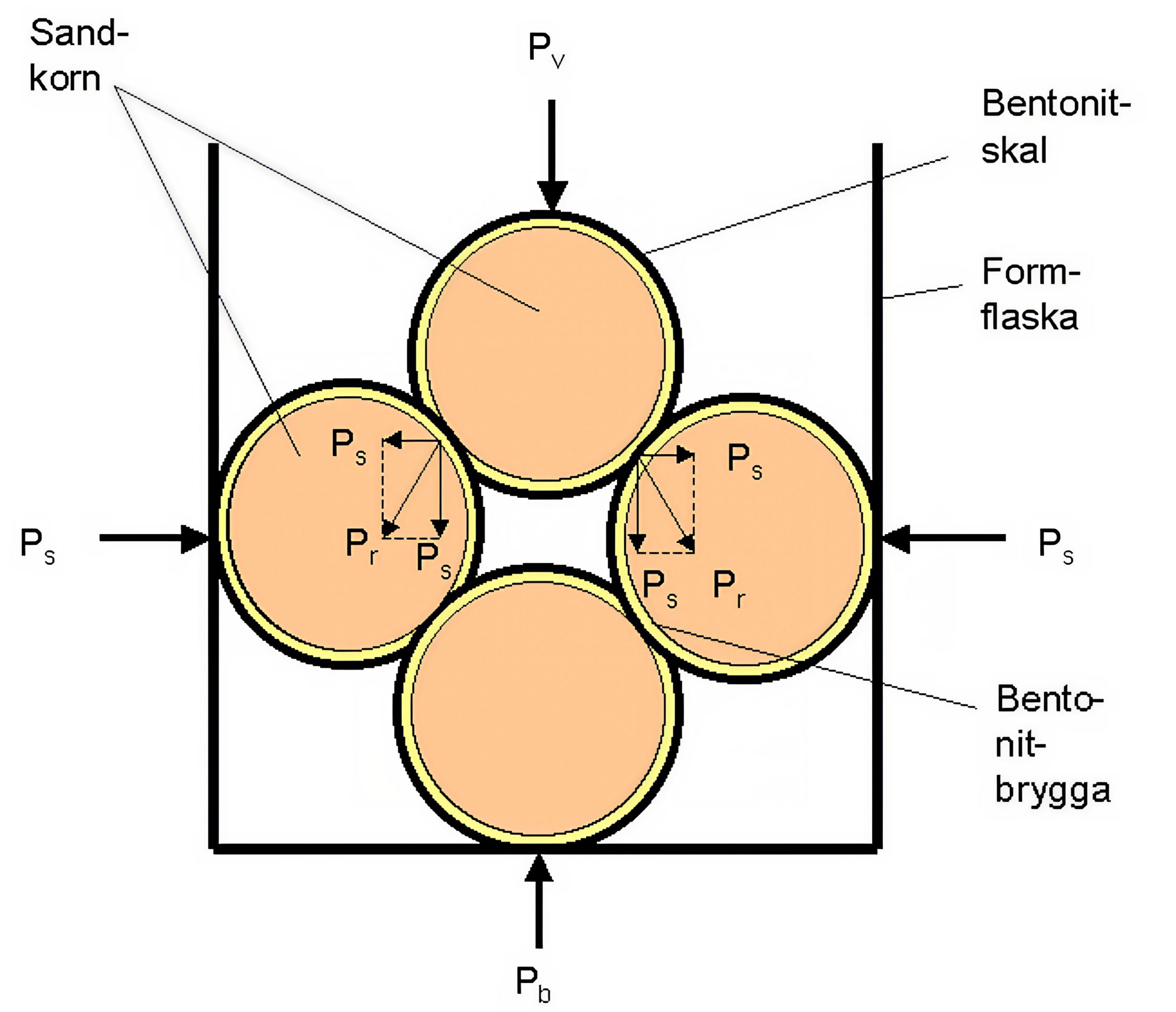
För att kunna förstå vad som händer med formmassan under formningen visas förhållandet schematiskt i figur 12 nedan.
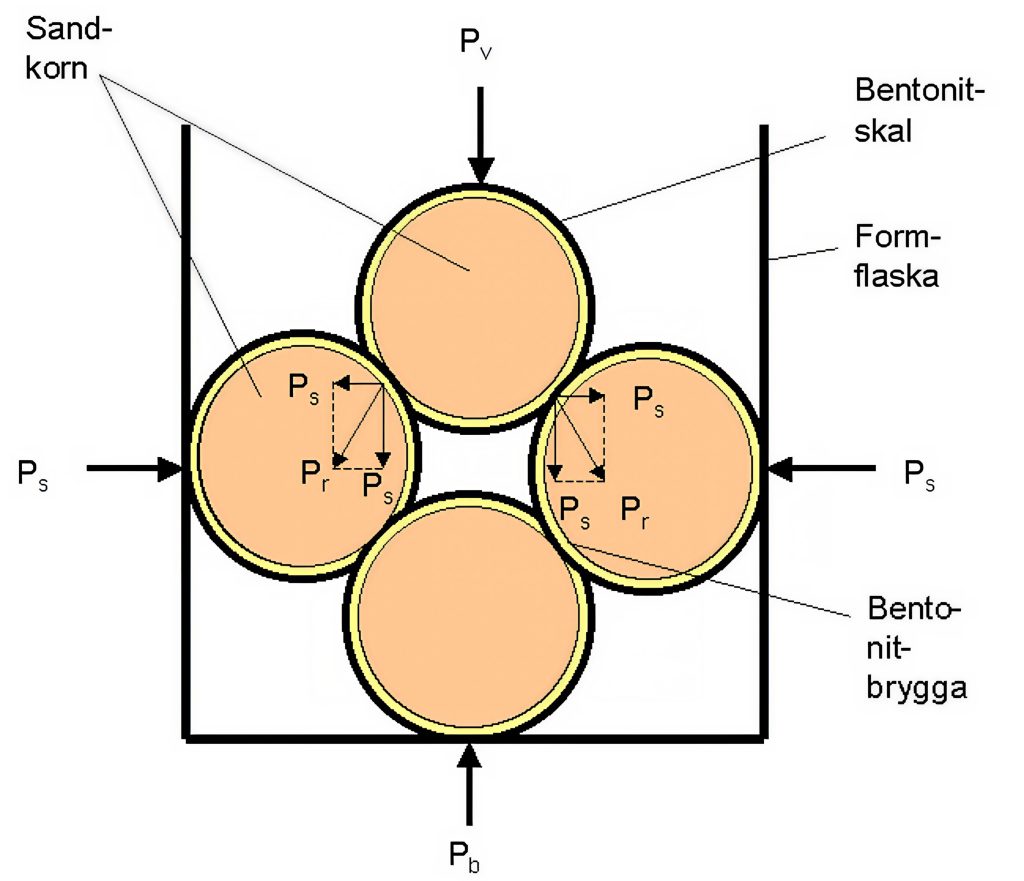
Figur 12. Kompaktering av råsandsformmassa.Pv = Kompakteringskraft
Ps = Sidokraft
Pb = Bottenkraft
Pr = Resulterande kraft
För att kunna förstå vad som händer med formmassan under formningen visas förhållandet schematiskt i figur 13 nedan. Vid de konventionella formmaskinerna sker formpackningen med en kraft verkande på formens överyta. I det ögonblick då formmassan påverkas av denna vertikala kraft (Pv) uppstår friktion i kontaktytorna mellan sandkornen. Denna friktion motverkar en jämn packning och därmed lika hårdhet i formens olika delar. Detta kan förklaras med att packningskraften kan uppdelas i en horisontell och en nedåtgående komponent. Även om den horisontella kraften hela tiden är mindre än den vertikala så förloras en del av den nedåtgående kraften på grund av friktion mellan sandkornen. Denna minskning av den nedåtgående kraften begränsar det område där packning kan ske. Den konventionella pressmetoden vid formning är därför endast användbar vid formar med begränsad höjd eftersom hårdheten vid modellytan avtar med ökande höjd på formen.
Denna begränsning är en av orsakerna till att tillverkarna av formmaskiner har utvecklat teknik för att skapa en jämn formhårdhet. Ett första steg i denna riktning var så kallad impulsformning. Vid denna teknik åstadkommer man en dynamisk tryckvåg, som ger formmassan en betydande acceleration och därigenom en hög hastighet. Genom denna får man en dynamisk packning i stället för en statisk.
Idag är det ytterst få maskintillverkare som använder sig av impulsteknik. I stället har nästan alla en förpackning med hjälp av luft, som tillförs genom genomströmning under en längre tid (0,2 – 0,7 sekunder).
De två viktigaste principerna för formpackning är idag pressning och genomströmningsteknik.
Vid packning av formen i ett steg är man hela tiden bunden till den valda metoden. Därför har leverantörerna utvecklat formningsmetoder som använder två eller flera packningstekniker. Syftet är att utnyttja fördelarna hos varje packningsmetod i en och samma maskin för att därigenom kunna erbjuda kunden en universell formmaskin som ger tillräcklig packning i både toppen och botten på en form. En kombination av skakning och pressning är en vanlig teknik i äldre formmaskiner.
De flesta flerstegsmetoderna försöker uppnå en formpackning på modellsidan som första steg. Detta kan ske genom exempelvis skakning. Därefter genomförs packning på formens baksida, oftast genom pressning.
8.3.4 Kompaktering genom pressning
Kompaktering av formmassan genom pressning är en vanlig teknik. Med hänsyn till själva maskinteknologin är det naturligtvis enklast att formpackningen utförs med en plan platta.
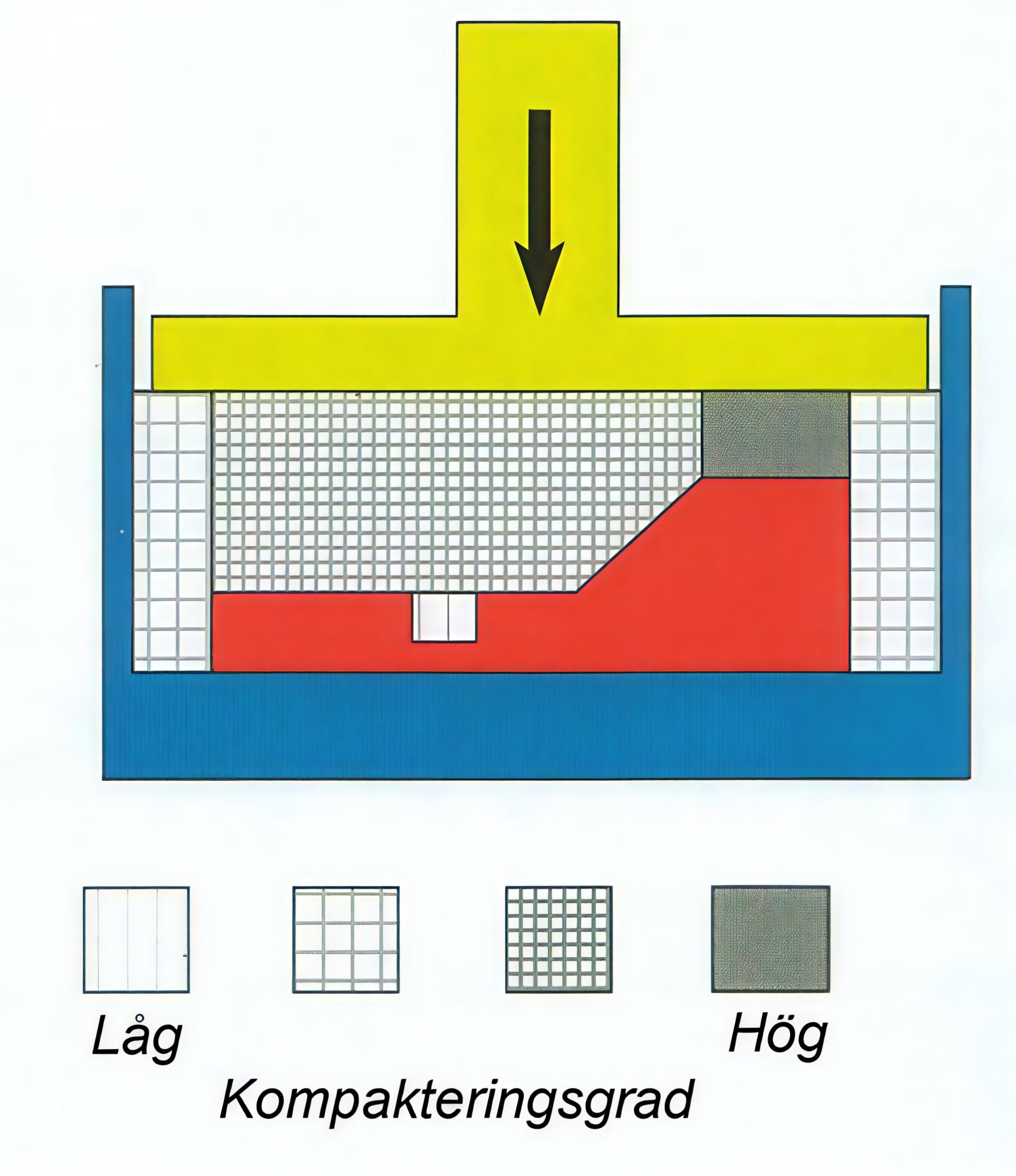
Som framgår av figur 13 nedan har denna metod dock sina begränsningar. Om en modell har varierande höjd blir inte formmassan jämnt packad. Formhårdheten är hög där modellen är hög. Ju större avståndet är från pressplattan till modellen, desto svårare blir det att uppnå tillräcklig packning. Denna teknik är därför inte lämplig vid komplicerat gjutgods och dess användning begränsas till enkelt gjutgods som ramar och lock.
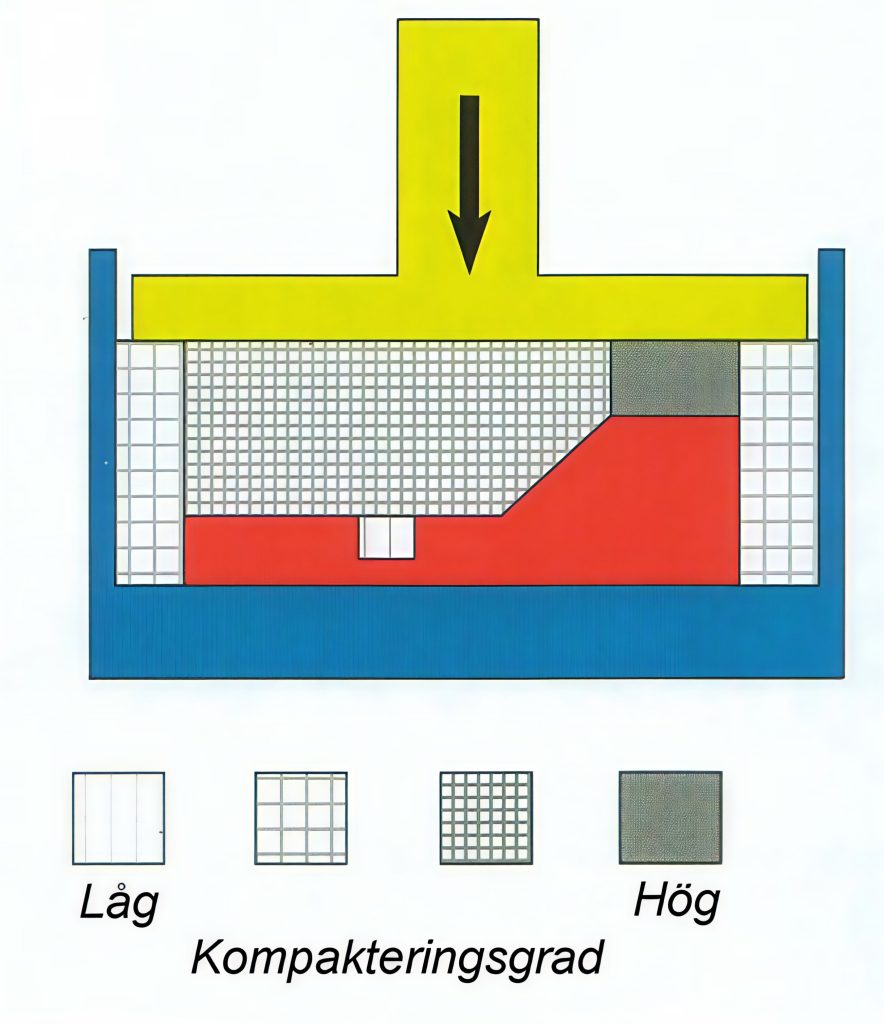
Figur 13. Formkompaktering med enbart pressning.
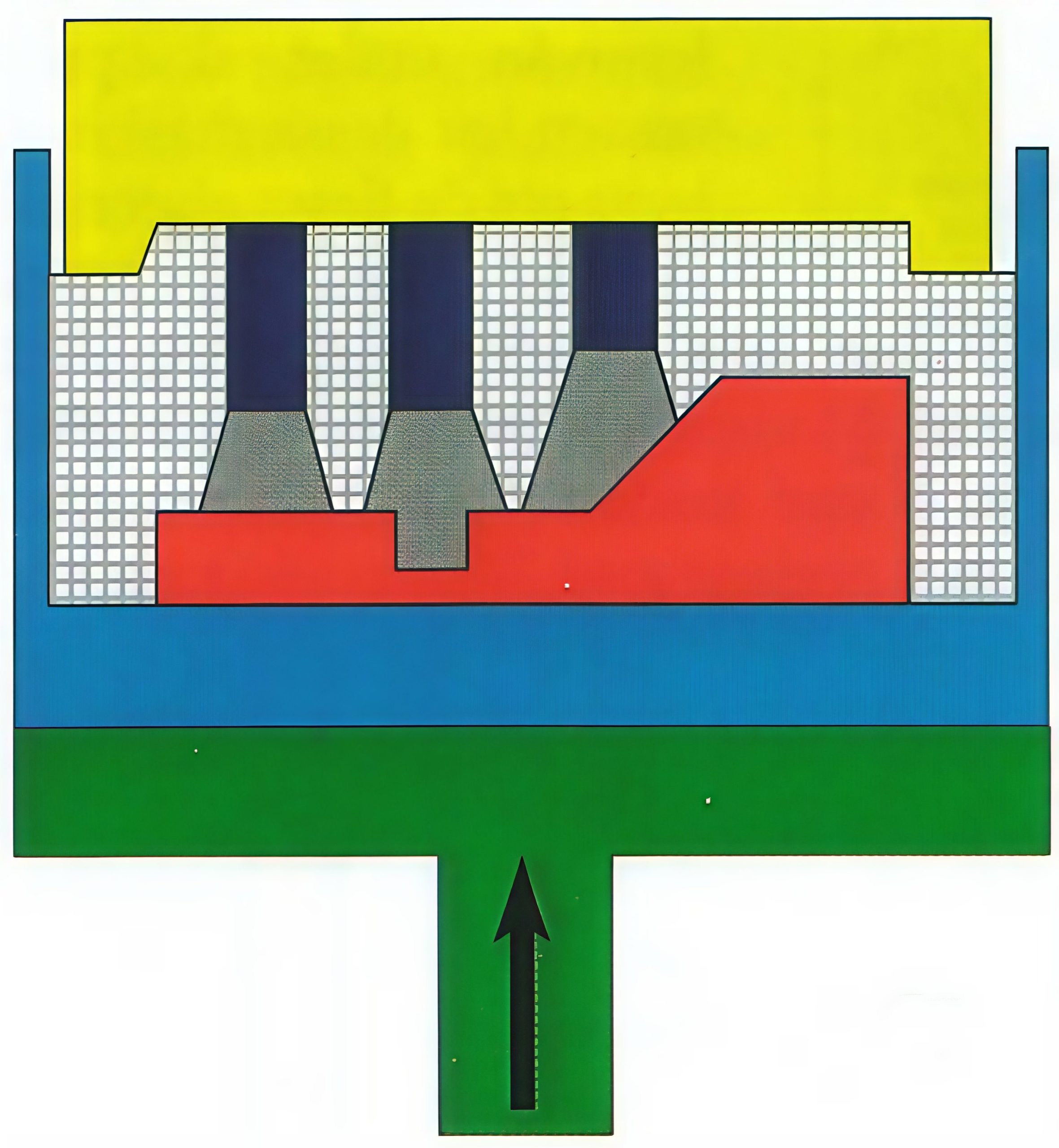
För att man ska få ett bättre resultat vid formpackning genom pressning har pressplattor som kan följa modellkonturen bättre tagits fram. En av dessa tekniker är den på figur 14 nedan visade tekniken med flerstämpelhuvud. Vid denna packningsteknik påverkas packningsgraden i mindre grad av modellkonturen. På de ställen där modellen är lägst trycks stämpeln längre ner till dess att önskat tryck uppnåtts. Därigenom blir det en jämnare packning av formmassan över hela modellplattan. Tekniken med flerstämpelhuvud är ofta nödvändigt för att man ska få jämn packning. Nackdelen är att formmaskinen blir dyrare. Flerstämpelmetoden är dock mycket allsidig och används därför i praktiken i stor omfattning.
Figur 14. Illustration av flerstämpelhuvud med flera av varandra oberoende stämplar

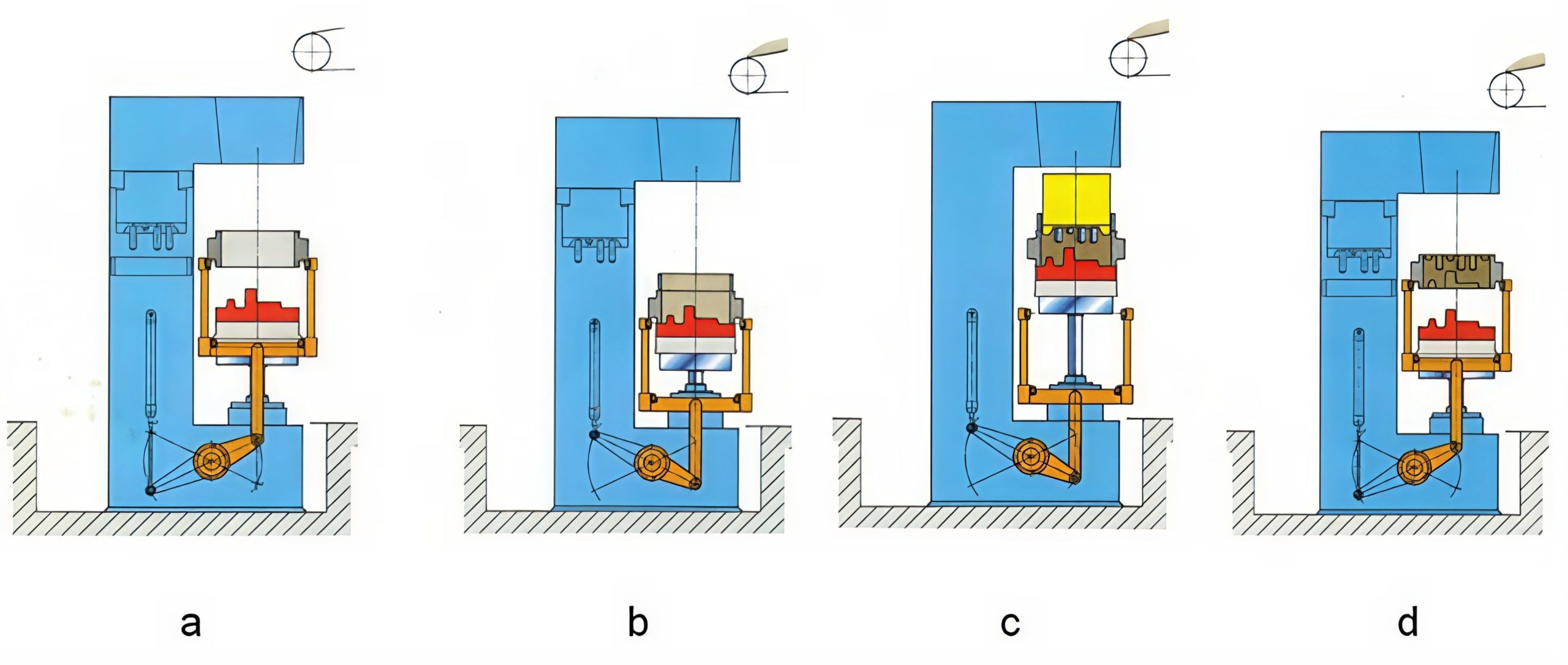
Arbetsgången vid formtillverkning i ett steg genom pressning med ett flerstämpelhuvud visas i figur 16 nedan.
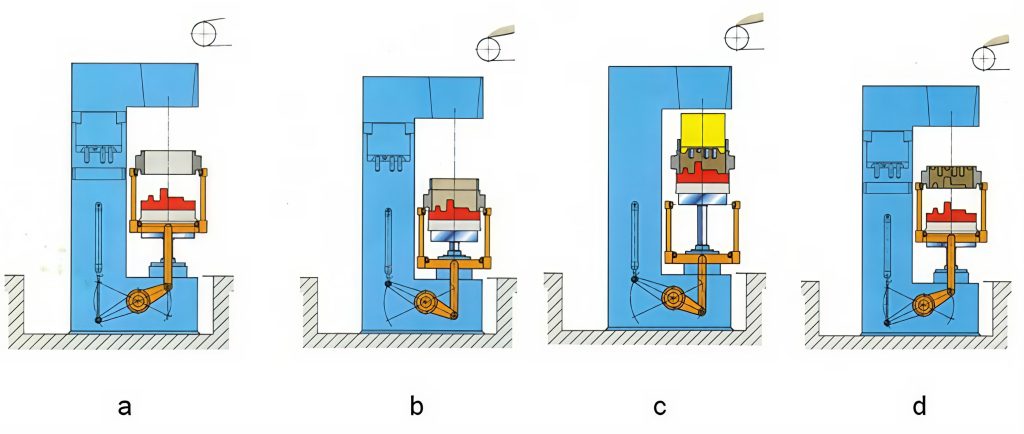
Figur 16. Formtillverkning i ett steg genom pressning med ett flerstämpelhuvud (BMD).a. Formflaskan rullas in i formmaskinen. Därefter sänks formflaskan ner mot pressbordet. Fyllramen förs in och placeras ovanpå formflaskan.
b. Formmassa fylls på.
c. Pressbordet förs uppåt och formmassan pressas samman med hjälp av flerstämpelhuvudet. Pressbordet förs ned och fyllramen blir kvar på rullbanan och förs ut.
d. Formen lyfts upp från modellen varefter formflaskan rullas ut ur formmaskinen
Figur 17 nedan visar ett alternativ till flerstämpelhuvud, som är enklare till sin uppbyggnad. Pressplattan är, beroende på fabrikat, försedd med en flexibel plastplatta eller en vattenkudde. Packningsgraden är lika vid båda systemen. Den flexibla pressplattan följer så långt som möjligt modellkonturen. Till skillnad från vid flerstämpelmetoden uppträder sidoriktade krafter, som påverkar formmassan när pressplattan ändrar form. Det resulterar i något bättre packning vid lodräta ytor. Tekniken används främst vid gjutning av låga detaljer i aluminium.
Figur 17. Pressning med flexibel stämpel.
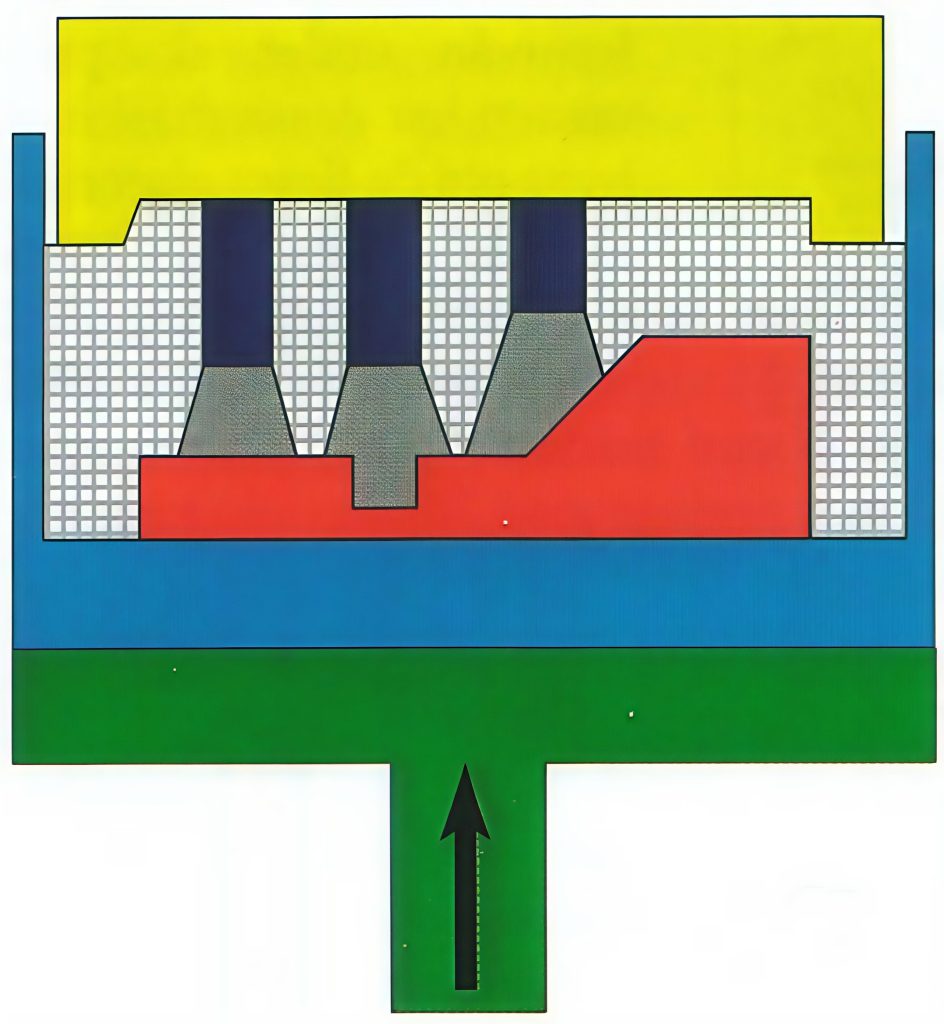
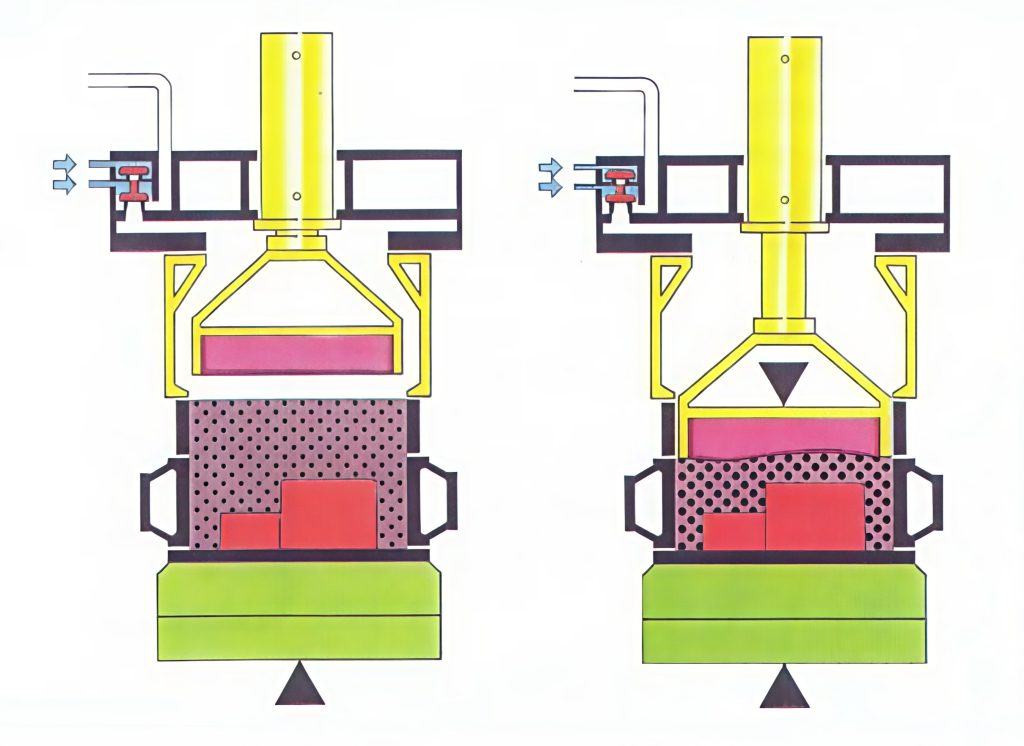
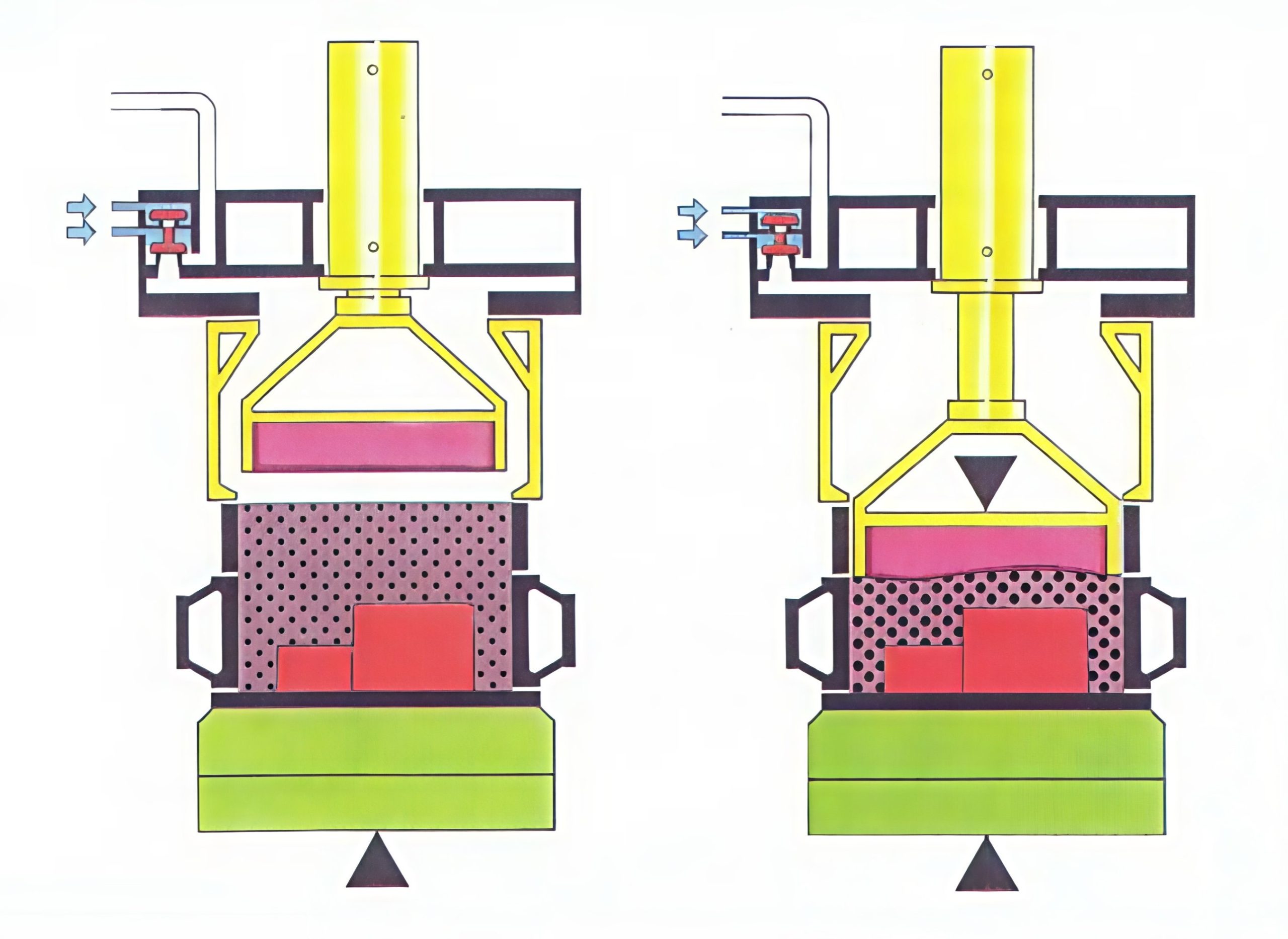
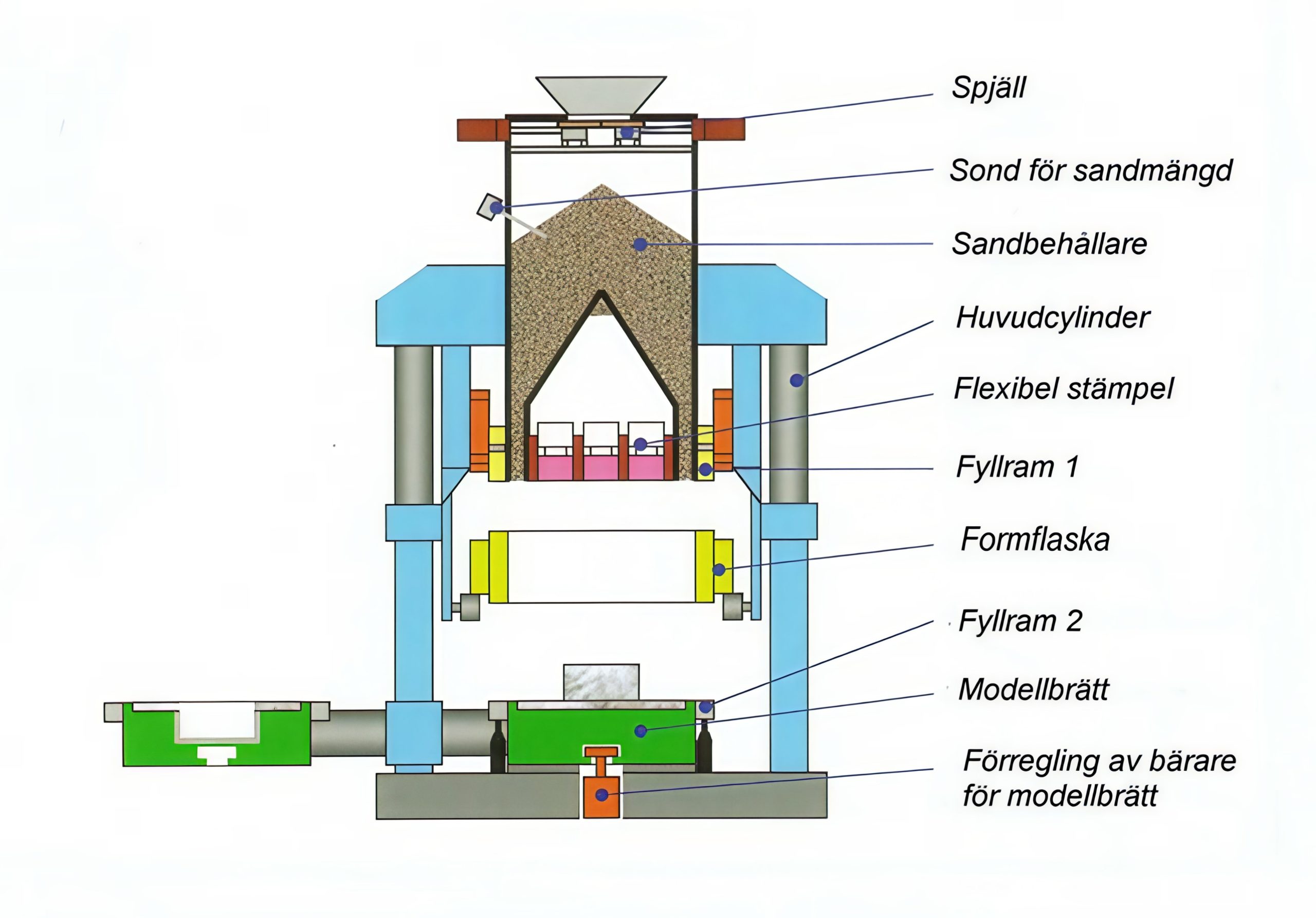
I den på figur 18 nedan visade maskinen sker formningen genom att formmassan efter påfyllning pressas både uppifrån och underifrån. Innan pressningen blåses luft genom formmassan – den fluidiseras. Genom fluidiseringen och pressningen både uppifrån och nedifrån uppnås en jämnare formhårdhet runt modellen än vid konventionell formningsteknik med enbart pressning från ett håll. Maskiner med denna konstruktion uppges ha en lägre energiförbrukning och en lägre bullernivå än tidigare maskiner beroende på att man inte använder skakning.
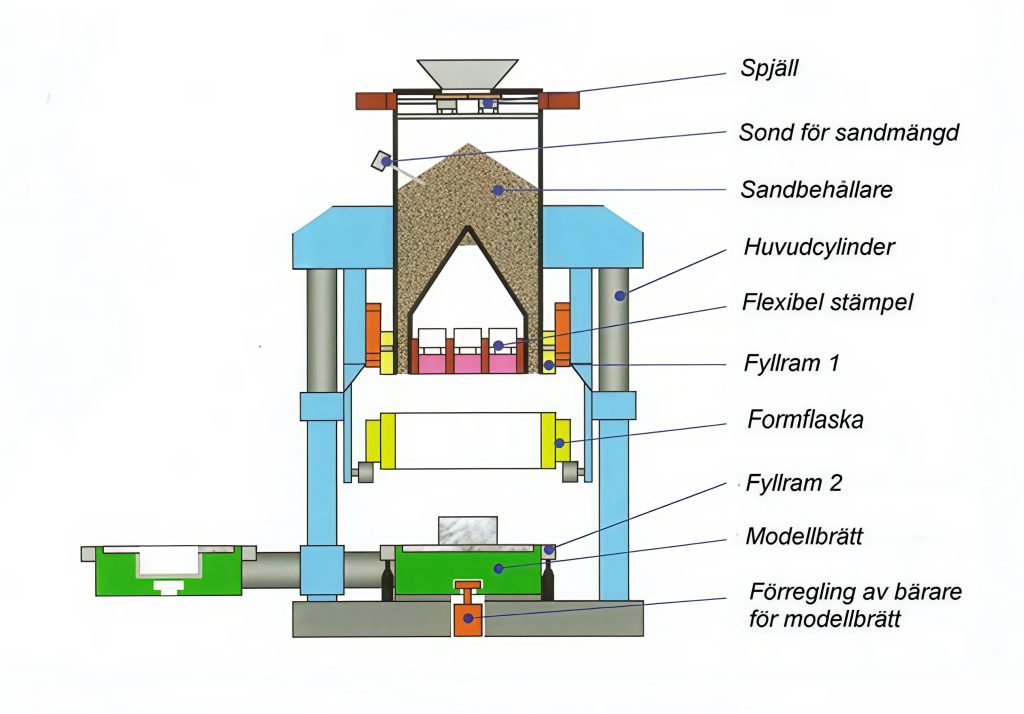
Figur 18. Uppbyggnad av formmaskin arbetande med formning genom samtidig pressning av formmassan både från över- och undersidan (HWS-Seiatsu).
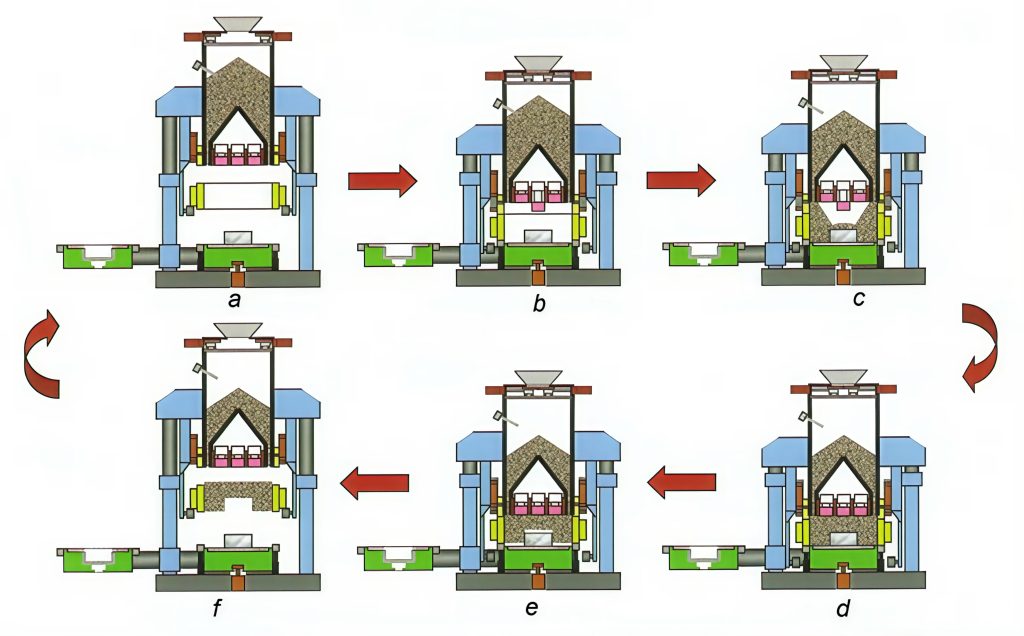
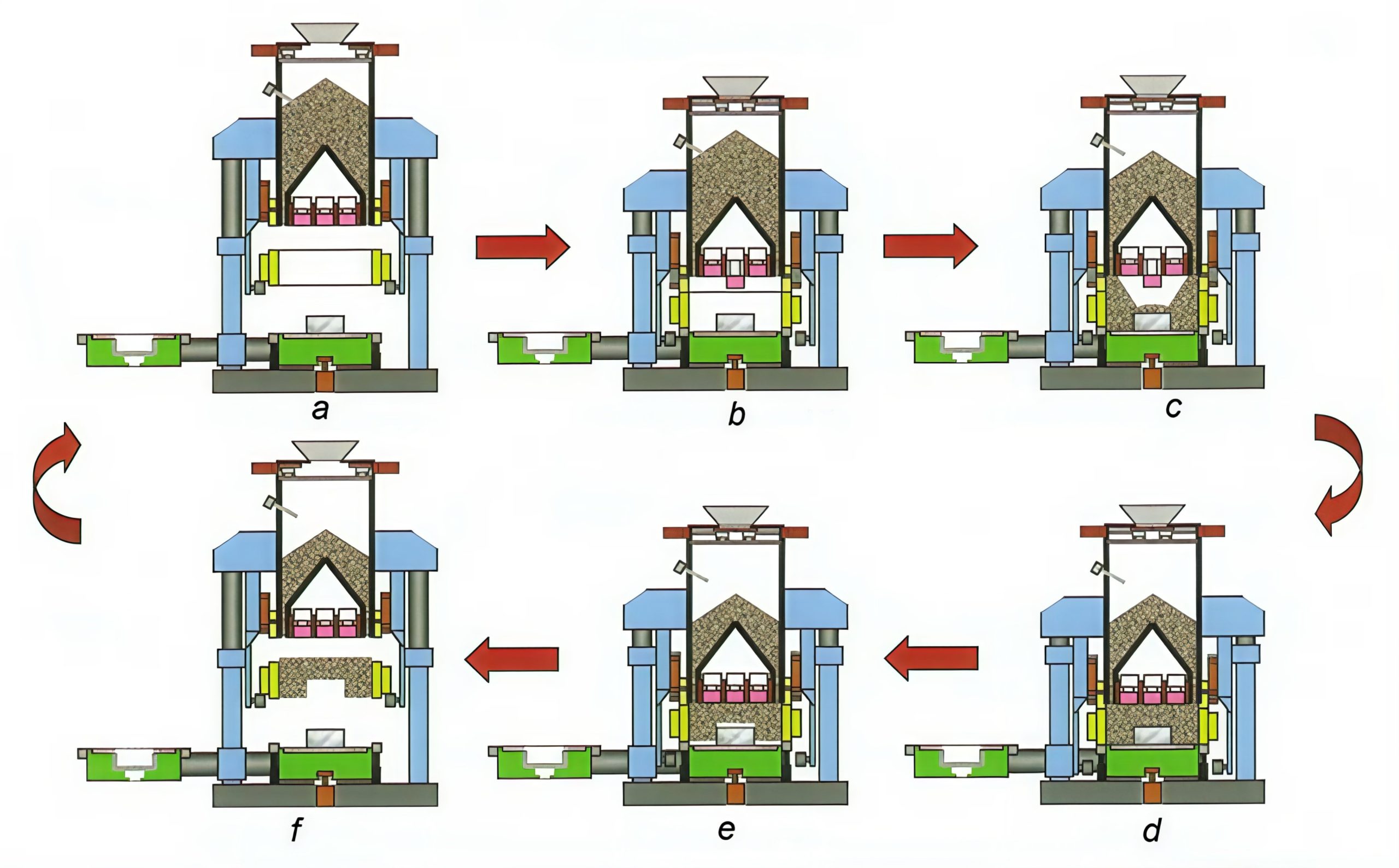
Figur 19. Arbetsprincip för den i Figur 18 visade formmaskinen. Formning genom samtidig pressning av formmassan både från över- och undersidan (HWS-Seiatsu).a. Utgångsläge.
b. Position för påfyllning av formmassa. Denna skjuts in med luft.
c. Fluidisering av formmassan.
d. Pressning uppifrån och underifrån.
e. Modelldragning.
f. Vridbordsstation.
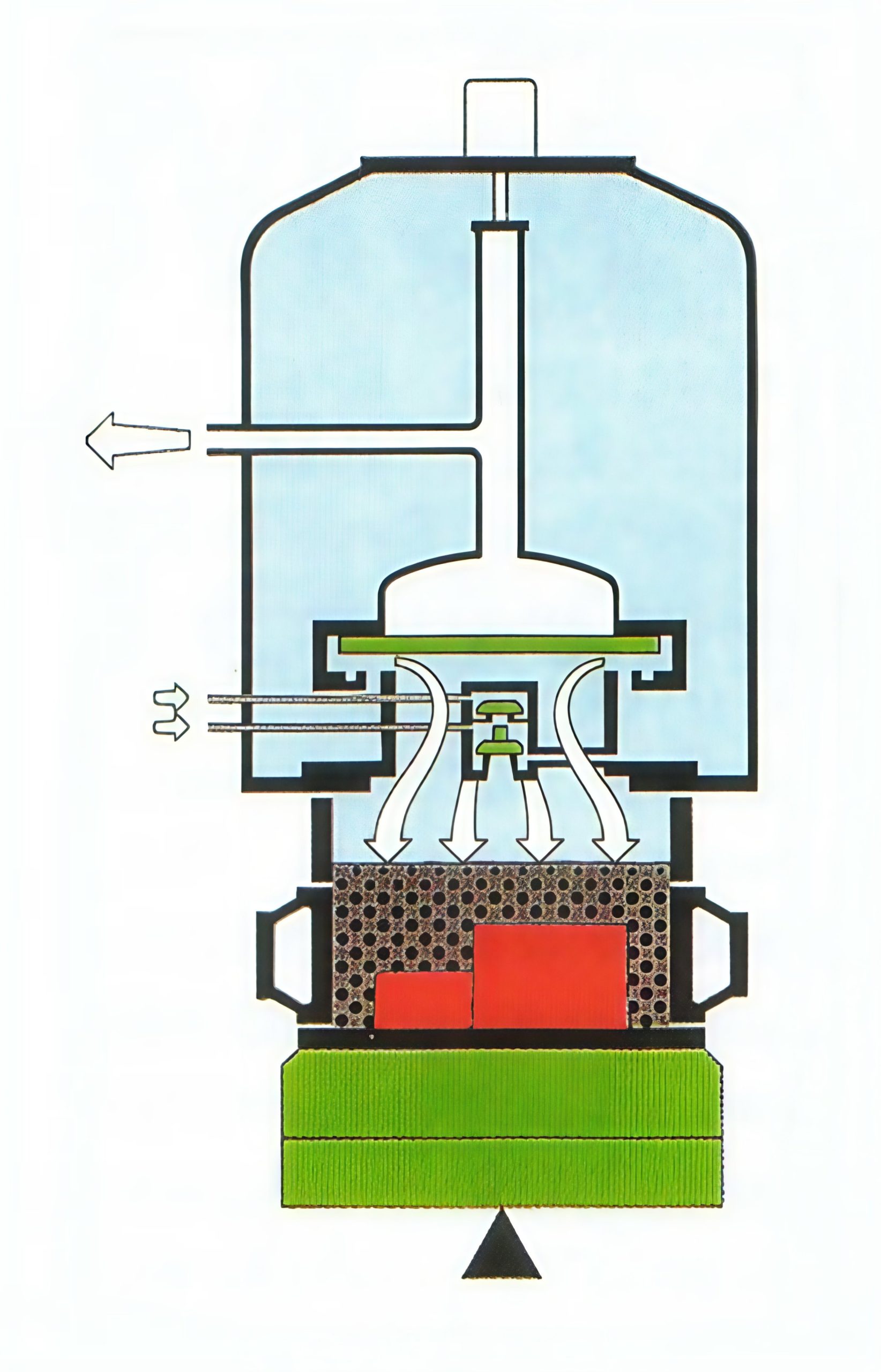
8.3.5 Kompakteringen genom luftimpuls
En teknik som ibland används för kompaktering av formmassan är luftimpuls, figur 20. För att uppnå packning med hjälp av denna teknik måste man först och främst ha ett fullständigt slutet rum för att förhindra att den uppbyggda tryckvågen försvinner genom otätheter innan den når modellen.
Principen vid luftimpulstekniken är att ge formmassan en kinetisk energi, som bromsas av modellplattan. Eftersom storleken på den kinetiska energin inte endast är beroende av formmassans hastighet, blir formens höjd också en viktig faktor som påverkar packningen. Därför gäller att ju högre formen är desto större är mängden formmassa över modellplattan. Som en följd av det blir det mer kinetisk energi som bromsas upp och omvandlas till packning av formmassan.
I motsats till pressoperationer ger luftimpulstekniken en bättre packning mot modellplattan. Däremot blir packningen vid formens baksida sämre, vilket förbättrar formens luftgenomsläpplighet.
Hur tryckvågen som utför det nödvändiga packningsarbetet åstadkommes i praktiken visas i figuren endan. En tryckbehållare är fylld med luft med förinställt tryck. Genom att avlägsna mottrycket på impulsventilen, öppnar ventilen på några få millisekunder. Det påverkar formmassan med en tryckgradient på mellan 110 och 300 bar per sekund och lufttryckets kinetiska energi överförs till formmassan.
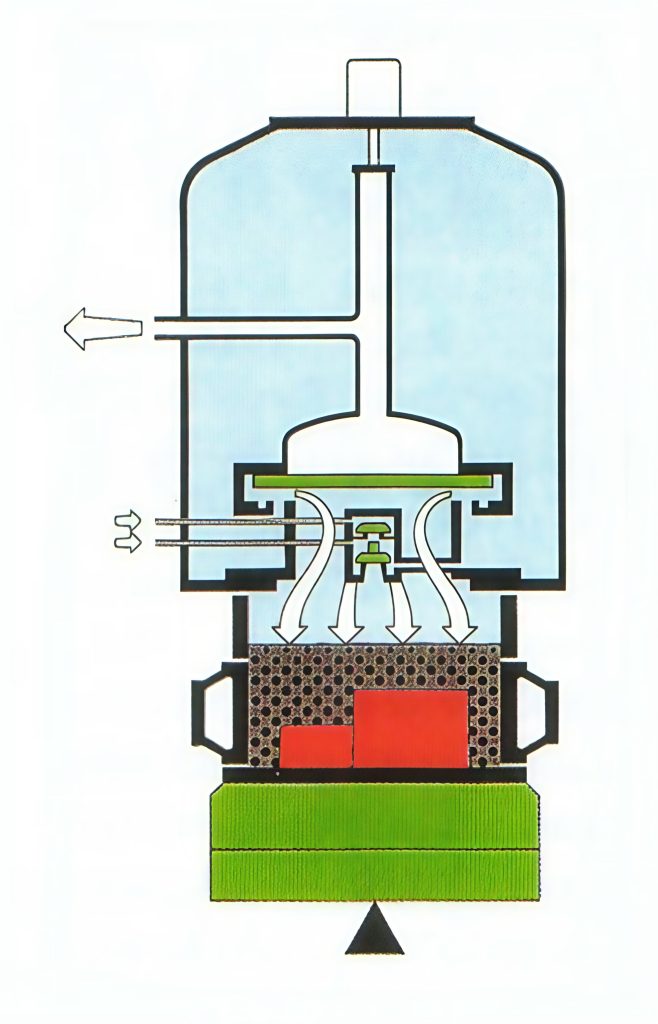
Figur 20. Kompaktering med luftimpuls.
Luftimpulsmetoden ger den bästa packningen på modellsidan och mindre god packning på översidan av formen. Man får en relativt god luftgenomsläpplighet i förhållande till en form framställd genom pressning. Detta förutsätter dock att tiden för impulsluften är noggrant inställd. Luftimpulsmetoden är speciellt lämplig i aluminiumgjuterier där ett lågt gastryck ska kunna driva ut gaserna ur formen.
8.3.6 Kompaktering genom skak och press
Skak-pressformmaskiner är i antal världens mest använda formmaskiner. Såväl mindre och medelstora gjuterier som mycket stora gjuterier använder fortfarande denna lite gammalmodiga formframställningsteknik där formen skakas under några sekunder varefter pressning sker.
I många av dagens gjuterier är dessa maskiner ersatta med modernare formningsanläggningar. Bland annat på grund av bullernivån under skakprocessen har dessa maskiner bytts ut i flera gjuterier. Dessutom kan man i äldre maskiner arbetande med denna princip inte efterpressa med ett högt tryck.
I skak-pressformmaskiner utförs formningen genom en kombination av skakning och pressning. Brättet med modellen är fast monterat på formmaskinens bord. Vid formtillverkningen placeras formflaskan på brättet och råsandsformmassa fylls på (se figuren).

Under skakmomentet lyfts formmaskinens bord upp någon eller några centimeter och får sedan falla fritt ner mot ett anslag. Formmassans fallhastighet sjunker mycket snabbt ner mot noll vid bordets stöt mot anslaget. Formmassan pressas ner mot modellen och man får en ramning utmed modellens konturer. Formhårdheten är tillfredsställande vid modellbrättet men avtar snabbt mot formens överyta. Optimal skakningstid är i allmänhet några sekunder. En ökning av tiden utöver detta medför normalt ingen märkbar förändring av formhårdheten. Efter skakningen sker en pressning av formen uppifrån. Då används ofta ett flerstämpelhuvud.
8.3.7 Kompaktering genom luftström/pressning
En vanlig formningsmetod är den så kallade Seiatsu-metoden. Detta är den mest använda flaskformningsmetoden i Skandinavien. År 2014 fanns cirka 550 HWS-anläggningar i drift över hela världen.

HW -Seiatsu-metoden baseras på att formningen görs i två steg efter det att flaskhalvan fyllts med formmassa. Metoden är speciellt lämplig för medelstora flaskformar med stora ”hängbullar”, det vill säga stora löst hängande partier i formen. Denna typ av formar är normalt de svåraste att åstadkomma med råsandsformning.
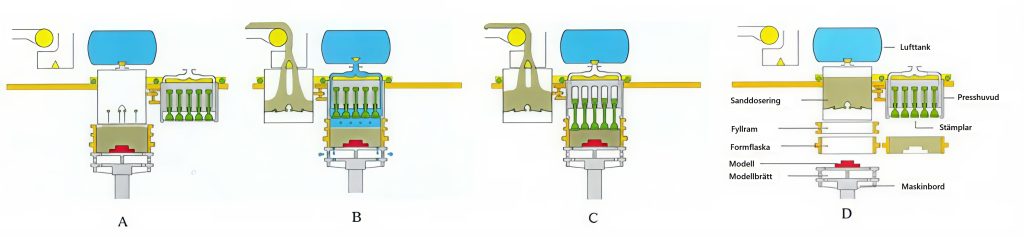
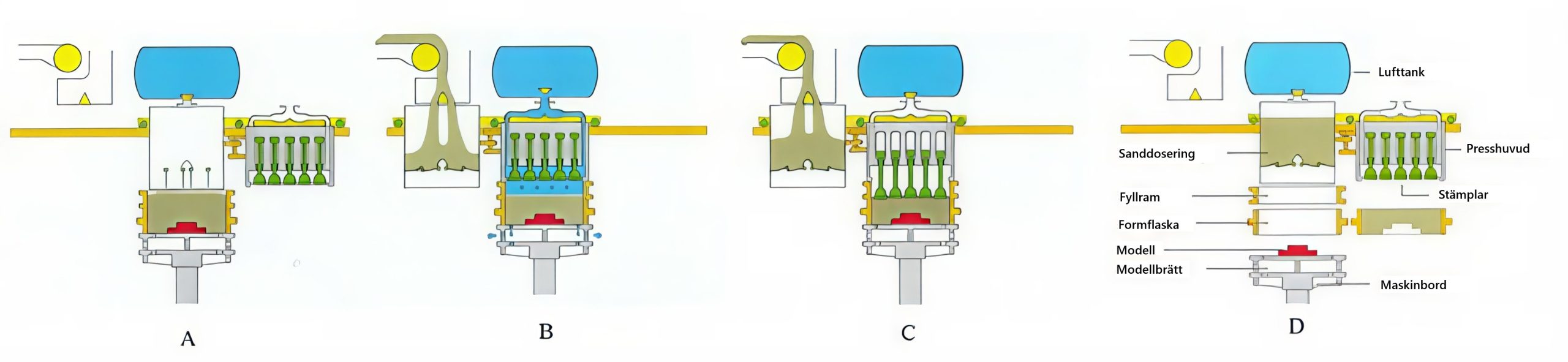
Figur 23. Beskrivning av Seiatsuprocessen.
A: Formflaska och fyllram har fyllts med formmassa.
B: Behållaren för formmassa skjuts in under transportbandet för formmassa och fylls. Samtidigt förs presshuvudet in över formflaskan. Maskinbordet lyfter och pressar brättet med formflaska och fyllram mot presshuvudet så att ett hermetiskt slutet utrymme erhålls. Sedan öppnas luftflödesventilen. Ett luftflöde strömmar genom formmassan från formens baksida och evakueras genom ventiler i brättplåten (HWS).
C: Formen erhåller sin slutgiltiga hållfasthet genom pressning ovanifrån med en plan pressplatta, en vattenkudde eller som på figuren en flerstämpelpress.
D: Under kompakteringsprocessen fylls behållaren för formmassa på nytt. Form och modell delas genom sänkning av maskinbordet. Därefter går behållaren för formmassa och presshuvudet tillbaka till sina utgångspositioner.
När luftströmmen passerar genom formmassan i riktning mot modellen, ger luftströmmen en nedåtriktad kraft på sandkornen. Formmassan följer med luftströmmen ner i lågt liggande delar av modellen. Kompakteringen ökar i flödesriktningen. Den största kompakteringen erhålls i området nära modellen. Detta visas i figuren nedan. Utgångsläget visas i figuren till vänster. I en form har lagts in färgade skikt med ett inbördes avstånd från varandra på 35 mm. Genom luftflödet vid formning reduceras avståndet mellan skikten till 20 mm nära brättplåten och i formens övre del till 30 mm. Genom den efterföljande pressningen erhålls en enhetlig kompaktering av hela formen.

Ett exempel på gjutform där fördelarna med Seiatsu-metoden utnyttjas visas i figur 25 på gjutformen nedan. Diametern på formhåligheten är cirka 400 mm. Tjockleken på flänsarna som ska gjutas är 2,5 mm. Tidigare tillverkades denna komponent med användning av sandkärnor.
Genom att formarna har en hög och jämn hårdhet ger Seiatsu-metoden en god dimensionsnoggrannhet. Formar som tillverkas med Seiatsu-metoden är betydligt hårdare än formar tillverkade med skak-pressteknik. Den jämna formhårdheten kan i vissa fall möjliggöra att en kärna kan elimineras. Dessutom uppger maskintillverkaren att mindre släppningsvinklar kan användas än vid exempelvis tidigare skak-press-formmaskiner. Därigenom kan uppnås en lägre vikt och mindre behov av skärande bearbetning.

8.3.8 Kompaktering genom skjut och press
Tekniken att använda skjut och press används bland annat vid Disamatic-metoden. Denna metod skiljer sig radikalt från övriga beskrivna formningsmetoder genom att formningen sker utan användning av formflaska. Denna teknik kallas bullformning. Finns installerat hos mer än 1400 gjuterier i världen.
Under 1960- och 1970-talen utvecklades flera typer av högproduktiva automatiska bullformningsmaskiner. Ett stort antal installerades i de svenska gjuterierna. De vanligaste maskintyperna var Disamatic, Hunter och Matchblowmatic. Den i dagens gjuterier dominerande typen av bullformningsautomater är Disamatic. Den beskrivs i det följande.
Disamatic är en dansk konstruktion som tillverkas av Dansk Industri Syndikat A/S (DISA). När den kom fram på 1960-talet representerade den ett radikalt nytänkande i fråga om formtillverkning i råsand. En väsentlig skillnad gentemot konventionella maskiner är att formningen sker med vertikal part. Figur 26 beskriver arbetsgången vid formning.
Vid Disamatic blåses formmassa med tryckluft uppifrån in i ett rektangulärt formrum, som i ett led begränsas av två modellbrätten av gjutjärn eller stål. Det främre är placerat på en vridbar arm och kan svängas undan. Det andra är placerat på maskinens presscylinder.
En viss förkomprimering erhålls redan vid blåsningen, men den egentliga tätpackningen av formmassan åstadkoms vid den efterföljande pressningen. Presstrycket är i storleksordningen 800 – 1200 kPa. Vid pressningen erhålls formar (bullar) med formrumskontur på båda sidorna.
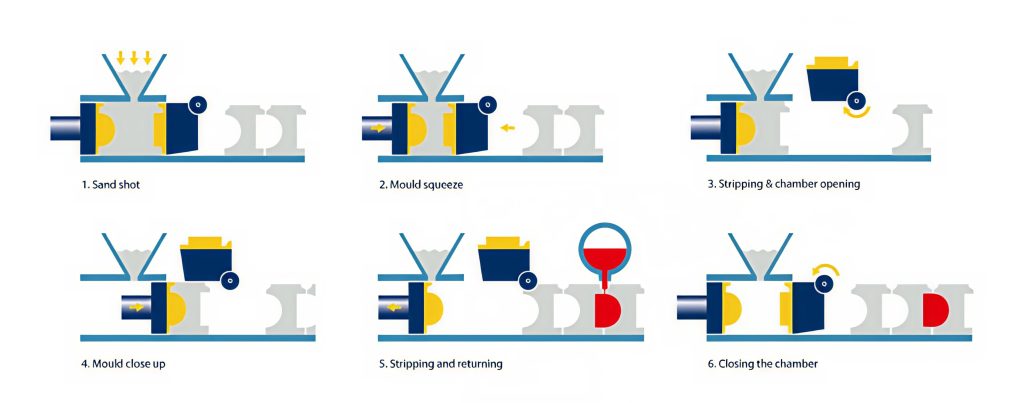
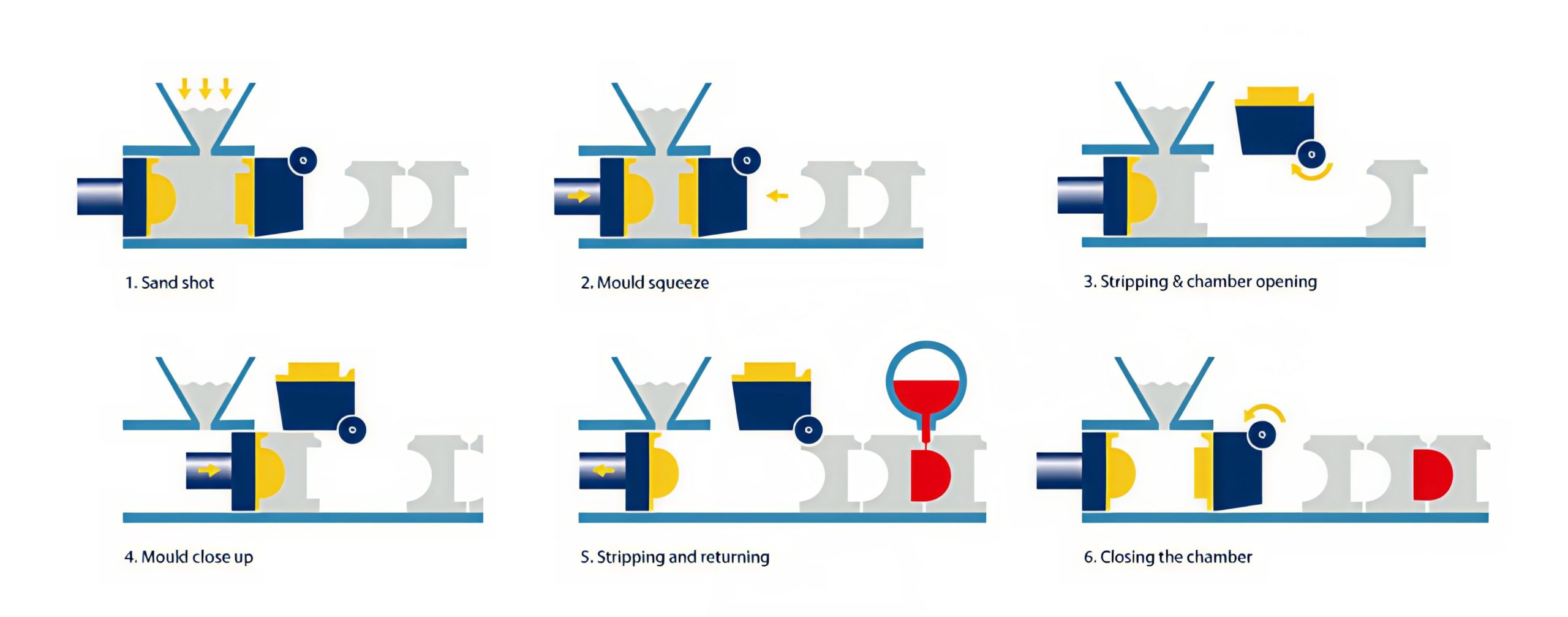
Figur 26. Arbetsgången i en Disamatic-maskin.
A: Påfyllning av formmassa. De båda modellbrätten bildar tillsammans med formmassabehållarens botten en låda, i vilken formmassan inblåses.
B: Pressning. Den hydrauliska cylindern skjuter det högra modellbrättet mot det vänstra och en komprimering erhålls av formmassan.
C: Modelldragning I. Under vibration rör sig det högra modellbrättet sakta från den erhållna sandbullen och därefter vrids armen med modellbrättet uppåt för att lämna plats åt den färdiga bullen.
D: Utskjutning av bullen från blåsstationen. Den hydrauliska kolven sätter sig i rörelse och skjuter bullen sakta framåt, så att den kommer i kontakt med raden av tidigare tillverkade bullar. Kolven fortsätter att röra sig till hela raden av bullar har skjutits ett steg framåt.
E: Modelldragning II. Under vibration rör sig den hydrauliska kolven sakta tillbaka, varigenom den andra modellplattan frigörs från sandbullen.
F: Maskinen i utgångsläge för ny formningscykel. Modellplatta nr 1 har vridits ner och skjuts fram till utgångsläget och den hydrauliska cylindern har också stannat med modellplatta 2 i utgångsläge.
Kärnsättning kan ske för hand eller med fixtur. I intervallet, när formrummet slutits för blåsning, svänger kärnfixturen in och trycker fast kärnorna i sina lägen på den just utskjutna formen.
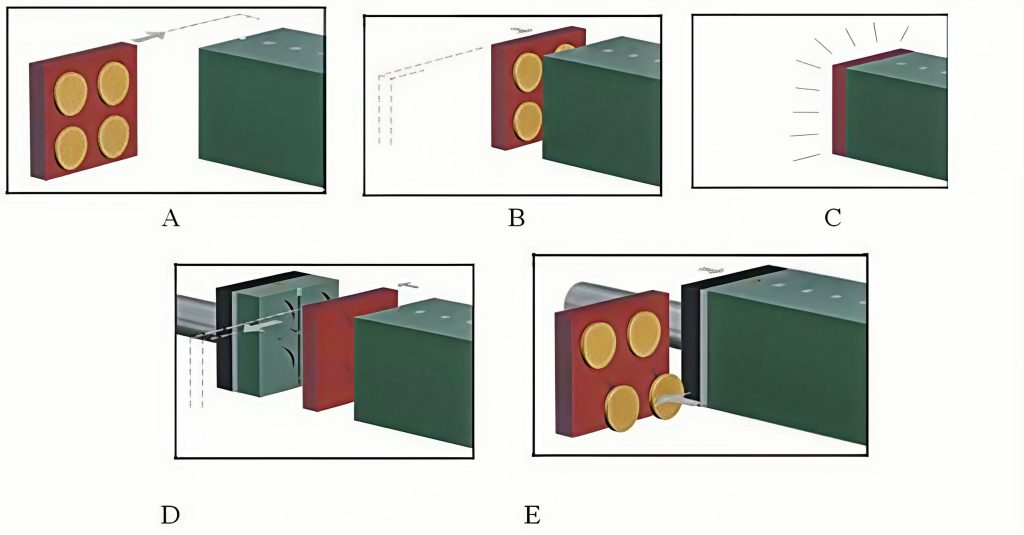
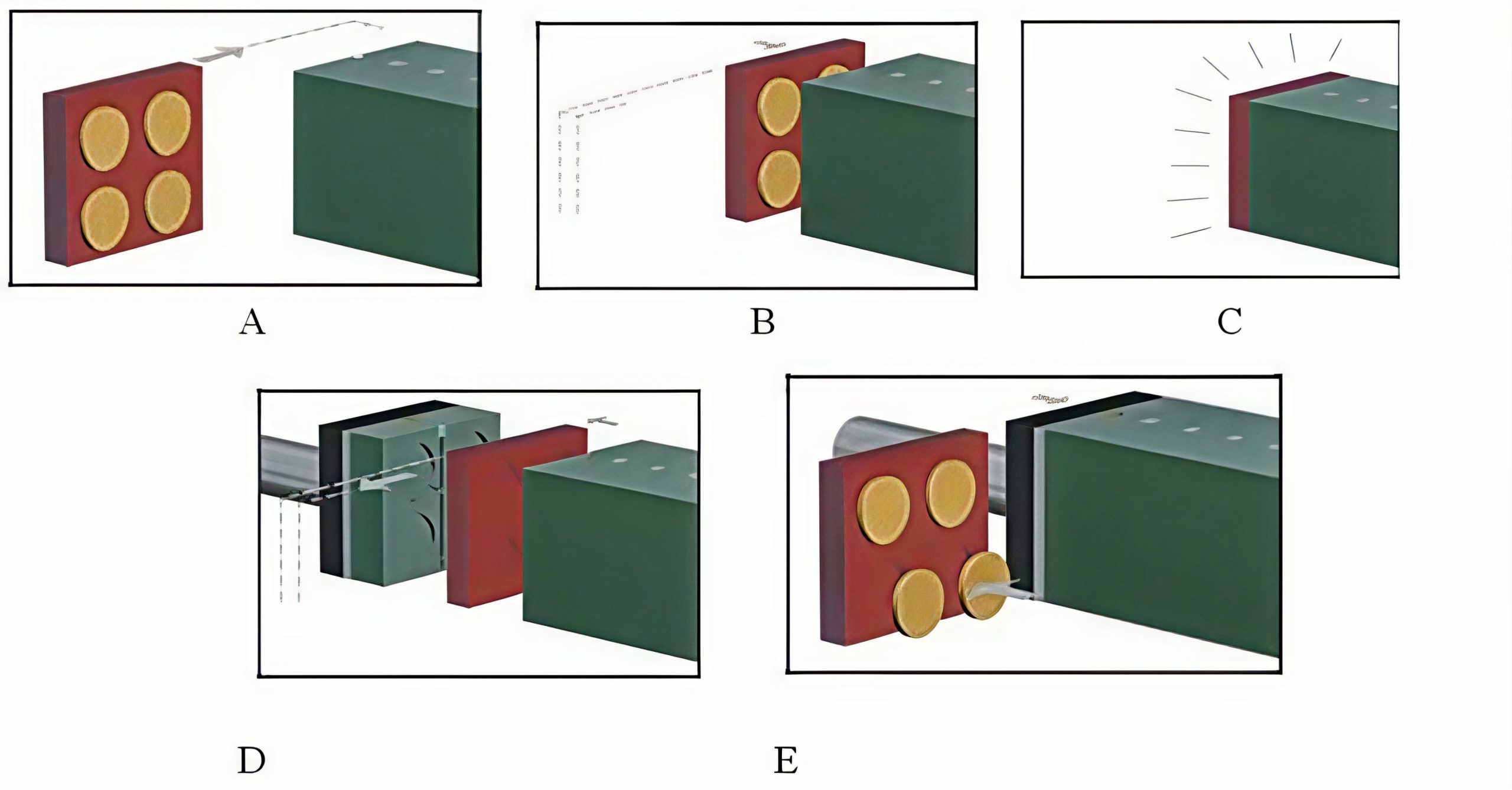
Figur 27. Kärnsättning i en Disamatic-maskin.
A: Kärnor placerade i kärnfixtur.
B: Kärnfixturen förs in i maskinen.
C: Kärnfixturen förs mot formen.
D: Kärnfixturen har lämnat kärnorna.
E: Kärnfixtur i utgångsläge.
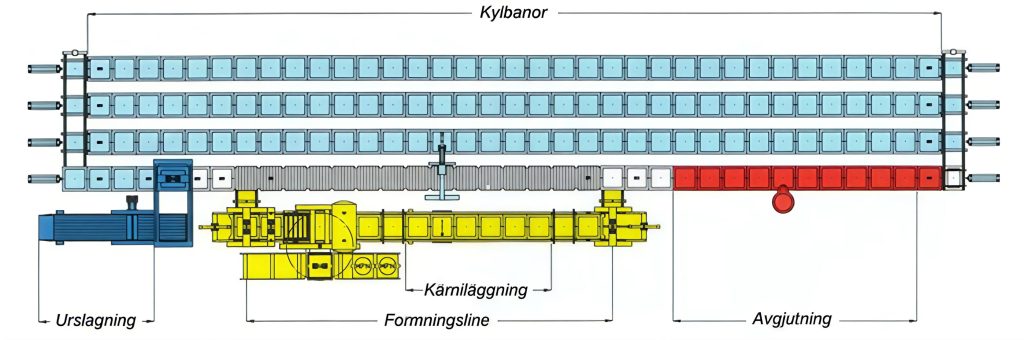
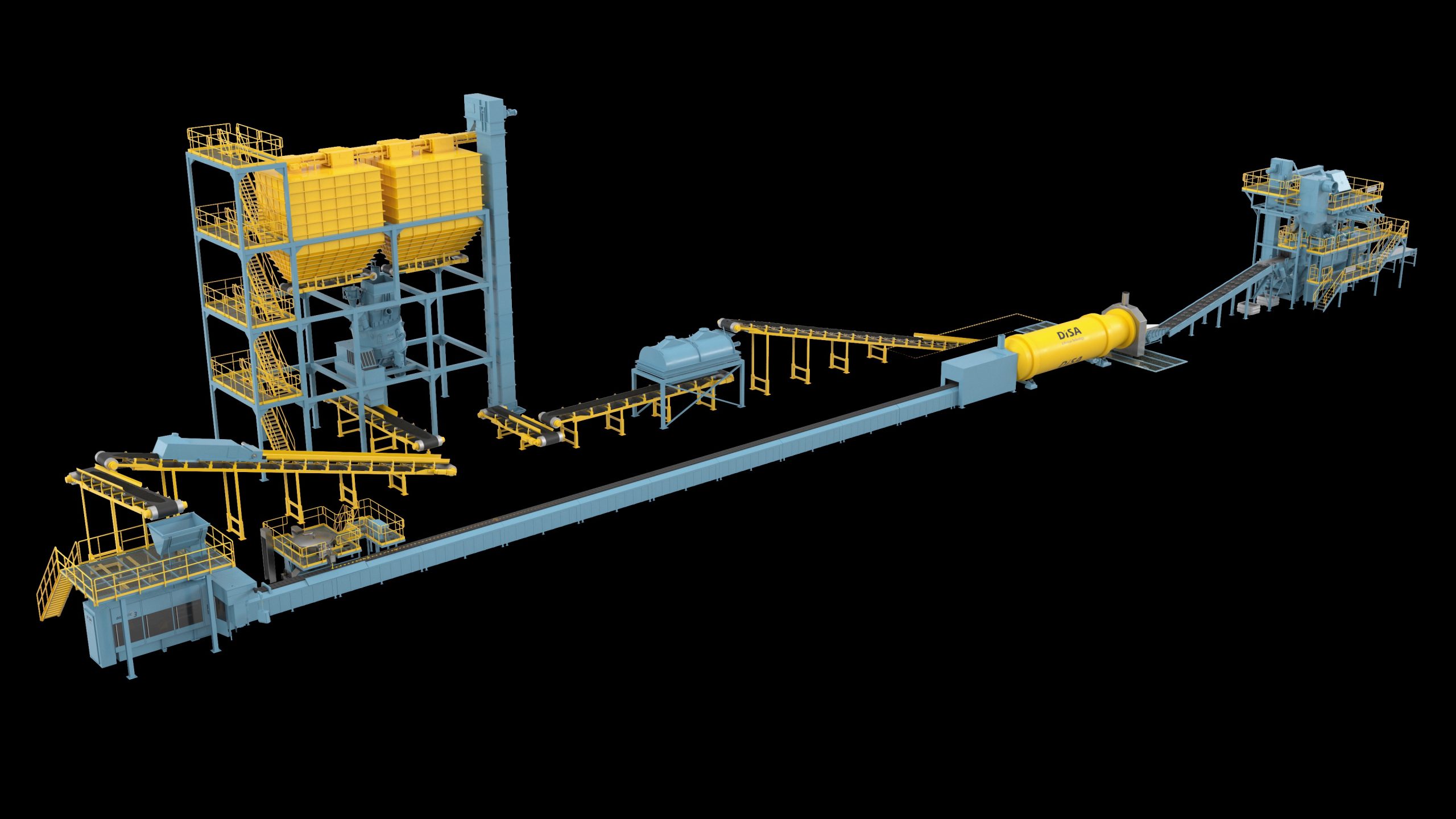
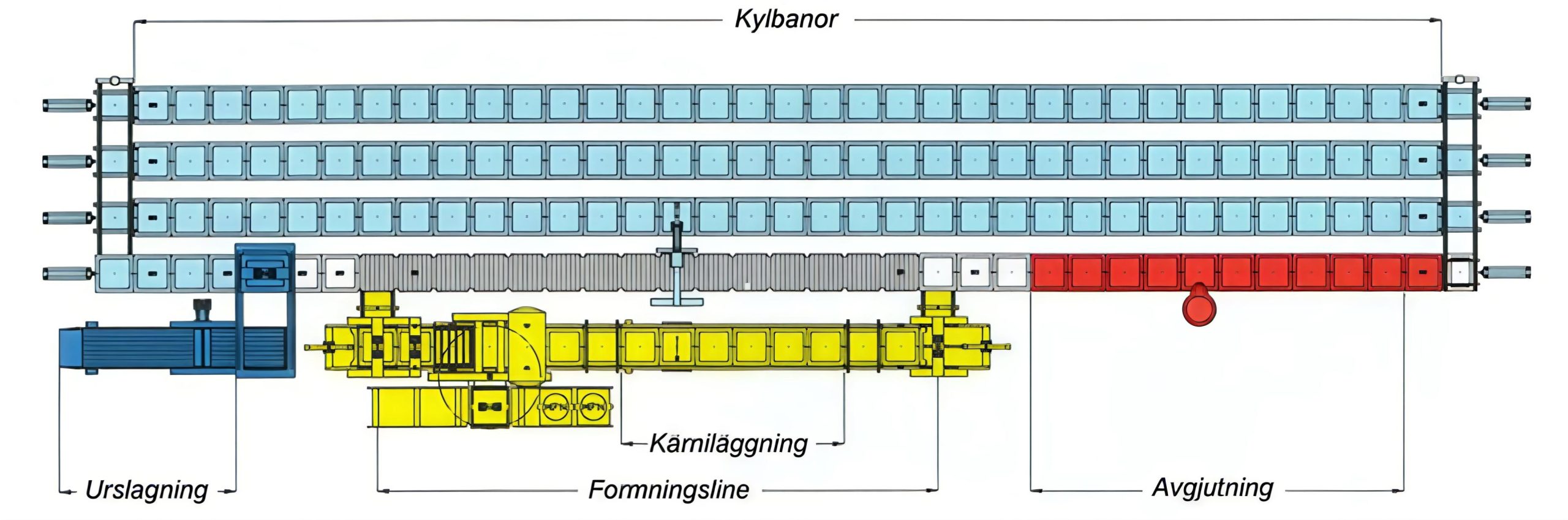
Bullarna skjuts ut på en bana som har en längd av 11 meter eller mer. Banan måste vara rätlinjig.
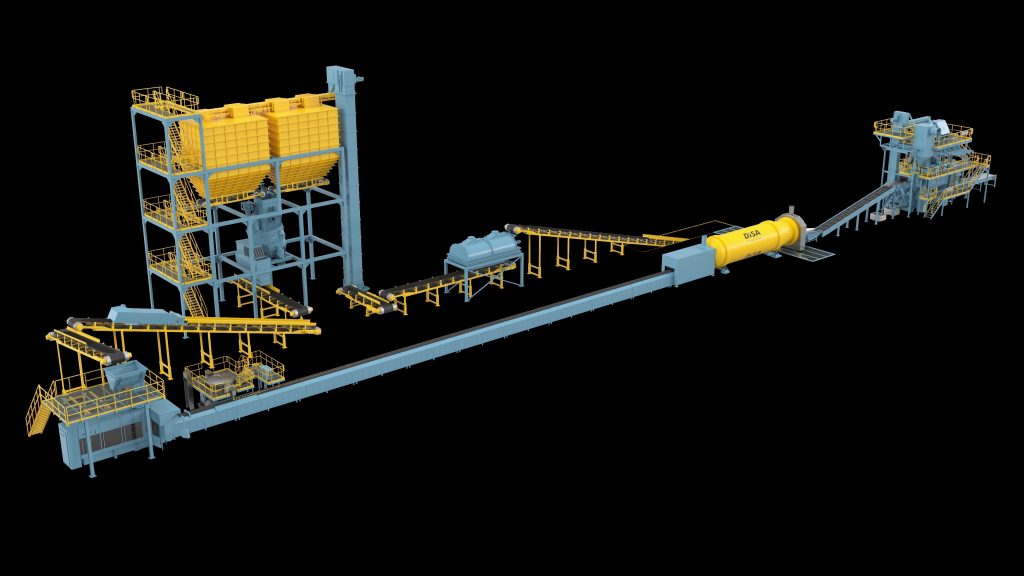
Figur 28. Disamatic formingsline.
Disamaticmaskinen är en mycket produktiv maskin. Senaste serien av maskiner 240–280 klarar upp till 450 kärnlösa formar per timme och upp till 400 formar per timme med kärnor. Maskinerna har även möjlighet av automatiskt modellbyte. Maskinen kan förses med utrustning för automatisk kärniläggning. Förses den med automatisk avgjutning kan den arbeta helt automatiskt.
Följande film visas en Disamaticmaskin i arbete:

8.3.9 Formningsanläggningar
I dagens gjuterier sker råsandsformning till största delen i mekaniserade formningsanläggningar. Genom mekanisering och i många fall i det närmaste helautomatisering av de olika arbetsmomenten har produktiviteten mätt i mantimmar per ton kunnat minskas.
Dessutom har man kunnat eliminera tidigare tunga och ur arbetsmiljösynpunkt besvärliga arbetsmoment. Ofta är det enda manuella arbetsmomentet kärniläggning. Vid flasklös formning (bullformning) och i moderna flaskformningsliner är även detta arbetsmoment helautomatiserat.
Moderna formningsanläggningar är normalt uppbyggda kring en eller två formmaskiner. I de fall då en formmaskin används vid flaskformning formas omväxlande över- och underformen. I dagligt tal sägs ofta att över- respektive underflaskan formas. Brättväxling sker således mellan varje formningscykel. Numera finns även flaskformningsmaskiner med så kallad ”tvilling”-formning, vilket innebär att över- och underform formas samtidigt (cirka 270 formar per timme). När två formmaskiner används formas överformen i den ena maskinen och underformen i den andra. Från formningsstationen förs underformen till en kärniläggningssträcka, varefter den läggs samman med överformen.
Efter avgjutning förs formarna sedan till en kylsträcka eller en kyltunnel för att svalna innan urslagningen. Godset förs vidare till renseriet och de tomma flaskorna förs åter till formningsstationen.
Här finns några filmer på formningsanläggningar:


I följande avsnitt finns några exempel på anläggningar för råsandsformning beskrivna.
8.3.10 Exempel 1: Råsandsformningsanläggning med två formmaskiner
I det exempel som visas nedan sker formningen i två maskiner, en för överformen och en för underformen.
Brättväxling kan ske i de båda maskinerna utan nämnvärd tidsförlust. Flaskstorleken är 1 000 x 900 x (325 + 325) mm och produktionstakten är cirka 90 formar per timma. Vid tvåskiftsdrift är produktionstakten 15 000 ton grå- och segjärnsgjutgods per år.
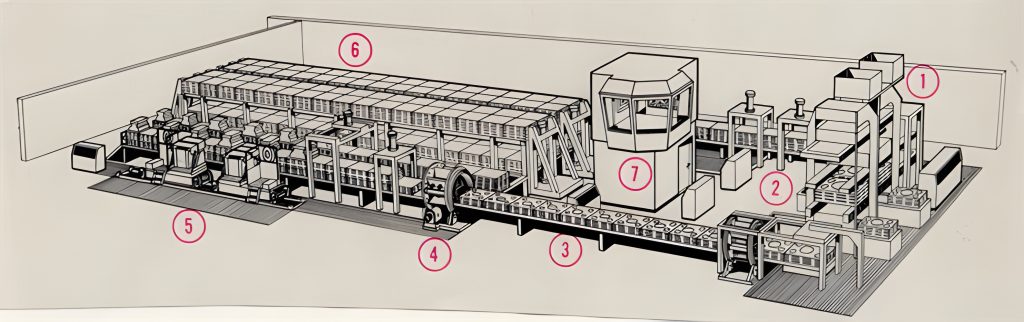
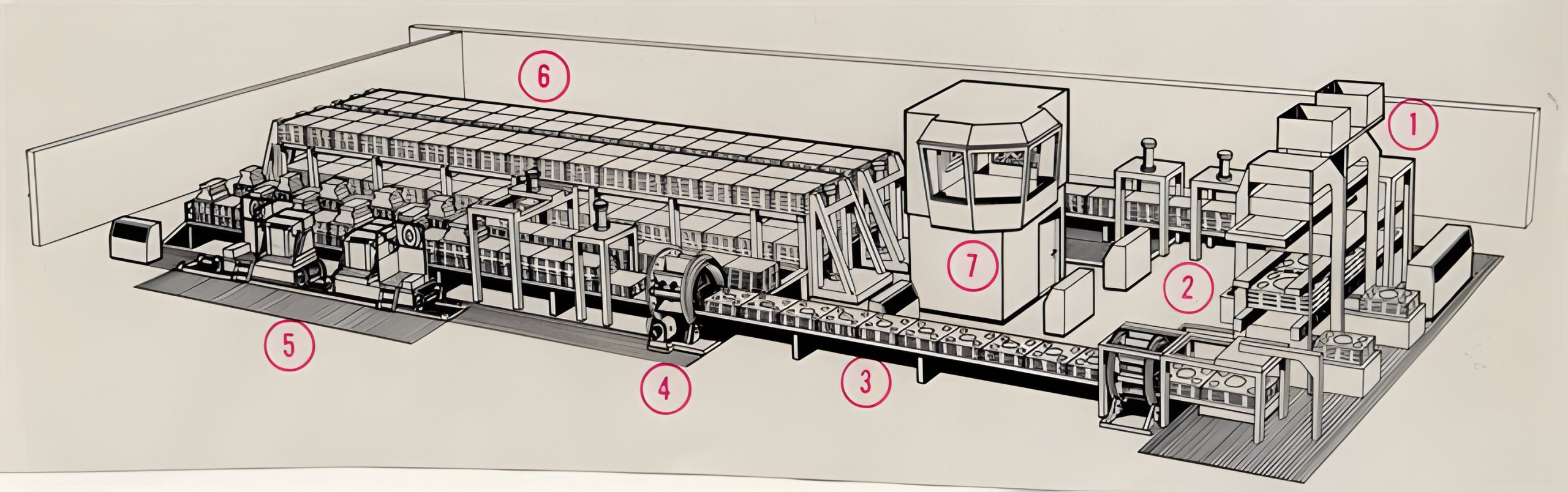
Figur 29. Flaskformningsline (SKF Mekan AB).1. Formmaskiner
2. Utrustning för vändning av över- och underform
3. Kärniläggningssträcka
4. Utrustning för vändning av överform och hopläggning av över- och underform
5. Avgjutningsstation
6. Kylmagasin
7. Manöverrum
Råsandsformmassan komprimeras först genom en förskakning och sedan genom samtidig skakning och pressning. Överformen, som formas i den första maskinen, passerar genom den andra maskinen, som tillverkar underformen. På banan efter formmaskinerna matas därför växelvis ut över- och underformar. Partytan är på båda formarna vänd nedåt. I detta läge är således underformen ”felvänd”.
Formarna förs sedan in i en så kallad ”dubbelvändare” där de vänds 180 grader. Man kan nu lägga i kärnorna. Normalt läggs kärnor endast i underformen, men med den valda lösningen är det möjligt att lägga kärnor även i överformen.
Under nästa steg i processen vänds överformen på nytt, varefter formdelarna läggs samman. Sedan skjuts en plåt in under formen och en 1,5 tons vikt placeras på denna. Detta kallas för ”viktning” av formen.
De kompletta formarna matas sedan fram till avgjutningsstationen. Efter avgjutningen förs formarna på en bana parallellt med avgjutningssträckan. Vikterna lyfts av varefter formarna matas in i ett kylmagasin, som i denna anläggning omfattar åtta banor.
Med undantag för övervakning, kärniläggning och avgjutning arbetar formningsanläggningen helt automatiskt. I huvudsak är anläggningen hydrauliskt driven och arbetar med ett åttiotal cylindrar. Tre TV-kameror övervakar urslagningen och transportörerna för godset medan en fjärde kamera bevakar avgjutningen.
Anläggningen förses med formmassa från en anknuten sandberedning, kärnor från ett närliggande kärnmakeri och smält järn från ett smältverk i samma byggnad. Det tillverkade gjutgodset matas från urslagningsstationen via skakroster för skiljande av gods och formmassa in i en lång kyltunnel, där godset under transporten till renseriet kyls ner till cirka 80°C med kylluft.
8.3.11 Exempel 2: Råsandsformningsanläggningar med en formmaskin
I det här exemplet används två anläggningar som är baserade på en formmaskin som arbetar enligt principen ”luftström-pressning”.
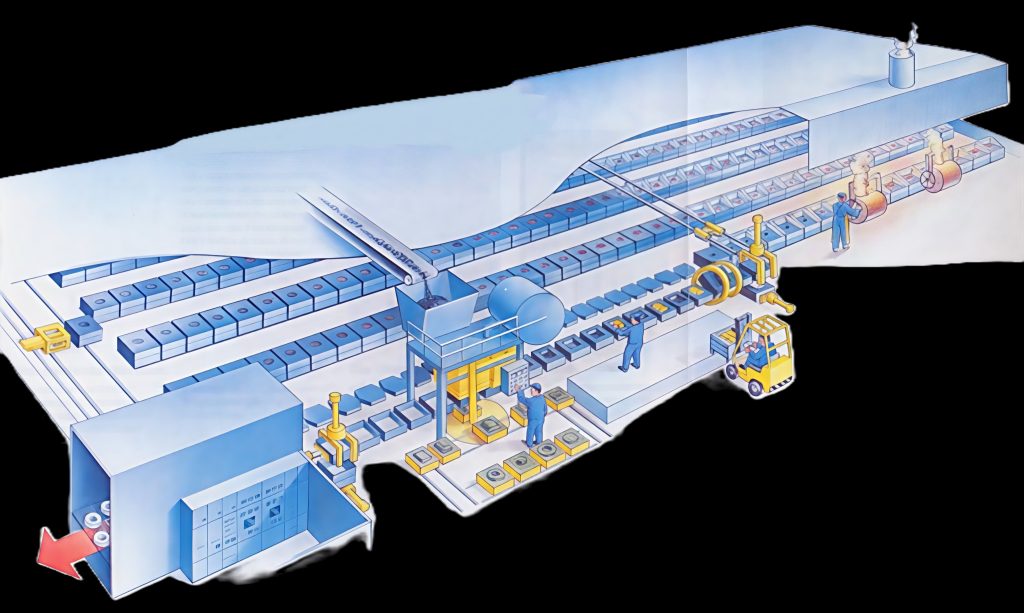
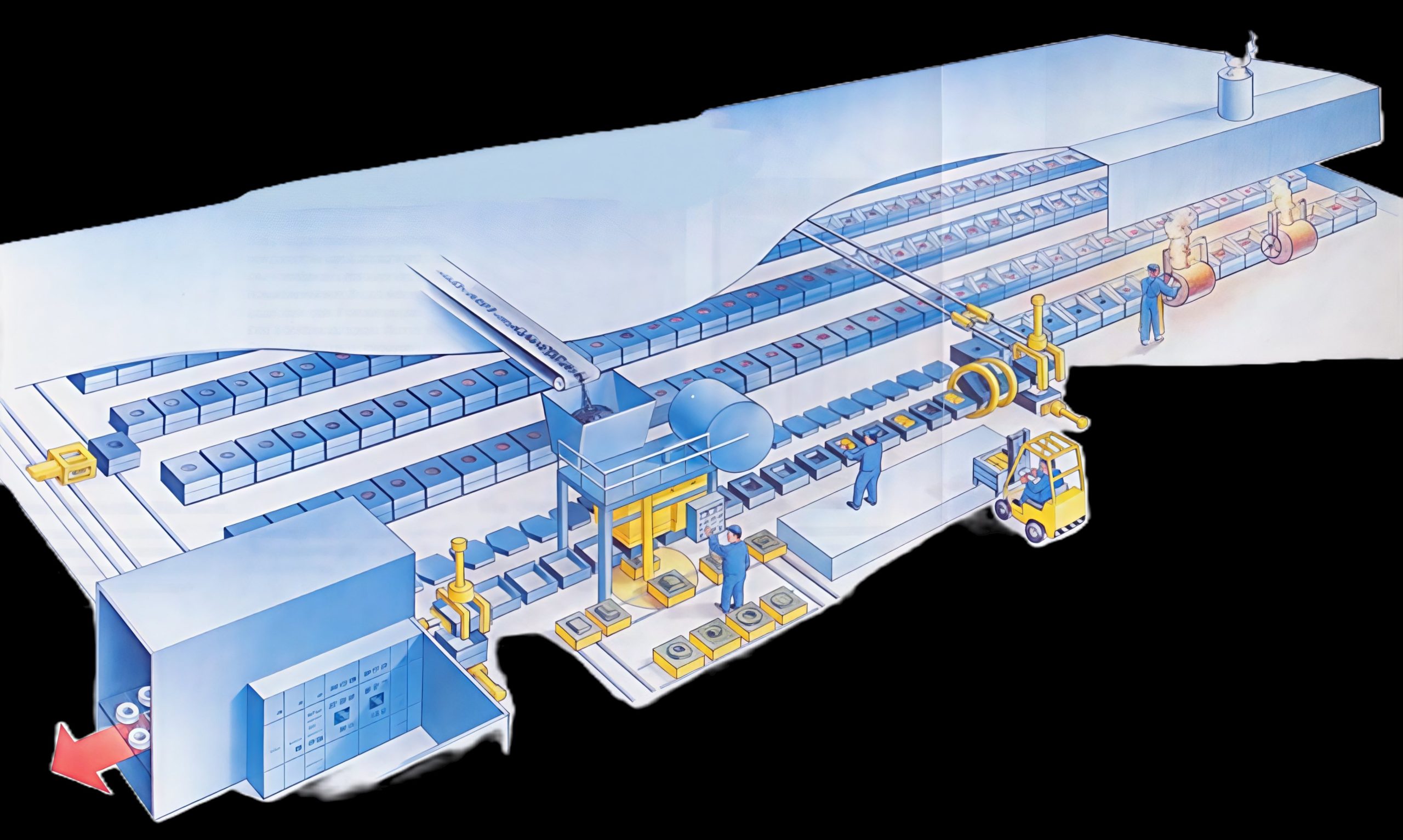
Figur 30. Formningsanläggning med en Seiatsu-maskin. Produktionskapacitet cirka 130 formar per timme.
Figur 31. Layouten för anläggningen.
Ett annat exempel är formningsanläggningen i figur 32 nedan. Den kan samtidigt producera en överform och en underform eller alternativt två överformar och två underformar. Maskinen är försedd med ett roterande bord, vilket möjliggör modellbyte inom cykeltiden.

8.3.12 Exempel 3: Råsandsformningsanläggning med en formmaskin för bullautomatformning
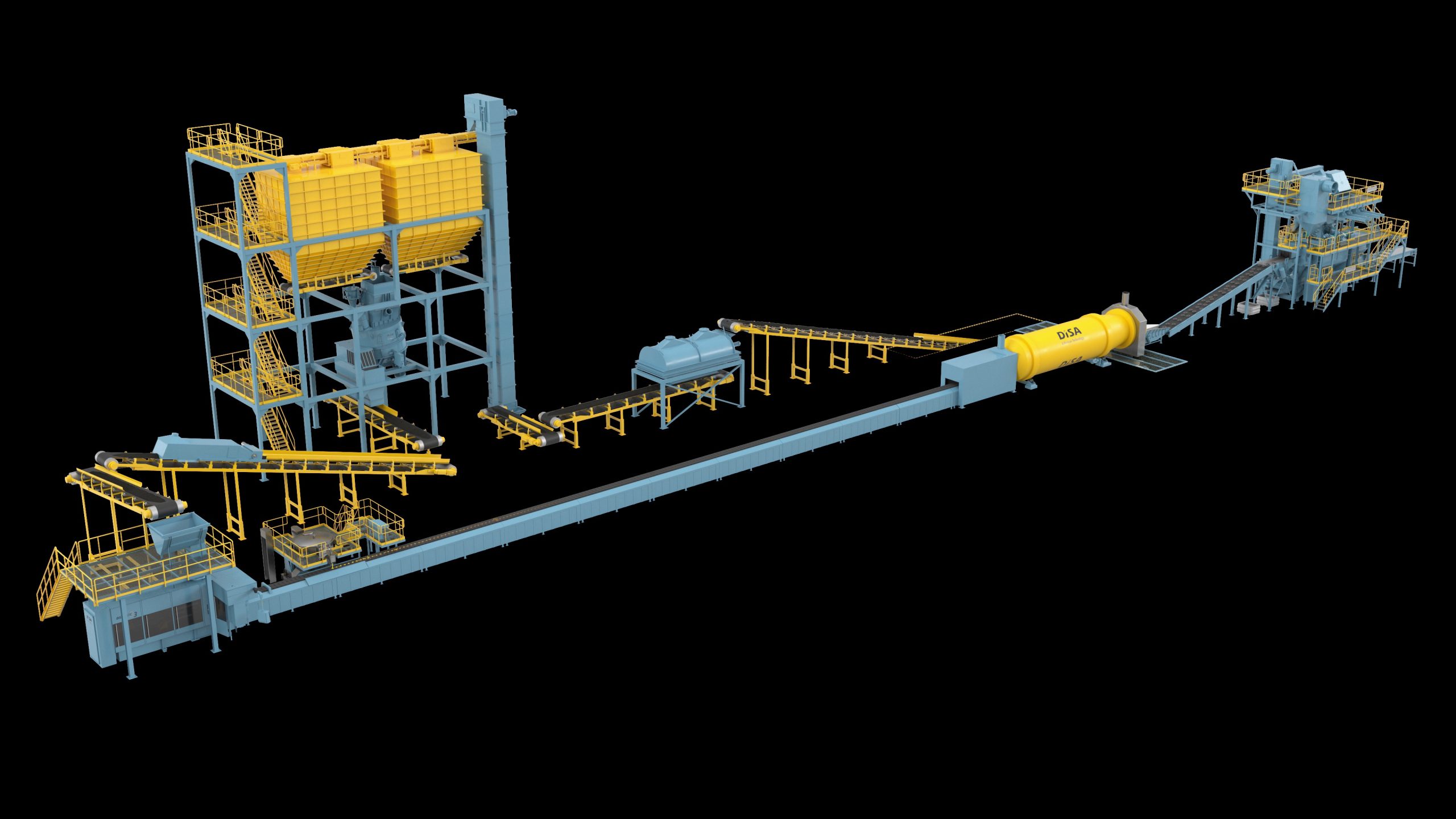
Råsandsformningsanläggningen i figurerna 33 och 34 nedan är baserad på en formmaskin av typ Disamatic. Anläggningen är bland annat försedd med en utrustning för snabbt brättbyte. Vidare är anläggningen försedd med en utrustning för automatisk kärniläggning.
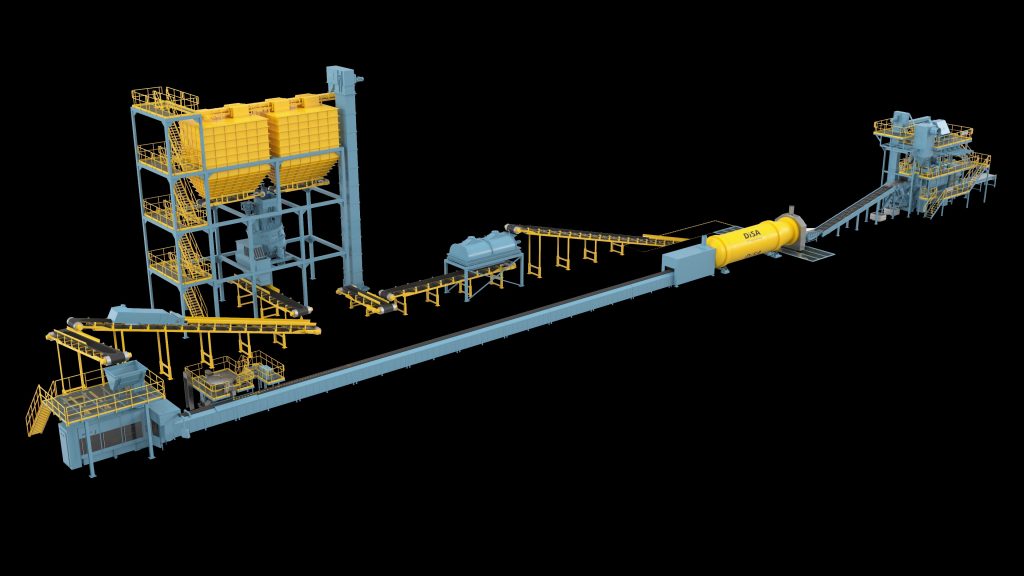
Figur 33. Formningsanläggning med en Disamatic-maskin.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}