1.2.1 Definition och förklaring
Hårdheten hos ett material kan definieras som förmågan att motstå plastisk deformation när en främmande kropp trycks mot materialytan. Ju svårare det är att göra ett permanent intryck desto hårdare är materialet.
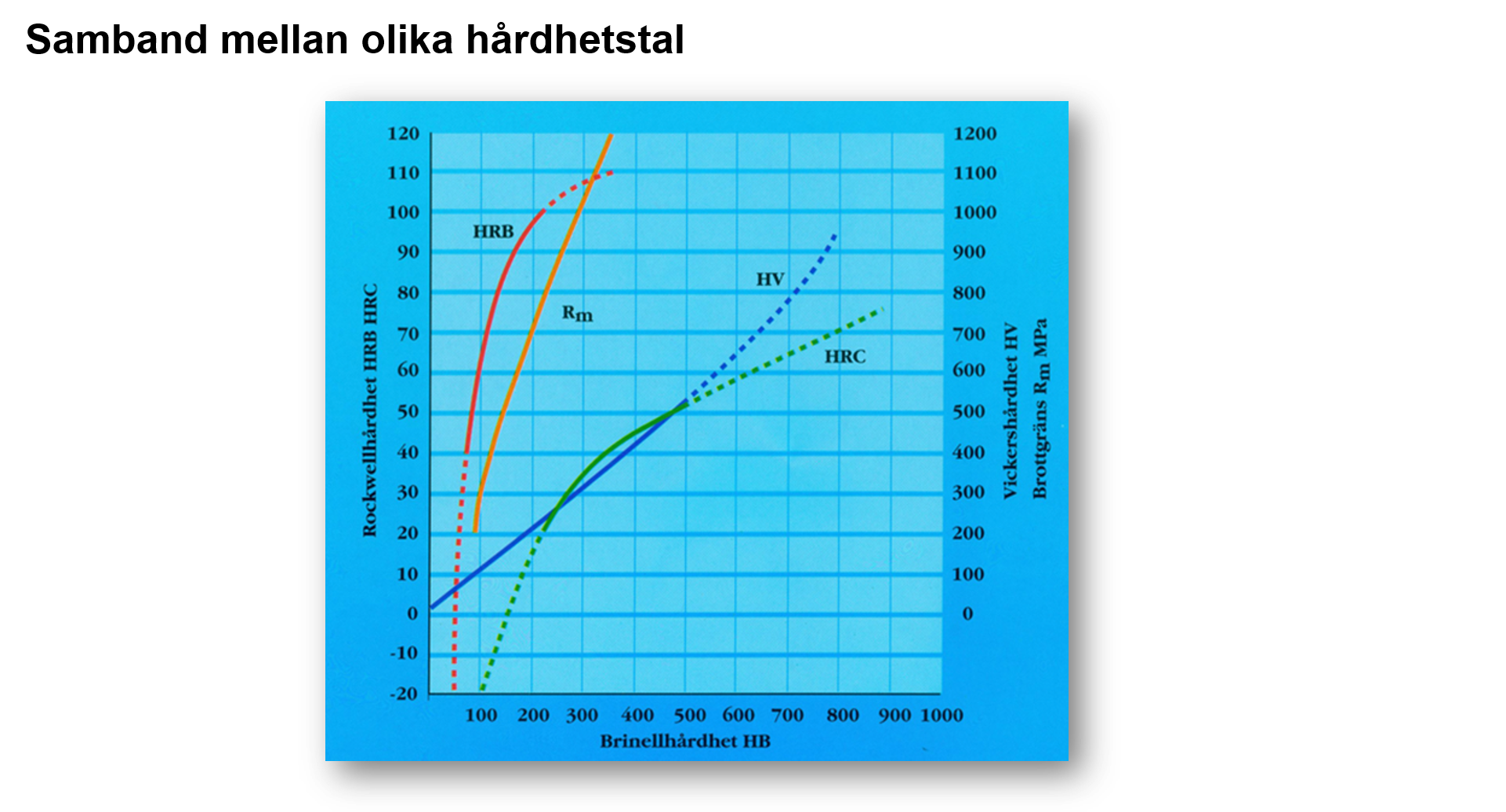
Det finns ett klart samband mellan brotthållfasthet (Rm) och hårdhet.
Strukturbeståndsdelen ferrit är mjuk medan cementiten (Fe3C) är hård. Hårdheten hos ferriten ökar med olika störningar i kristallgittret, till exempel ökad dislokationstäthet efter kallvalsning eller ”fastfrusna” kolatomer i nybildad martensit.
Ett ståls hårdhet påverkas alltså av dess kemiska sammansättning, struktur och eventuell kallbearbetning. Genom olika värmebehandling kan strukturen förändras och därmed också hårdheten inom vida gränser.
1.2.2 Hur mäter man hårdhet?
Det finns tre vedertagna metoder att mäta ett ståls hårdhet: Brinell, Vickers och Rockwell. I samtliga fall pressar man ett hårt verktyg mot en slipad yta och mäter sedan på något sätt intryckets storlek.
Brinellhårdhet
Metoden utvecklades vid sekelskiftet av överingenjör Johan A. Brinell i Fagersta och används över hela världen.
I provapparaten trycks en härdad kula av stål eller hårdmetall mot provytan. Vanligen är kuldiametern 10 mm, men vid små prov kan mindre kulor användas. Kraften är normalt 3000 kp (29400 N), men med mindre kulor används motsvarande lägre kraft. Principen framgår av Figur 15.
Diametern på det uppkomna intrycket mäts noggrant och i en tabell kan man sedan avläsa brinelltalet. Resultatet kan till exempel skrivas 150 HB 10/3000, där 150 är brinellhårdheten, HB betyder hårdhet enligt Brinell och 10/3000 anger kuldiametern i mm och lasten (i kp).

Vickershårdhet
Vid vickersprovning använder man en pyramidformad diamant istället för en kula. I princip görs provningen på samma sätt fast med betydligt lägre last, vanligen 30 kp (294 N). Intryckets båda diagonaler mäts upp och medelvärdet ger via en översättningstabell hårdhetstalet.
Metoden tillåter även provning med betydligt mindre laster och ger därför möjlighet att prova mycket små eller tunna prover.
Resultatet ges till exempel som 150 HV 30, där 150 betyder vickershårdheten, HV anger metoden och 30 ger använd last i kp.
Rockwellhårdhet
Rockwellmetoden, som härstammar från USA, har två varianter; B för mjukare stål och C för hårdare. Principerna framgår av skissen i figuren. En viktig skillnad jämfört med de båda tidigare beskrivna metoderna är att man mäter intrycket på ett annat sätt.
Vid rockwellprovning lägger man först på en liten last, vanligen 10 kp. Därvid bildas ett litet intryck och alla delar i provmaskinen trycks ihop så att inga glapp finns. En mätklocka, som mäter intryckskroppens lodräta rörelse, ställs på 0. Lasten ökas till föreskriven storlek och får ligga kvar i en bestämd tid. Därefter minskas lasten tillbaka till 10 kp, och intryckets djup mäts direkt på klockan, som är graderad i rockwellenheter.
Exempel på rapportering: 65 HRC. Metoden är den minst använda i Sverige.
Någon bra översättning mellan metoderna kan man inte få. Bäst överensstämmelse har Brinell och Vickers i området upp till cirka 500 HB respektive HV. Vidanstående diagram visar en ungefärlig översättning från brinellhårdhet till de övriga metoderna samt till brottgränsen Rm.
1.2.3 Inverkan av värmebehandling
Hårdheten påverkas i hög grad av de olika glödgningar som beskrivs i föregående kapitel. I detta ska vi koncentrera oss på olika härdningsmetoder, eftersom de ger stålet de högsta hårdheterna.
Genomhärdning till martensit
Martensithärdning är den vanligaste härdningsmetoden. Den följer i princip tid-temp.- diagrammet i Figur 17.
Austenitiseringstemperaturen väljs ur järn-koldiagrammet och är beroende av kolhalt, eventuella legeringsämnen och släckningsmedlet.

Släckningen sker på ett sätt, som avgörs av flera faktorer. Den måste vara så snabb att varken perlit eller bainit hinner bildas. Legeringsämnen som Mn, Cr, Mo och B fördröjer bildandet av perlit och bainit och ger austeniten längre tid på sig att nå Ms, det vill säga den temperatur där martensit bildas. God omröring i kylbadet är viktigt.
CCT-diagrammet ovan visar principiellt härdning av en klenare stång (heldragna kurvor) och en grövre stång (streckade kurvor). Dessutom markeras kylningsförloppen för ytan resp. kärnan. Av diagrammet framgår att kylningshastigheten för den grövre stångens kärna varit för låg och att austeniten hunnit omvandlas till perlit. Däremot har den klenare stången helt omvandlats till martensit liksom ytskiktet på den grövre stången.
Vatten är det kraftigaste kylmedlet särskilt med en tillsats av salt för att höja kylförmågan. Kylhastigheten kan dock bli så hög att risken för kastningar, formförändringar och sprickor blir begränsande. Vattenhärdning används endast för enkla geometrier och låglegerade stål.
Vatten med tillsats av någon polymer ger en kyleffekt, som kan väljas att ligga mellan vatten och olja. Detta kylmedel har blivit vanligare.
Olja är det vanligaste kylmediet vid härdning och har hög kylförmåga. Olja ger tillräcklig kylhastighet i de flesta fall.
Saltbad används ofta med en temperatur kring 150-200°C och ger en snabb nerkylning, men en tämligen mjuk martensitbildning.
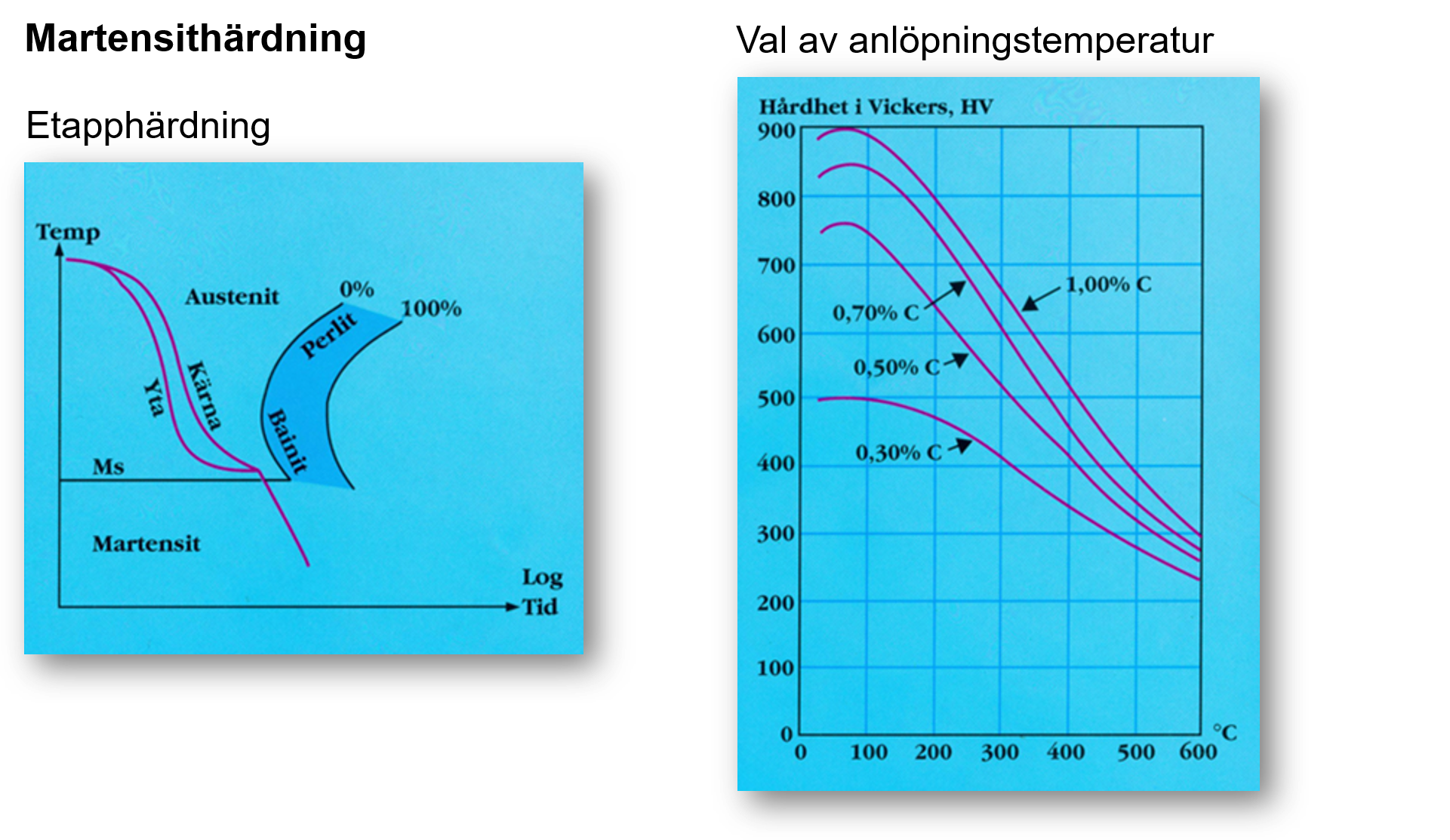
Om detaljen har komplicerad geometri eller då stora krav ställs på att kast och skevhet ska bli små, kan man med fördel etapphärda. Då används också saltbadugnar, men temperaturen väljs högre, strax över Ms-temperaturen för det aktuella stålet, se diagrammet nedan.

När temperaturen mellan yta och kärna har jämnats ut, kan detaljen tas upp och kylas i luft, varvid martensit bildas nästan samtidigt i hela detaljen och utan att större inre spänningar byggs upp.
Anlöpning
Efter martensithärdning är anlöpning nödvändig åtminstone vid högkolhaltiga stål. Anlöpningen innebär ett gradvis sönderfall av martensit mot ferrit och cementit.
Lågtemperaturanlöpning (150-230°C) har två grundsyften, dels att lösa ut de största spänningarna ur materialet, dels att stabilisera strukturen.
Stabiliseringen sker efter två linjer. Martensiten börjar sakta brytas ned och en variant av cementit skiljs ut som mycket små partiklar, samtidigt som martensiten befrias från en del kolatomer i sitt gitter och därigenom blir något segare.
Vid martensithärdning omvandlas normalt inte all austenit till martensit. Vid efterföljande anlöpning sönderfaller denna så kallade restaustenit till bainit, en stabilisering som blir allt fullständigare ju högre temperatur och ju längre tid som används.
Eventuell kvarvarande restaustenit kan senare sönderfalla om användningstemperaturen är förhöjd, och detta visar sig som en liten volymökning.
Det högra diagrammet Figur 18 visar hårdheten för några kolstål vid olika anlöpningstemperaturer. För alla härdbara stål finns liknande diagram, så att man lätt kan välja rätt temperatur för att få önskad hårdhet.
Högtemperaturanlöpning (550-650°C) används vid seghärdning. Det första steget vid seghärdning är en vanlig martensithärdning i olja eller vatten, beroende på härdbarheten. Normalt önskar man genomhärdning. Anlöpningen vid den höga temperaturen leder till kraftigt martensitsönderfall och ferrit och cementit bildas i större omfattning. Restausteniten övergår till bainit men ingen perlit bildas.
Anlöpningen ger goda möjligheter att anpassa hållfasthet mot seghet.
Hårdheten väljs ofta så, att materialet ska kunna svarvas eller borras med mera, och med moderna verktyg innebär det att man kan gå upp till cirka 400 HV, ibland ännu högre.
Seghärdningen utförs ofta av ståltillverkaren. Olika utrustning kan ge olika resultat vad gäller jämnhet i hållfasthet och inre spänningar. Härdning av stångknippor ger krokighet och kräver kraftigare riktning än enstångshärdning.
Härdning av rör är särskilt känslig och kräver en-rörshärdning under rotation, eller att kylmedlet sprutas på röret från alla sidor så att kylningen blir lika kraftig runt omkretsen.
Om man önskar en kombination av seg kärna och hög ythårdhet, kan man som avslutning induktionshärda ytan, eventuellt delar av denna som till exempel utsätts för stark nötning.
Anlöpningssprödhet, det vill säga en försämring av segheten kan förekomma om anlöpningen sker inom temperaturområdena 270-350°C eller 400-550°C. För att undvika detta bör man följa tillverkarnas anvisningar för det aktuella stålet.
Lågkolhaltiga stål, som martensithärdas till en hårdhet av 350-500 HV, brukar inte anlöpas.
Genomhärdning till bainit
Högkolhaltig bainit, som bildats vid låg temperatur, har hög hårdhet och tämligen god seghet. Jämfört med martensitbildning är det en långsam process och därför är risken för härdsprickor mycket liten.

Vid bainithärdning värmer man upp stålet till austenit på vanligt sätt, varefter det snabbt kyls till en temperatur strax över MS (=martensitbildningstemperaturen), se diagrammet. Kylningen görs i saltbad för att den ska gå så fort, att perlit eller högtemperaturbainit inte ska hinna bildas.
Den tid som krävs för bainitomvandling är lång, ofta flera timmar, och detta medför att kostnaden för bainithärdning är högre än för martensithärdning. Även legeringskostnaden blir högre med bainithärdning för samma ändamål.
Bainithärdning används bland annat vid tillverkning av grövre rullningslager och vissa verktyg främst för att undvika härdsprickor.
Sätthärdning ger ett hårt, höghållfast ytskikt och en seg kärna. Sätthärdning består av två separata behandlingssteg, ibland genomförs dessa dock i direkt följd,
- i det första steget tillförs kol på något sätt till stålytan
- i det andra steget genomförs härdningen.
Vid sätthärdning används vanligen lågkolhaltiga stål med kolhalter på 0,15-0,25%. För att få lämplig hållfasthet under ytan och i kärnan av arbetsstycket legerar man stålet med mangan, krom och ibland även nickel och molybden.
Processteget där kol tillförs materialets yta kallas uppkolning eller inkolning. Uppkolningen sker vid hög temperatur (850-950ºC), vilket kan medföra väsentlig korntillväxt. Denna korntillväxt kan effektivt motverkas genom att använda finkornbehandlat material. Oftast räcker det att tillräckligt med aluminium och kväve finns i stålet.
Det uppkolade ytskiktets tjockled styrs av kolets diffusion i austeniten, som ju är den struktur materialet har vid uppkolningen. Diffusionshastigheten är i stort beroende av temperatur och tid och därför kan man beräkna uppkolningsdjupet i förväg. Kolhalten vid och under ytan visas schematiskt i skissen ovan.
Tre olika metoder kan användas för att föra till kol. Uppkolningen sker i särskilda ugnar.
Vid gasuppkolning tillförs det kolavgivande medlet i form av en gas. Det finns flera sätt att göra detta, antingen generera en gas med hög halt kolmonoxid (CO) genom ofullständig förbränning av något kolväte, eller tillsätta förgasat kolväte direkt i ugnen, vilket då krackar till en uppkolande gas. Man vill inte driva uppkolningen vid ytan längre än till 0,8-1,0% C. Gasuppkolning är den industriellt mest använda metoden och den ger stora fördelar ur produktivitets- och övervakningssynpunkt.
Vid saltbadsuppkolning används ett bad av cyanidsalt, som värmts till cirka 900ºC. Det används vid små detaljer där man önskar små uppkolningsdjup. Av miljöskäl minskar metoden i användning.
Vid pulveruppkolning packas detaljerna ned i en låda med ett pulver, som brukar bestå av en blandning av träkol och bariumkarbonat. Lådan täcks och sätts sedan in i ugnen. Pulveruppkolning kräver mycket manuell hantering och har ingen industriell betydelse längre.
Även processteget härdning kan utföras på tre olika sätt, se principskisserna i Figur 20.
Direkthärdning, som vanligen innebär att materialet efter uppkolningen snabbt kyls till lämplig härdtemperatur för det uppkolade skiktet (800-840ºC) och efter temperaturutjämning direkt släcks i vatten eller olja. Direkthärdning är mycket vanlig hos komponenttillverkare, till exempel inom bilindustrin. Metoden kräver ett finkornbehandlat stål för att undvika stora austenitkorn och en grov struktur efter härdningen.
Enkelhärdning innebär att materialet får svalna utan att martensit bildas. Därefter görs en vanlig austenitisering och härdning.
Dubbelhärdning innebär att materialet direkthärdas efter uppkolning och därefter ges en vanlig austenitisering och martensithärdning.
I samtliga fall avslutas processerna med en lågtemperatursanlöpning.
Efter sätthärdningen har ytskiktet kraftiga tryckspänningar, vilket ökar utmattningsmotståndet. Sätthärdning används ofta för applikationer, där belastningen ger höga yttryck i kombination med utmattningspåkänningar, till exempel kugghjul och vissa typer av rullager.
Flamhärdning och induktionshärdning
I vissa fall kan det vara lämpligt att värma godset utan att använda ugn i egentlig bemärkelse. Man värmer då antingen med acetylen-syrgaslåga, så kallad flamhärdning, eller (vanligen) genom induktionsvärmning. I senare fallet värms godset med högfrekvent ström enligt ungefär samma princip som vid smältning i högfrekvensugn. Figur 21 visar några olika utföranden.
Det kan finnas många skäl till att man väljer induktionsvärmning. Ett är, att man vill ha bara ett tunt ytskikt av arbetsstycket härdat. Man väljer då högre frekvens på strömmen, varvid ytskiktet värms mycket hastigare än kärnan. Om större härddjup önskas använder man lägre frekvens. Fördelen med induktionsvärmning är att anordningen tar liten plats och sprider föga värme. Det är därför rätt vanligt, att man sätter in ett aggregat för induktionsvärmning i en vanlig verkstadslokal.
- Tillåter lokal härdning av stora eller komplicerade detaljer.
- Ger hög ythårdhet i kombination med mjukare kärna.
- Genom att använda material med lämplig kolhalt behöver man inte tillgripa uppkolning.
- Tillåter stora härddjup som inte kan uppnås vid sätthärdning.
- Formförändringarna blir mindre än vid härdning efter genomvärmning.
- Metoden är miljövänlig.
- Induktionshärdning är lämplig att automatisera och ger därmed god reproducerbarhet.

Nitrering
Genom nitrering kan lämpligt legerade stål ges relativt höga kvävehalter i ytan redan vid cirka 500ºC (under A1). Därvid kan mycket höga ythårdheter nås, 1000-1200 HV.
Metoden används främst för maskindelar där hög ythårdhet krävs, till exempel för att minska friktionen mellan glidande ytor. Detaljer, som ska nitreras är oftast seghärdade och färdigbearbetade före behandlingen. För att ett stål ska kunna nitreras, måste det innehålla ett eller flera av legeringsämnena Al, Cr och V, som alla binder N bättre än Fe. De bildar nitrider som utskiljs som mycket små partiklar.
Nitrering sker i strömmande ammoniakgas (NH3) vid 500-550ºC och tar 25-100 timmar. Det finns ett flertal processer i praktisk användning, till exempel Tenifer-behandling, Sulfinuzbehandling, Sur-Sulf- behandling, med flera. Bland fördelarna: mycket liten formförändring. Bland nackdelarna: höga kostnader.
Karbonitrering är en kombinationsprocess mellan nitrering och uppkolning, där huvudvikten ligger på uppkolning. Den görs i en uppkolningsgas, som spetsats med ammoniak, vid 800-850ºC.
Nitrokarburering är ytterligare en variant, som utförs vid lägre temperatur och därför till lägre kostnad.
Sammanfattning
Som en sammanfattning av värmebehandling från austenitiseringstemperatur kan uppställningen nedan ges. Den visar framförallt svalningshastighetens inverkan på det behandlade stålets struktur och hårdhet.

- För låg härdningstemperatur. (Ofullständig austenitisering).
- För hög härdningstemperatur. (Grovkornighet och restaustenit).
- För långsam kylning, som kan ha flera orsaker, till exempel dålig omröring, fel kylmedel et cetera. (För låg hårdhet)
- För stor avkolning (Mjuka fläckar).

{kind=link}
{kind=link}