0.6.1 Inledning
Gjutning av stål innebär att det flytande stålet omvandlas till fast fas för fortsatt bearbetning. De tekniska målen vid gjutning är att bibehålla de halter av olika element man uppnått i den metallurgiska behandlingen av det flytande stålet samt att uppfylla de kvalitetskrav som ställs från efterföljande varm- och kallbearbetningssteg och slutanvändning.
Typiska kvalitetskrav på gjutningar är:
Goda ytor, sprick- och porfrihet, jämn struktur med minimala sammansättningskillnader.
0.6.2 Teoretisk bakgrund för stelnandet
Skillnaden mellan stål i flytande fas och fast fas är att atomerna är rörliga i den flytande fasen medan de i den fasta fasen är ordnade i ett en regelbunden ordning i en kristall. Varje kristall växer i en riktning till den stöter på en annan kristall och kristallerna kan alltså vara olika i både form av storlek. Tillsammans bildar de en kristallstruktur i det fasta materialet. Gränserna mellan kristallerna är inte för alltid given utan kan ändras vid till exempel värmebehandling. Den struktur man ser i ett mikroskop på ett uppslipat prov behöver därför inte alltid vara gjutstrukturen.
I kristallen är atomerna lagrade i bestämda ordningar som kallas för gitter. Stålets kristallgitter är kubiskt, vilket i sin tur kan vara av två olika typer, rymdcentrerat eller ytcentrerat.
När det gäller stål finns alltså två huvudstrukturer, dels den rymd-centrerade som kallas för ferrit och dels den ytcentrerade som kallas austenit. När temperaturen för en stålsmälta sänks och temperaturen når stålets likvidustemperatur inleds stelningen. Stelningen sker dock inte fullständigt vid en konstant temperatur utan sker efterhand i ett temperaturintervall. Den nedre temperaturen där stelningen är fullbordad kallas solidustemperaturen. Temperaturskillnaden mellan likvidus och solidus kallas för stelningsintervall. Att man får ett stelningsintervall beror på att det finns legeringsämnen i järnet. Rent järn stelnar vid en temperatur 1536ºC och har inget stelningsintervall. I ett fasdiagram visas jämvikter mellan olika faser som funktion av legeringsämnen och temperatur. I Figur 10 visas en del av ett fasdiagram för det i praktiken viktiga Fe-C systemet. Utan att här gå in på de bakomliggande teorierna kan man ur figuren utläsa som exempel att när ett stål med 1% C temperatur sänks så att man möter likvidustemperaturen i punkt a så kommer smältan att så i jämvikt med fast stål med sammansättning (kolhalt 0,5%) i punkt b.

Det först stelnande stålet har således en annan sammansättning än smältan. Vid fortsatt temperatursänkning stelnar alltmer material som successivt får en högre kolhalt. I Figur 10 visas till exempel att när hälften av smältan har stelnat har det fasta stålet en sammansättning motsvarande e och det flytande stålet en sammansättning motsvarande d. När man nått temperaturen 1340°C har allt stål stelnat. Man bör hålla i minnet att resonemanget ovan förutsätter ideala förhållanden. I verkligheten måste en viss underkylning till för att stelningsprocessen skall starta. Graden av underkylning bestäms bland annat av svalningshastigheten. En konsekvens av stelningsförloppet är således att det först stelnande stålet inte har samma sammansättning som det sist stelnande. Dessa analysskillnader kallas för segring och skall diskuteras mer nedan. En annan konsekvens är att det först stelnande partiet vill fortsätta in i ny ”oförstörd” smälta där anrikning inte skett. Detta sker med diffusion och därför utbildas stelningsfronten i form av runda spetsar så kallade dendriter, se Figur 11. När en dendrit blivit tillräckligt lång och temperaturen sjunkit ytterligare kan nya spetsar bildas vinkelrätt mot den första tillväxtriktningen. Dendrittillväxten får ett julgransliknande utseende. Om tendensen till vinkelrät tillväxt undertrycks växer dendriterna parallellt och bildar så kallade pelarkristaller. Detta gäller till exempel vid stark underkylning.

I Figur 10 visas också vilken typ av struktur som stålet stelnar till. Inledningsvis stelnar stålet ferritiskt för att senare stelna austenitiskt. Vid fortsatt stelnande omvandlas sedan stålet återigen till ferrit. Genom legeringstillsatser kan stabilitetsområdet för de olika kristallfaserna förändras. Ett exempel på detta är austenitiskt rostfritt stål där austenitfasen är stabil ner i rumstemperatur.
Ett annat viktigt fenomen som inte framgår av figuren är att stålet vid stelnandet avger stelningsvärme som också måste kylas bort för att stålet skall stelna. Stelningsvärmen motsvarar cirka 300 á 400ºC temperaturskillnad. Vid uppsmältning åtgår motsvarande värmemängd.
0.6.3 Fenomen vid gjutningen
- Krympning
- Rörelse i flytande stålet
- Stelningsstrukturen utbildas
- Segringar
- Gasblåsor
- Inneslutningar
- Sprickor
Krympning
Krympningen beror på ändring av tätheten med temperaturen. En kubikmeter (m3) flytande stål (kolstål) väger cirka 6,9 ton medan en kubikmeter stelnat stål väger cirka 7,9 ton. Räknat per ton stål betyder krympningen cirka 18 liter.
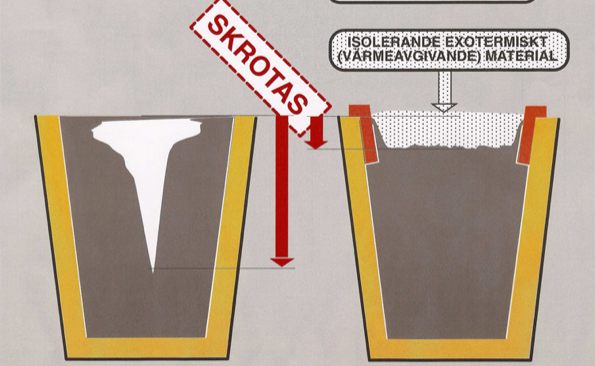
I mikroskolan betyder detta att man behöver suga in material i de sist stelnande partierna mellan växande dendritspetsar. Det kan hända att transporten av material är så trög att materialet inte når fram. Då bildas porer som dock relativt enkelt välls ihop vid varmbearbetningssteget. I makroskolan kan framförallt vid götgjutning och vid avslutandet av en stränggjutning stora insjunkningar ske vilka kallas pipe. Se Figur 12.

Rörelse i stålet
När stålet hälls i en kokill uppstår badrörelsen pga täthetsskillnader som i sin tur beror på temperaturskillnad. Stålet blir kallast närmast kokillväggen och därför rör sig stålet neråt utefter kanterna och uppåt i mitten.
Detta gäller för både göt- och stränggjutning och anses ha effekt på var oxidiska inneslutningarna slutligen hamnar. I princip är det negativt eftersom man vill att inneslutningarna skall flyta upp och fastna i gjutpulvret. För götgjutning innebär rörelsen att sammansättningsskillnaden kan uppträda mellan olika delar av götet. Dessa sammansättningsskillnader kallas makrosegringar.
Stelningsstruktur
När stål stelnar drivs tillväxten i praktiken av en underkylning, det vill säga att ståltemperaturen ligger under likvidustemperaturen. Underkylning behövs för att kärnbildning skall äga rum. Intill den kalla kokillytan får det först stelnade materialet en stark underkylning och därför bildas många kärnor för nya kristallkorn se Figur 13. Den först stelnade ytzonen får på grund av det stora antalet kärnor ett utseende som karaktäriseras av likaxliga kristaller. Denna zon blir i regel rätt tunn för att övergå i en mellanzon med pelarkristaller. I mellanzonen har man en mindre underkylning eftersom värmen måste transporteras genom den yttersta zonen till kokillväggen. Den lägre underkylningen leder till att tillväxten måste ske på redan existerande kärnor och därför växer materialet företrädesvis i en riktning.
Oftast utbildas en tredje zon kallad centrumzonen. Där är återigen kristallerna likaxliga det vill säga de växer i alla riktningar. Detta beror på att den totala temperaturen sänkts under likvidus (men ovan solidus) så att en uppstart av många nya kristaller lättare kan äga rum.

Segringar
Man brukar skilja på mikrosegringar och makrosegringar. Mikrosegringar som också kallas kristallsegringar sker genom att det först stelnade materialet i dendritspetsen är annorlunda än det sist stelnade materialet vilket förklaras i Figur 10. En förenklad förklaring är att material med lägre legeringsinnehåll stelnar tidigare än högre legerat och eftersom det finns stelningsintervall mellan likvidus (påbörjad stelning) och solidus (avslutad stelning) finns ett utrymme för stålet att stelna med olika sammansättning som avviker från smältans sammansättning.
Makrosegringar innebär analysskillnader över större avstånd. Mekanismen är för vissa typer av makrosegringar samma som för mikrosegringar medan den för andra typer kan finna sin förklaring i rörelser i materialet som bland annat uppkommer genom täthetskillnader. Makrosegringarna är naturligtvis allvarligare för stålets egenskaper på grund av den större skalan. Mikrosegringar kan minska avsevärt genom diffusion vid vanlig värmebehandling medan markrosegringar ger oönskade egenskapsskillnader i materialet. Vid götgjutning åtgärdas i stor utsträckning segringsproblemet genom en kraftig varmbearbetning. För stränggjutning är bearbetningsgraden lägre och därför existerar för stränggjutning av vissa sorters stål ett segringsproblem.
Gasblåsor
Gasblåsor kan naturlitvis vara mycket negativa för stålets egenskaper. Typen av gasblåsa spelar dock en stor roll. De gasblåsor som går ut till ytan och vars inre därför kan bli oxiderat av luften är mycket negativa eftersom de inte går att välla ihop under valsningen. Vanligaste exemplet på detta är väteblåsor som helt enkelt beror på för hög löst väte i det flytande stålet. Väteblåsorna kan kärnbildas direkt vid stålets stelnande och går då ofta ut till ytan. Dessa typer av blåsor kallas pinholes.
I de sist stelnade partierna utbildas ibland undertryck på grund av trögheten att mata fram nytt stål i de trånga kanaler som uppstår. Därigenom kan porer som innehåller väte och kväve utbildas. Dessa porer valsas dock i regel enkelt ihop vid påföljande varmbearbetning.
En tredje typ av gasporer som är mycket negativ är argonblåsor. Dessa kommer från argon som använts tidigare i processen och inte hunnit avskiljts. Det är relativt ovanligt men där det förekommer blir det katastrofalt eftersom porerna kan vara rätt stora och argon på grund av sin totala olöslighet i stål inte trycks samman vid varmbearbetningen. Man kan minska risken genom att se till att det finns tid mellan sista argonanvändningen och gjutningen så att eventuella argonblåsor kan flyta upp och avskiljas.
Inneslutningar
De primärt utskilda oxidiska inneslutningar (det vill säga de som utskiljts innan gjutningen) vill man hålla nere i antal och begränsa maxstorleken hos. Det största avskiljningsarbetet sker i skänk och gjutlåda. En viss del sker dock även i kokillen. Även om man försöker skydda stålet från en återoxidation vid flödet av stål ner i kokillen är det oftast svårt att undvika helt. I kokillen sker därför ett viktigt avskiljningsarbete av både nybildade oxider och oxider som inte hunnit avskiljas tidigare. Vid stränggjutning har man utvecklat gjutrörsutformningen och en elektromagnetisk broms för att optimera avskiljningen i kokillen. Vid götgjutning kan metoder att hålla övre delen av kokillen varm förbättra avskiljningen. Förutom mängd och storlek kan inneslutningarnas läge och ansamling ha en betydelse. I götgjutning talar man om en ”slaggdriva” i nedre delen av götet medan man vid stränggjutning kan få en ansamling av inneslutningar till centrum av ämnet. Införandet av böjd sträng ökade tendensen till anrikning genom att inneslutningar kunde flyta uppåt och på så sätt ytterligare anrikas i ett plan. Genom att röra om strängen (som beskrivs mer nedan) kan situationen förbättras.
De sekundärt utskilda oxiderna det vill säga de som skiljs ut vid stelnandet har genom sin ringa storlek ingen känd negativ effekt. Däremot kan finnas anledning att ha kontroll över de sekundärt utskilda sulfiderna, eftersom de kan utvecklas som oönskade filmer i korngränserna.
Sprickor
Sprickor är naturligtvis negativt för egenskaperna. Sprickor uppstår på grund av de spänningar som kopplade till stålets stelnande och krympning överskrider hållfastheten vid den aktuella temperaturen. Man måste således arbeta såväl med stålets högtemperaturegenskaper som konstruktion av gjutprocessen så att spänningar begränsas i möjligaste mån. Hållfastheten vid hög temperatur påverkas negativt av element som lägger sig i korngränserna. Även låga halter av föroreningsämnen kan därför ha en negativ inverkan. Typexempel är svavel som kan utbilda tunna filmer i korngränserna. Vid strängjutning kan man skapa spänningar som leder till sprickor genom att välja felaktiga geometrier eller val av kylningshastigheter. I nästa kapitel om stränggjutning kommer detta att behandlas mer i detalj.

{kind=link}
{kind=link}
{kind=link}