10.3.1 Lödning
Vid lödning förbinds två metalliska material med varandra med hjälp av ett smält tillsatsmaterial (lod), som har lägre smälttemperatur än grundmaterialet, Figur 117. Lödning med lod som smälter vid temperaturer under 450ºC kallas mjuklödning. Om lodet smälter över 450ºC talar man om hårdlödning. Två speciella hårdlödningsmetoder, som fått stor användning för tillverkning av lödda värmeväxlare i bilar, är vakuumlödning, där inget flussmedel behövs och skyddsgaslödning, som använder ett icke korrosivt flussmedel.

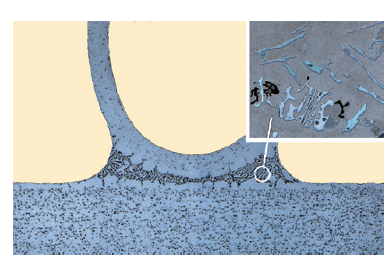
För att erhålla ett bra lödförband krävs, oavsett lödmetod, att det smälta lodet kan väta, flyta ut på, de två materialdelarna. Man får då en metallisk förbindelse mellan lodet och metallen, Figur 118. Den tunna, men täta och hårda, aluminiumoxiden måste brytas upp och avlägsnas så att lodet kommer i kontakt med oxidfri metall. Oxiduppbrytningen görs vanligen på kemisk väg med ett flussmedel, eventuellt kombinerat med mekanisk oxidborttagning. Flussmedlet säkerställer vätning mellan lod och grundmaterial genom att lösa upp oxiden och förhindra bildning av ny oxid.

De flesta flussmedel är mycket korrosiva mot aluminium, speciellt i fuktig miljö. Därför måste flussmedelsresterna avlägsnas efter lödningen. Ett korrekt utfört lödförband är starkt, trycktätt, ledande för värme och elektricitet samt korrosionshärdigt, vilket innebär att lödning är en lämplig fogningsmetod i följande fall:
- vid tunt material
- vid fogning av aluminium mot andra metaller
- då värmning till svetstemperatur inte är lämplig
- vid fogning av stora ytor
- vid serietillverkning av små detaljer
- då en konstruktion är komplicerad och har många fogningsställen
10.3.2 Mjuklödning
Lod på zink- eller tennbas är vanligast. Arbetstemperaturen för zinkloden är 390–450ºC och för tennloden 200–300ºC. Loden finns som:
– Lågtemperaturlod. Smältpunkten för loden är 150–260ºC. Loden innehåller tenn, bly, zink och/eller kadmium och ger lödförband med den lägsta korrosionsbeständigheten.
– Mellantemperaturlod. Smältpunkten för loden är 260–370ºC. Loden innehåller tenn eller kadmium i olika kombinationer med zink, plus små mängder aluminium, koppar, nickel eller silver och bly.
– Högtemperaturlod. Smältpunkten för loden är 370–425ºC. De zinkbaserade loden innehåller 3–10% aluminium och små mängder av koppar, silver, nickel och järn för att modifiera deras smältnings- och vätningsegenskaper. De högzinkhaltiga loden har högst hållfasthet bland aluminiummjukloden och ger de mest korrosionsbeständiga lödfogarna.
Vid lödning med zinkhaltiga lod används ej flussmedel. Det smälta lodet anbringas på aluminiumytan och med hjälp av ett vasst föremål till exempel en glasborste, stålrits eller lödkolvens spets, skrapas oxidskiktet bort under smältan. Därefter lägger man samman ytorna och värmer tills lodet flutit ut och låter sedan förbandet svalna.
En annan flussmedelsfri metod är ultraljudlödning. Vid denna metod doppas detaljerna som ska fogas i en smälta av till exempel ZnAl5 vid cirka 450ºC. Smältan, liksom detaljerna, vibreras samtidigt med ultraljud. Därvid bryts oxiden upp och lodet väter metallen.
Mjuklod på tennbas kan i allmänhet inte användas för kapillärlödning, varför lödningen bäst utförs i överlappsförband genom handlödning med gasolbrännare eller lödkolv. Efter lödning med tennlod är det nödvändigt att noggrant avlägsna flussmedelsresterna för att undvika korrosionsangrepp.
10.3.3 Konventionell hårdlödning
För hårdlödning används vanligen lod på aluminiumbas legerat med kisel. Lod av typen AlSi12 eller AlSi10Cu4 är vanliga. Arbetstemperaturen ligger över 575ºC respektive 550ºC. Hårdloden är lättflutna och används i huvudsak för spaltlödning. Fogarna bör därför vara utformade som överlappsförband, Figur 119. Den överlappande längden bör vara 3–4 gånger godstjockleken. Hårdlödning används även i T-förband.

Lödningen utförs manuellt med handbrännare eller mekaniserat genom ugns- eller saltbadslödning. Lodet kan vid mekaniserad lödning vara påfört i form av en plätering, film eller pasta, som vid smältningen fyller ut fogen, Figur 120. Inträngningen av lodet i spalten beror på kapillärverkan och stoppas av alla former av föroreningar. Man bör därför noggrant rengöra lödställena före lödningen. Vid konventionell hårdlödning används kloridhaltiga flussmedel. Alla flussmedelsrester måste avlägsnas efter lödningen på grund av risken för korrosionsangrepp.

10.3.4 Saltbadslödning
Värmet vid lödningen tillförs från ett flytande saltbad som samtidigt fungerar som flussmedel. Hela detaljen eller delar av den doppas i badet varvid lodet i form av folie eller lodringar smälter. Även pläterat material kan användas. Värmepåverkan på grundmaterialet är stor. Saltbadslödning passar för såväl enkla som komplicerade former.
Metoden är mycket lämplig för aluminium. Den kan användas på tunt material utan att ge nämnvärd deformation och ofta i kombination med höghastighetsbearbetade komponenter. Saltbadslödning ger hög hållfasthet, god ytfinish och hög måttnoggrannhet.
10.3.5 Vakuumlödning
Vid vakuumlödning löder man utan flussmedel. Lodet består av en aluminiumlegering, som förutom kisel som sänker smälttemperaturen, också innehåller magnesium, som bidrar till oxiduppbrytningen. Uteslutande används lodpläterat material dvs lodet har valsats ihop med kärnmaterialet till plåt eller band, Figur 121.

När detaljerna har monterats ihop placeras de i en vakuumugn och trycket sänks till 10–4–10–6 bar, varefter temperaturen höjs till runt 600ºC. Detta är 15–40ºC under kärnmaterialets smälttemperatur, men över lodets. Lodskiktet smälter och bildar lödfogar med kärnmaterialet, Figur 122. Metoden kräver tid för vakuumpumpning och uppvärmningen är långsam jämfört med skyddsgaslödning. Den används numera främst till större värmeväxlare och/eller för värmeväxlare i små serier
10.3.6 Skyddsgaslödning med eller utan fluss
Skyddsgaslödning, Controlled Atmosphere Brazing (CAB) innebär att man använder ett icke korrosivt flussmedel, som slammas upp i vatten (slurry). Liksom vid vakuumlödning används oftast lodpläterat material. Komponenterna monteras ihop, doppas i flussmedelsbadet, torkas väl och placeras sedan i en genomskjutningsugn, där luften pumpas ut och ersätts med en inert skyddsgas, vanligen kvävgas, Figur 123. Temperaturen höjs till lödtemperaturen, cirka 600ºC, varvid flussmedlet löser oxiderna och det pläterade skiktet smälter och bildar förbandet. Flussmedelsresterna behöver ej avlägsnas efter lödningen utan ger tvärtom ge ett visst korrosionsskydd. Metoden kallades tidigare Nocolokprocessen.

Skyddsgaslödning dominerar inom fordonsindustrin för att framställa alla de typer av värmeväxlare som förekommer i moderna fordon i stora serier. Exempel på detta är radiatorer, oljekylare, laddluftkylare till turbomotorer samt kondensorer, evaporatorer och kupévärmare till klimatanläggningar, Figur 124.

Under senare år har pläterade produkter utvecklats som innehåller fluss inbyggt i lodet eller helt flussfritt lod. Komponenttillverkaren behöver därmed ingen egen flussanläggning, vilket sparar både kostnader och olägenheter för arbetsmiljön. Det helt flussfria lodet kräver mycket ren skyddsgasatmosfär. Lodet med inbyggt fluss ger bättre lödegenskaper än andra lödmetoder, vilket möjliggör nya tillämpningar
och lägre krav på ren skyddsgasatmosfär.
