2.1.1 Översikt och Arbetsgång vid gjutgodskonstruktion
2.1.1.1 Översikt
Vid konstruktion av en komponent för gjutning är det liksom för andra tillverkningsmetoder väsentligt att utforma komponenterna så att respektive metods fördelar till fullo utnyttjas. För att ett optimalt resultat skall uppnås rekommenderas att konstruktören av gjutgods redan på konceptstadiet genom kontakt med gjuterifackmän förvissar sig om att gjutstycket utformas på ett för gjutning lämpligt sätt.
Genom att använda sig av olika typer av simuleringsprogram kan konstruktören först skapa en konceptmodell genom topologisk optimering så att komponenten utformas med avseende på de belastningsvägar som uppstår. Det ger den optimala designen i förhållandet mellan mekaniska egenskaper och komponentens vikt. Gjutsimulering i samband med konstruktion av gjutgods ger möjligheten att optimera komponenten redan från början med avseende på gjutning. Härigenom kan stora kostnadsbesparingar uppnås. Dyrbara ändringar av modellutrustning, kokiller och verktyg undviks.
2.1.1.2 Arbetsgång vid gjutgodskonstruktion

Val av material
Ett stort urval av material står till förfogande vid gjutning. Översikten nedan ger endast en inblick i vilka huvudområden som materialen är indelade i.
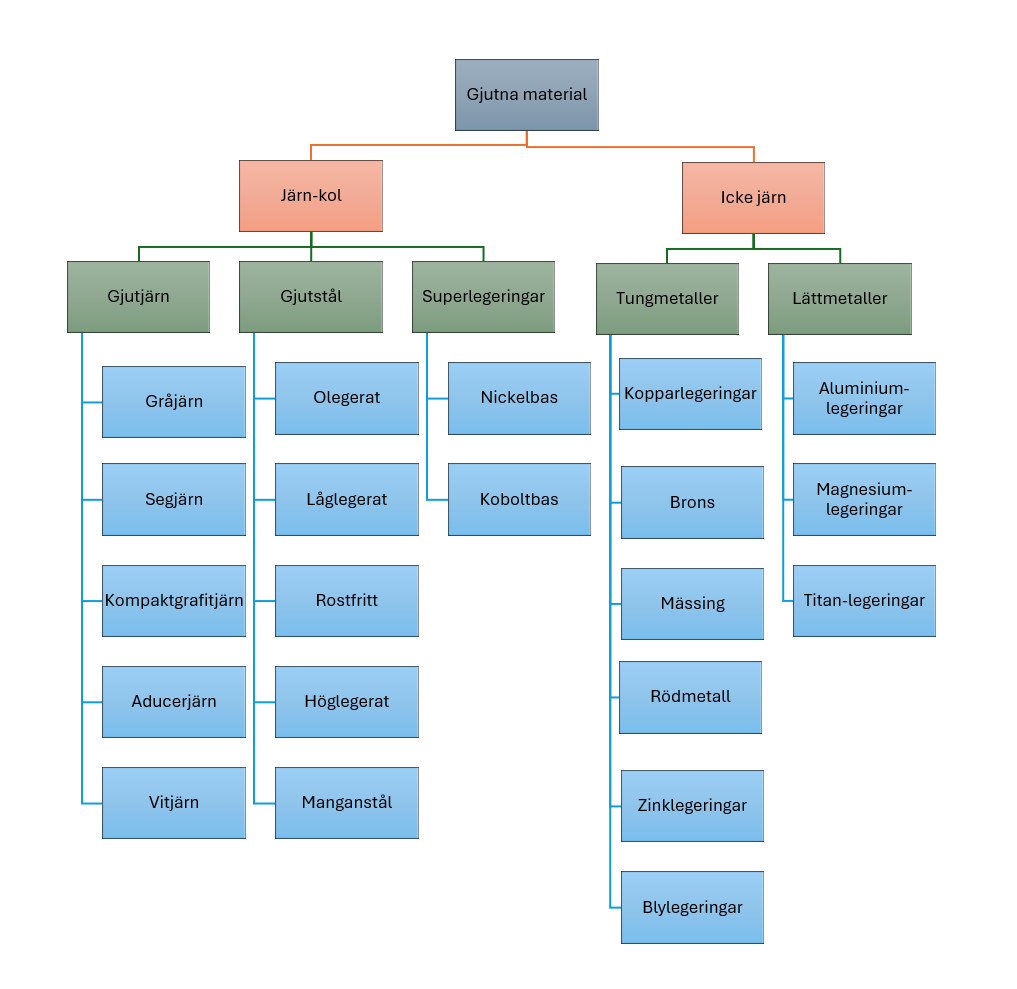
Figur 2. Översikt av grupper av gjutna material.
Val av gjutmetod
Vid val av den tekniskt och ekonomiskt bästa gjutmetoden för ett aktuellt gjutstycke bör hänsyn först och främst tas till följande:
- Valt material
- Seriestorlek
- Krav på måttnoggrannhet och ytjämnhet
- Godsvikt
- Komponentens konstruktiva utformning
Kan materialet gjutas med önskad gjutmetod?
Mellan gjutmetod och gjutlegering råder ett samspel. Tillgängliga metoder lämpar sig mer eller mindre väl för olika gjutlegeringar. I Tabell 1 ges en sammanställning av hur olika material lämpligen kan gjutas med olika formningsmetoder. Tabellen visar de vanligast förekommande formningsmetoderna i Skandinavien. Notera att det finns information om sandformar utskrivna i en 3D-printer både i sand och som metalliskt material för insatser i pressgjutningsverktyg.
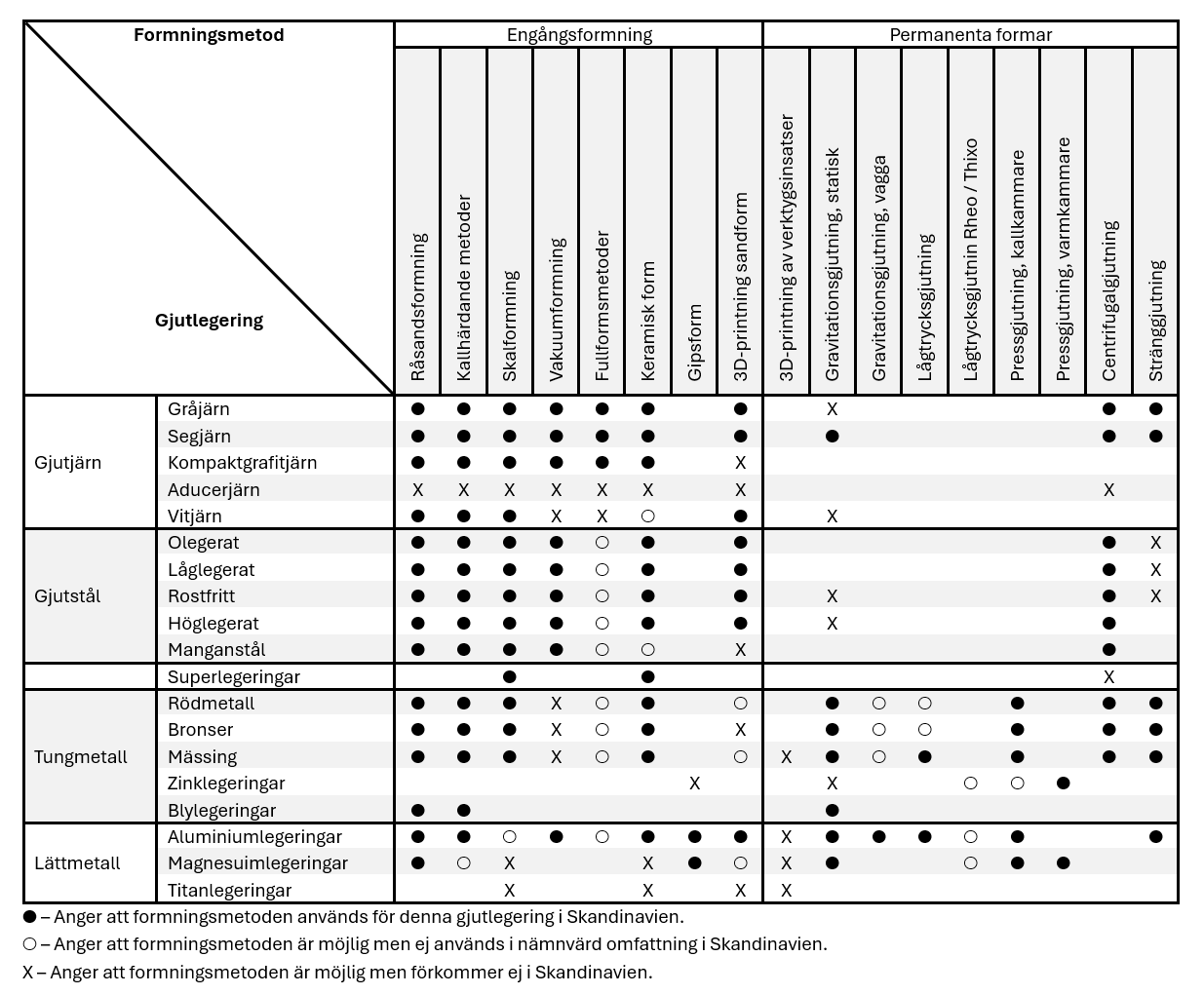
Tabell 1. Vanligaste formningsmetoder för framställning av gjutgods.
Är metoden lämplig för seriestorleken?
I Tabell 2 ges riktlinjer för seriestorlekar för respektive metod. Skälet till att hänsyn måste tas till seriestorleken i samband med konstruktionsarbetet är att olika metoder ställer olika krav på modeller och verktyg, vilket i sin tur medför olika kostnader för dessa. Anvisningarna är endast riktlinjer för respektive formningsmetod.
Maskinformning av sandformar och pressgjutning samt i viss mån keramisk formning som kokillgjutning har inte något tak för seriestorleken utan är det är snarare ett mått på när ett verktyg eller modell måste renoveras eller bytas.
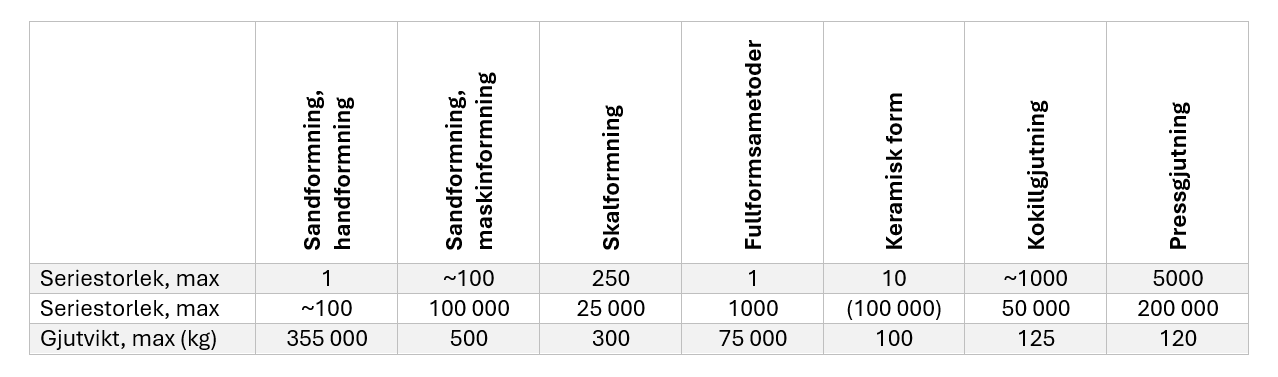
Tabell 2. Seriestorlekar vid olika framställningsmetoder.
Uppfyller gjutmetoden ställda krav på toleranser och ytor?
Måttnoggrannheten som kan förväntas vid olika gjutmetoder ges i ISO-standarden 8062. Vad gäller ytornas beskaffenhet och vilka krav som kan ställas på dessa att standarden EN 1370:2012 tillämpas. Här finns det ytlikare som konstruktören kan hänvisa till för att beskriva hur ytan bör se ut.
- Kostnad för modellutrustning, kokiller och verktyg
- Släppning
- Partning
- Kärnor
- Gjutningsmomentet
- Stelningskrympning och porositetsbildning
- Svalningskrympning (spänningar och sprickor)
- Rensning (efterbehandling)
- Bearbetning
- Hållfasthet, mekaniska egenskaper
Ofta är det svårt att utforma en gjuten komponent optimalt med hänsyn till samtliga faktorer. Motstridiga rekommendationer kan föreligga. I följande avsnitt behandlas de nämnda faktorerna var för sig. I anknytning till de olika faktorerna ges exempel.
