16.6.1 Avlägsnande av oavsiktligt tillkommet material
Vid framställning av gjutgods är det svårt att undvika att grader bildas i parten mellan två formdelar, till exempel mellan över- och underform eller mellan form och kärna. Detsamma gäller vid skarven mellan två kärnor i de fall då av formningstekniska skäl två eller flera kärnor monteras samman till ett kärnpaket.
Ofta är det nödvändigt med ett visst spel mellan form och kärna för att möjliggöra inplacering av kärnan i formen utan att denna trasas sönder. Detta spel medför en grad på den gjutna detaljen, som i de flesta fall måste avlägsnas innan godset levereras. En vanlig orsak till grader är dålig modell- och kärnlådeutrustning.
I avsnitt 16.5 beskrivs några olika metoder för att avlägsna gjutsystem, det vill säga ingjut och matare. Vid de flesta av dessa metoder blir det rester kvar efter ingjuten och matarna. Innan godset kan levereras måste dessa rester i de flesta fall avlägsnas.
Ett alternativ till att avlägsna eventuella grader och gjutsystemsrester i gjuteriets renseri kan vara att utföra det vid efterföljande maskinell bearbetning utan att kostnaderna för den maskinella bearbetningen ökar nämnvärt. Användning av verkstadstekniska metoder vid rensning behandlas närmare i avsnitt 16.10.
16.6.2 Slipning med roterande slipskivor
Den i gjuterisammanhang vanligaste metoden för att avlägsna oavsiktligt tillkommet material är slipning med roterande slipskivor.
Slipningen kan utföras med handslipmaskiner, pendelslipmaskiner eller i slipstolar. Även helt mekaniserade slipenheter finns numera på marknaden och används i ökande omfattning. Även manipulatorer och industrirobotar används. Detta behandlas närmare i avsnitten 16.7 respektive 16.8.
Slipsprickor i gjutgodset kan uppkomma då gjutgodset har värmts för mycket under slipningen. Dessa kan undvikas genom att använda slipskivor med vassa korn som skärper sig lagom snabbt. Därigenom skapas ett jämnt fördelat sliptryck över arbetsytan. Här är ofta en mjuk metall svårare att slipa än en hård metall, eftersom den mjuka metallen kletar och sätter igen slipkornen i skivan.
Keramiska slipskivor är de vanligaste slipskivorna på grund av dess värmebeständiga och samtidigt oelastiska egenskaper. Slipskivans grad talar om hur hårt bindemedlet håller samman slipkornen, där en skiva med låg hårdhet lättare tappar slipkornen. Om högavverkning önskas vid slipningen finns anledning att välja grova slipkorn för sliparbete. För att skivan ska få önskad form och slipegenskaper bearbetas/skärpes skivan med ett verktyg så att slipkorn lossnar.
Handslipmaskiner är oftast tryckluftsdrivna (se figuren). De elektriska maskinerna är oftast av högfrekvenstyp.

Figur 27. Tryckluftsdriven rakslipmaskin (Atlas Copco).
Pendelslipmaskiner (figuren nedan) används speciellt vid större detaljer och då stor avverkning önskas. Exempelvis är pendelslipmaskiner vanligt förekommande i stålgjuterier, där de används för avlägsnande av matarhalsar. En pendelslipmaskin har en väsentligt kraftigare motor och större slipskiva än en handslipmaskin. Maskinen brukar vara upphängd i en anordning ovanför arbetsplatsen och vara utbalanserad. Vid slipningsoperationer för operatören den roterande slipskivan över gjutstycket, som ligger stilla.

Figur 28. Reichmann PTC – pendulum cut off center
En slipstol är en kraftig slipmaskin, som är fast monterad. Gjutgodset förs av operatören mot slipskivan.
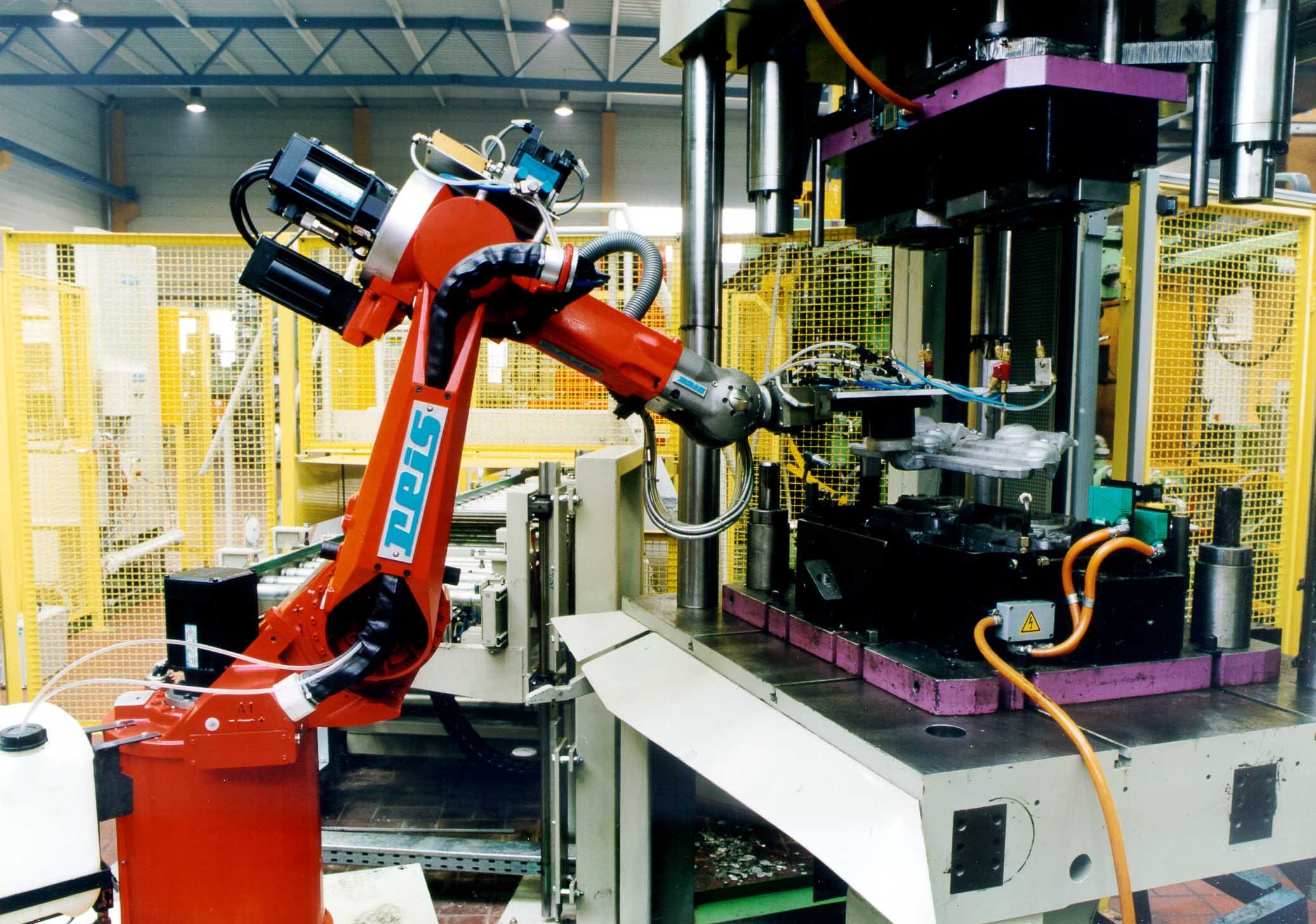
För rensning av gjutgods i större serier går utvecklingen mot robotanvändning samt mer eller mindre automatiska maskiner.
Så kallat beställningsgjutgods i små till mellanstora serier i viktsklassen 1 – 15 kg slipas fortfarande som regel på konventionella slipstolar (figuren ovan) För gjutgods som slipas i rensningscell kombineras ofta slipning på slipstol med tryckluftsdrivna handslipmaskiner.
Vid allt rensningsarbete gäller att stora mängder damm alstras. Därför är det nödvändigt med en effektiv ventilationsanläggning. Som generell regel gäller att dammet skall omhändertas så nära källan som möjligt.
Vid slipning på slipstol eller med handdrivna slipmaskiner sugs stora luftmängder av. Den avsugna luften innehåller stora mängder damm och metallpartiklar. Denna luft måste filtreras noga. Det görs idag i textila kassett- eller slangfilter.
Vid arbete med exempelvis handslipmaskiner kan luften tas om hand genom att maskinerna förses med punktavsug. Hur detta kan arrangeras framgår av figuren nedan. Här är maskinen omgiven av en roterande plastkåpa. Mellan kåpan och slipmaskinen finns en smal spalt. Genom denna sugs luft med hög hastighet. Luftinsugningen gör att större delen av alstrat damm aldrig kommer ut i den omgivande luften. Mätningar har visat att 90 procent av det alstrade dammet omhändertas genom punktavsuget. En komplikation med detta arrangemang är den extra slang, som behövs för att suga av luften. Genom lämpliga åtgärder kan dock denna olägenhet elimineras.

Slipning är en besvärlig operation ur arbetsmiljösynpunkt. Arbetsställningen är viktig för att få tillräcklig matningskraft vid användning av roterande handslipmaskiner. En lämplig arbetsställning ur produktivitets- och kvalitetssynpunkt uppstår när slipmaskinen hålls nära kroppen i armbågshöjd, där kroppen är något framåtlutad så att man utnyttjar kroppstyngden. Förutom de ovan nämnda svårigheterna med alstrat damm är det fysiskt ansträngande. Därtill kommer höga bullernivåer och stora vibrationsproblem. Det nya maskindirektivet (REF) innebär att slipmaskinerna är vibrationsreducerade med tjockare handtag Stora ansträngningar har gjorts för att underlätta arbetet vid slipningsoperationer. Vid några gjuterier har man installerat robotar och manipulatorer.
Vid slipning med handslipmaskiner tvingas ofta operatören inta besvärliga arbetsställningar samtidigt som han tvingas hantera tungt gods. Ofta kan någon typ av lägesställare vara ett värdefullt hjälpmedel.

Lämpligt gjutgods för rensning i lägesställare är inte enbart beroende av vikt, utan även av rensningens mängd och art. Gods som kräver invändig rensning eller omfattande hantering, exempelvis pumpgods eller växellådor, är passande. Vikten nedåt begränsas av att manuell hantering är snabbare än lägesställare vid mindre gods. I praktiken ligger denna gräns troligen vid 50 till 200 kilo.
Vid hantering av gods i lägesställaren måste detta vara fastspänt på ett säkert sätt. Speciella fixturer eller spännanordningar måste användas till varje godstyp. Visst gods kräver två eller fler uppspänningar för att kunna rensas helt. Uppspänning måste kunna ske snabbt och enkelt för att totala rensningstiden skall kunna behållas eller minskas. En bra åtgärd är att ange uppspänningspunkterna på godsritningen, vilket innebär att de kan geometrisäkras för snabbare hantering.
16.6.3 Bandslipning
Bandslipningstekniken har utvecklats för gjutgods i icke järnmetall under senare år både på maskin- och slipbandsområdet.
Ur säkerhetssynpunkt har banden den fördelen att de inte, som slipskivor, kan splittras. De kan visserligen gå av, men det medför sällan allvarliga skador, då bandets massa är liten.
För bandslipning finns på marknaden flera olika typer av utrustningar, som var och en har sina för- och nackdelar.
16.6.4 Mejsling
För rensning av stort gjutgods (handformningsgods) är ofta mejsling och slipning med handslipmaskiner med kap-eller slipskålar enda alternativet.
Mejsling ger upphov till mycket buller och vibrationer för operatören. Därför är det av största vikt att använda vibrationsdämpande maskiner. Även maskiner med punktutsug ska användas.
16.6.5 Gradklippning
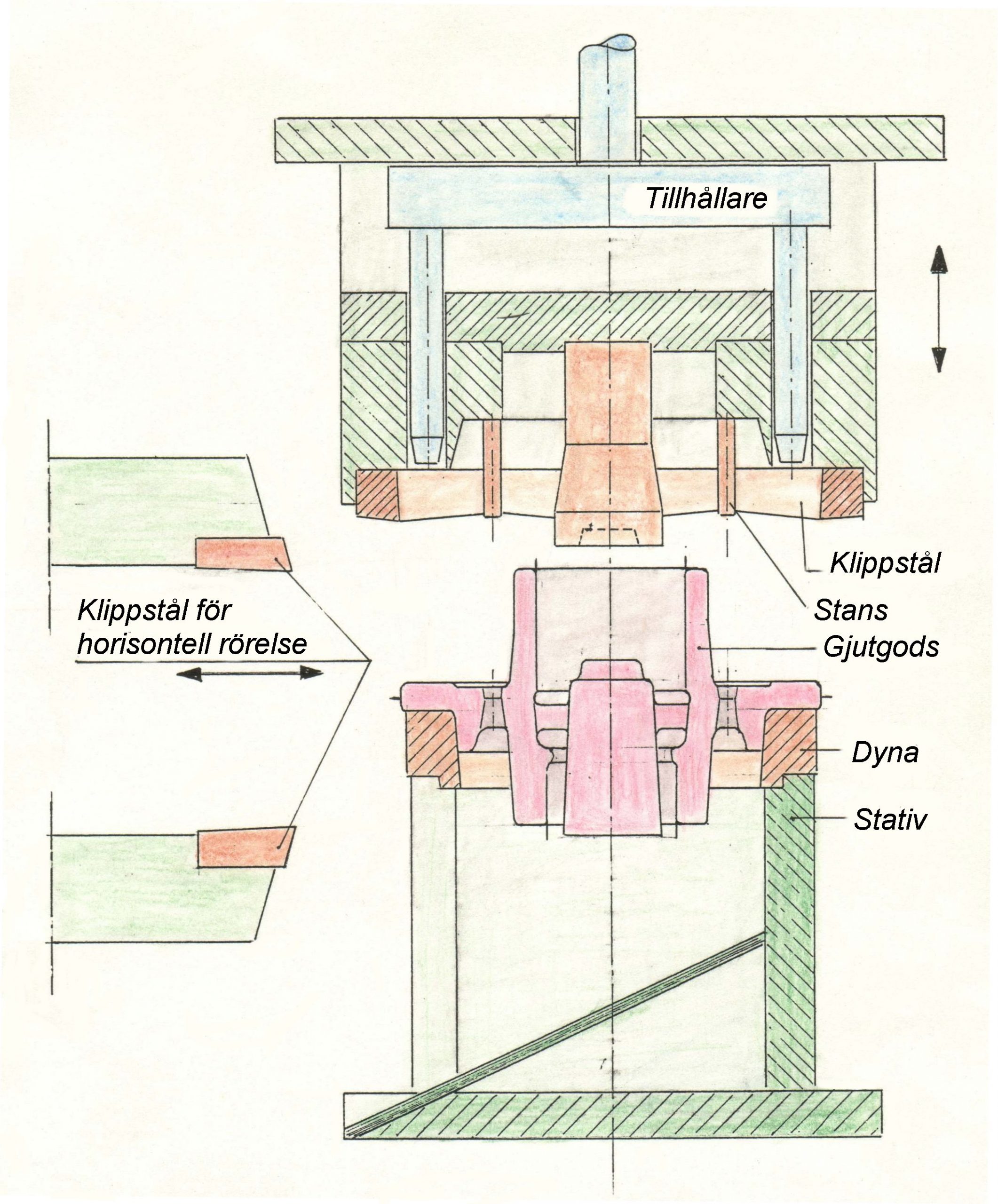
Vid gradklippning, avlägsnas grader och eventuella matar- och ingjutsrester i kallt tillstånd genom skjuvning i en press.
Detta sker genom att ett specialverktyg appliceras i en press. Det vanligaste är att det skjuvande verktyget är fäst i pressens löpare. Under operationen är gjutstycket placerat i en fixtur på pressbordet och hålls ofta fast med en extra tryckcylinder i pressens löpare.
Utförande på gradklippningsverktyg enligt figuren nedan gör det möjligt att på ett relativt enkelt sätt komplettera pressen med ytterligare tryckcylindrar att använda vid bearbetning från sidan eller underifrån. Denna bearbetning kan ske antingen före eller efter det att pressens löpare fullbordat ett slag.
Främst har metoden kommit till användning vid gods i gråjärn, segjärn i långa serier och pressgjutgods. Skärstålen måste tillverkas i legerat, formbeständigt verktygsstål. Härdning av stålen till hårdhet 60 – 63 Rockwell C krävs.
Följande fördelar gäller för gradklippningstekniken jämfört med andra metoder:
- Bättre arbetsmiljö. Det blir mindre dammbildning, mindre buller, mindre vibrationsbelastning samt förbättrade ergonomiska förhållanden jämfört med konventionell rensning.
- Produktivitetshöjning, vilket ger lägre rensningskostnader. Flera operationer kan ske i samma tempo.
- Jämnare gjutgodskvalitet och likformiga toleranser på gjutgodset.
- Metoden är okänslig för mängden grader på godset.
- Mindre energiförbrukning än vid konventionella rensningsmetoder genom minskade ventilationsluftmängder.
Arbetsmiljömätningar före och efter införande av gradklippning har visat mycket stora förbättringar. Halten respirabelt kvarts har vid mätningar på arbetsplatsen visat sig vara knappt mätbara och bullersänkningar på 20 – 25 dB(A) har uppmätts. Kraftiga kostnadssänkningar har också erhållits vid införande av gradklippningstekniken.
Gradklippning är naturligtvis även behäftad med vissa nackdelar. En sådan är den relativt höga investeringskostnaden. En annan är att arbetet med i- och urplockning av gods i pressen kan upplevas monotont.

{kind=link}
{kind=link}
{kind=link}